Изобретение относится к области электрических методов обработки и может быть использовано для снятия заусенцев и сглаживания острых кромок у длинномерных и листовых заготовок, применяемых во всех отраслях промышленности.
Известен электрофизический способ удаления заусенцев с применением ультразвука [1] , заключающийся в том, что детали, имеющие заусенцы, помещают в герметичную камеру, которая заливается суспензией, и от магнитострикционного преобразователя ультразвуковые колебания через дно камеры передаются суспензии. Основные недостатки метода: возможность обработки только мелких деталей с ограниченными размерами заусенцев, применение дорогих ультразвуковых преобразователей, наличие суспензии и герметичной камеры.
Известен электроконтактный метод удаления заусенцев вращающейся проволочной щеткой [2], заключающийся в том, что по шлангу к пневмотурбине подводят сжатый воздух для вращения щетки. К щетке и заготовке подают электрическое напряжение и перемещают относительно друг друга. Недостатками метода являются применение сжатого воздуха, недостаточная локализация процесса обработки, т. к. щетка помимо заусенцев контактирует с расположенными рядом участками заготовки, что приводит к повышенным энергозатратам вследствие увеличения площади обработки и нежелательному взаимодействию на другие участки заготовки.
Задача, решаемая изобретением, - снижение энергозатрат, упрощение эксплуатации.
Задача решена тем, что в предлагаемом способе электроконтактного удаления заусенцев и сглаживания острых кромок, при котором на электрод-инструмент и заготовку подают напряжение и перемещают их относительно друг друга, согласно изобретению используют электрод-инструмент с рабочей поверхностью, выполненной под углом меньше 90o, которому сообщают вибрацию под углом к линии горизонта и регулируют скорость подачи заготовки при изменении указанного угла.
Скорость подачи находится в прямопропорциональной зависимости от угла наклона α траектории движения заготовки к линии горизонта и весом заготовки G3.
Сила, под действием которой заготовка движется, определяется выражением
Fn=G3•sinα
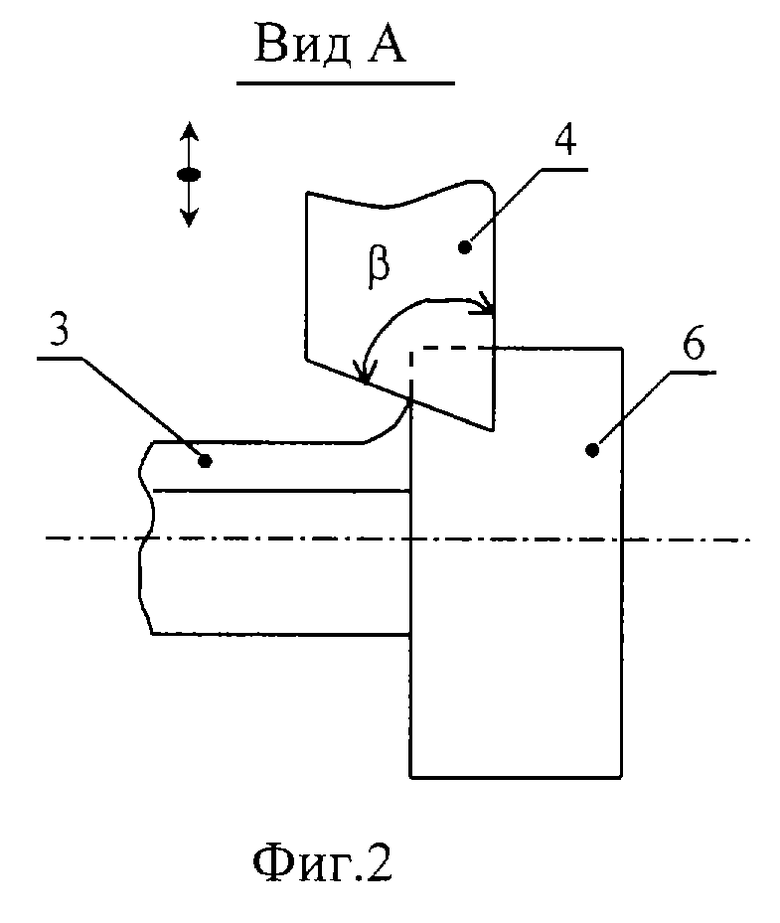
На чертеже изображено устройство для реализации этого способа. На фиг.1 показана общая схема установки, на фиг.2 - вид по стрелке А, в увеличенном виде показана рабочая зона.
Устройство состоит из линейного электродинамического двигателя 1, блока питания линейного электродинамического двигателя 2, заготовки 3, электрода-инструмента 4, источника питания заготовки и электрода-инструмента 5, направляющих 6.
