Изобретение относится к электронно-лучевой сварке (ЭЛС), в частности к способам контроля и стабилизации глубины проплавления, и может быть использовано в различных областях машиностроения, например, при сварке без сквозного проплавления соединений.
Известен способ регулирования процесса ЭЛС (авт.св. СССР N 1133781, кл. B 23 K 15/00), при котором глубину проплавления поддерживают постоянной по минимальной мощности излучения плазменного факела из зоны сварки. Минимальное значение мощности обеспечивают, устанавливая нулевое значение производной мощности излучения плазменного факела путем регулирования тока электронного луча.
Недостатком способа является использование косвенного критерия - производной мощности излучения плазменного факела для стабилизации глубины проплавления, сопутствующей процессу ЭЛС, необходимы дополнительные действия для определения и установки нулевого значения производной. Дополнительные действия требуют дополнительных аппаратных средств для реализации способа.
Кроме того, мощность излучения плазменного факела измеряют по таким параметрам, как проводимость, потенциал, интенсивность высокочастотного или светового излучения, зависящим от плотности плазмы, которая в свою очередь определяется плотностью ионизирующего воздействия. Характерные для ЭЛС паро- и гидродинамические процессы в канале проплавления приводят к нестабильности названных параметров и снижают точность измерения мощности излучения плазменного факела, а следовательно, и точность стабилизации глубины проплавления.
Известен способ электронно-лучевой сварки, при котором регистрируют рентгеновское излучение со стороны, противоположной вводу электронного луча, но в стороне от плоскости свариваемого стыка перпендикулярно к оси электронного луча по поверхности свариваемых изделий и за их пределами из подкладки либо из вытекающего из зазора стыка расплавленного металла (авт.св. СССР N 1727967, кл. B 23 K 15/00, 1992).
Недостатками этого способа являются необходимость применения двух датчиков рентгеновского излучения, а также ограничения, связанные с трудностями установки датчиков и измерения рентгеновского излучения в стороне от плоскости свариваемого стыка перпендикулярно к оси электронного луча по поверхности свариваемых изделий и за их пределами при наличии околошовных конструкционных элементов и значительных габаритных свариваемых изделий, а также при ЭЛС с локальным вакуумированием (когда, например, свариваются элементы оболочковых конструкций с длиной свариваемых деталей до 10 м, датчики рентгеновского излучения 8 и 81 в прототипе должны располагаться на таком же расстоянии от плоскости стыка).
Возможность регистрации моментов сквозного проплавления не всегда оказывается необходимой, особенно при ЭЛС на завершающих этапах сборки изделия, когда сквозное проплавление вообще недопустимо.
Другим недостатком является невозможность определения по интенсивности рентгеновского излучения положения плоскости острой фокусировки и величины и направления ее перемещения вдоль оси пучка при возмущающих и управляющих воздействиях.
А расположение плоскости острой фокусировки относительно поверхности свариваемых деталей оказывает значительное влияние на глубину проплавления и качество формирования сварного шва (Назаренко О.К. и др. Электронно-лучевая сварка/ под ред. Б.Е. Патона. - Киев: Наукова Думка, 1987, с. 26-27).
Цель изобретения - упрощение способа и улучшение качества сварки путем повышения информативности и точности измерения интенсивности проникающего рентгеновского излучения и упрощения устройства контроля и управления глубиной проплавления на основе предлагаемого способа.
Цель достигается тем, что в способе ЭЛС, при котором измеряют интенсивность рентгеновского излучения из корня шва и по управляющему сигналу корректируют глубину проплавления, дополнительно модулируют ток фокусирующей системы, измеряют интенсивность спектральных составляющих рентгеновского излучения с частотами, кратными частоте модуляции, и по уровню спектральных составляющих определяют глубину проплавления, причем о максимальной глубине проплавления судят по нулевому уровню нечетных или по максимальному уровню четных гармоник рентгеновского излучения, а по фазе нечетных гармоник определяют направление смещения положения острой фокусировки относительно поверхности свариваемых деталей.
Сущность изобретения состоит в использовании нелинейной (экстремальной) зависимости интенсивности проникающего рентгеновского излучения от уровня фокусировки относительно поверхности свариваемых деталей. Эта нелинейность является следствием экстремальной зависимости глубины проплавления от уровня фокусировки. Из математики известно, что если к основной, медленно меняющейся величине аргумента нелинейной функции добавить малую гармоническую составляющую (промодулировать аргумент), то функция в каждый момент времени будет представлять сумму постоянной и гармонических составляющих с частотами, кратными частоте модуляции, и амплитудами и фазами, зависящими от величины и направления изменения аргумента. Таким образом, при соответствующих условиях в измеряемом сигнале (интенсивности проникающего рентгеновского излучения) могут быть обнаружены и выделены спектральные составляющие, несущие информацию о положении и изменении уровня фокусировки относительно поверхности свариваемых деталей, а следовательно, и о глубине проплавления.
При ЭЛС в результате торможения электронов на мишени - свариваемых деталях возникает рентгеновское излучение с интегральной интенсивностью J0. Уровень проникающего рентгеновского излучения J определяется толщиной непроплавленного металла x (глубиной проплавления h) и коэффициентом линейного ослабления μ
J = J0exp(-μx), (1)
где x = d - h;
d - толщина свариваемых деталей;
h - глубина проплавления.
Зависимость глубины проплавления от уровня фокусировки луча относительно поверхности металла является экстремальной, и максимальная глубина проплавления hm достигается при фокусировке луча на некоторый уровень, расположенный ниже поверхности металла (там же, с. 24).
На фиг. 1 представлена схема ЭЛС, когда луч сфокусирован относительно поверхности свариваемых деталей на уровень b, при котором достигается максимальная глубина проплавления hm. На фиг. 1 также показаны: 1 - фокусирующая система; 2 - электронный луч; 3 - свариваемые детали; Vсв - направление сварки; f, l, k - расстояния от центра фокусирующей системы до уровня острой фокусировки, поверхности металла и до кроссовера, соответственно.
Если ЭЛС идет с максимальной глубиной проплавления, то, учитывая (1), можно записать
J = J0exp -μ(d-hm), (2)
С достаточной точностью зависимость глубины проплавления h от уровня фокусировки электронного луча можно аппроксимировать экстремальной функцией вида (Чвертко А.И. и