Способ электроконтактного удаления заусенцев осуществляется следующим образом: к блоку питания 2 подключают линейный электродинамический двигатель 1, который преобразует электрическую энергию в возвратно-поступательное движение электрода-инструмента 4 с частотой f. На электрод-инструмент 4 и заготовку 3 подают напряжение на источник питания 5. Заготовка 3 под действием силы подачи Fn движется по направляющим 6 и, достигая зоны обработки, начинается процесс электроконтактной эрозии. Электрод-инструмент 4 имеет рабочую поверхность, выполненную под углом β меньше 90o, что обеспечивает контакт только на заусенцах или острых кромках. Этим обеспечивается высокая локализация процесса обработки и снижение энергозатрат.
При удалении заусенцев с заготовки, выполненной из стали Ст.З, энергозатраты составили 1,68 кВт•ч/м3. При удалении заусенцев по способу, указанному в прототипе, энергозатраты составляют 8,1 кВт•ч/м3.
Для реализации предложенного способа не требуется сжатый воздух, что упрощает эксплуатацию.
Источники информации:
1. Электрофизические методы обработки материалов. А.К. Журавский, Р.И. Галиева, Г.С. Гептштейн. - Уфа, 1977, с.77 и 78.
2. Хрульков В.А., Кулаков Ю.М. Отделочно-зачистная обработка деталей. - М: Машиностроение, 1979, с.100 и 101.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2000 |
|
RU2183151C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ НЕЙТРАЛИЗАЦИИ ЩЕЛОЧНЫХ ВОД И ВОДНЫХ РАСТВОРОВ | 2002 |
|
RU2206515C1 |
| СПОСОБ ОЧИСТКИ ВОДЫ И ВОДНЫХ РАСТВОРОВ ОТ АНИОНОВ И КАТИОНОВ | 2001 |
|
RU2213701C2 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДА В АБСОРБЦИОННО-ДИФФУЗИОННОМ ХОЛОДИЛЬНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2205336C2 |
| УСТАНОВКА ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2000 |
|
RU2193475C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ХОНИНГОВАНИЯ | 1999 |
|
RU2166416C2 |
| КАТОД-ИНСТРУМЕНТ ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2127175C1 |
| СПОСОБ БАЛАНСОВЫХ ИСПЫТАНИЙ ЦЕНТРОБЕЖНОГО КОЛЕСА | 2001 |
|
RU2217724C2 |
| ЗАЩИТНЫЙ ЧЕХОЛ ТЕРМОПАРЫ ПОГРУЖЕНИЯ | 2002 |
|
RU2206072C1 |
| ДЕЗИНТЕГРАТОР | 2000 |
|
RU2193446C2 |
Изобретение относится к области электрических методов обработки и может быть использовано для удаления заусенцев и сглаживания острых кромок длинномерных и листовых заготовок. На электрод-инструмент и заготовку подают напряжение и перемещают их относительно друг друга. Рабочая поверхность электрода-инструмента выполненена под углом меньше 90o. Электроду-инструменту сообщают вибрацию перпендикулярно обрабатываемой кромке заготовки. Заготовку перемещают под углом к линии горизонта и регулируют скорость ее подачи при изменении указанного угла. Способ позволяет упростить обработку и снизить энергозатраты. 2 ил.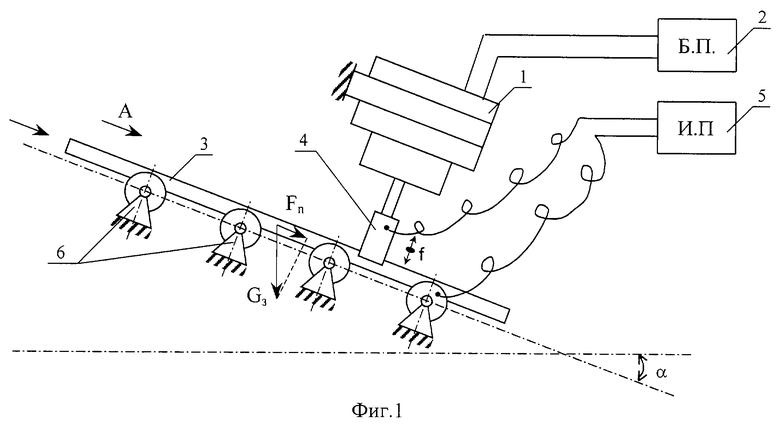
Способ электроконтактного удаления заусенцев и сглаживания острых кромок, при котором на электрод-инструмент и заготовку подают напряжение и перемещают их относительно друг друга, отличающийся тем, что используют электрод-инструмент с рабочей поверхностью, выполненной под углом меньше 90o, при этом ему сообщают вибрацию перпендикулярно обрабатываемой кромке заготовки, а последнюю перемещают под углом к линии горизонта и регулируют скорость ее подачи при изменении указанного угла.
| ХРУЛЬКОВ В.А | |||
| и др | |||
| Отделочно-зачистная обработка деталей | |||
| - М.: Машиностроение, 1979, с.100 и 101 | |||
| УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИМЕТАЛЛОВ | 0 |
|
SU359113A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2009804C1 |

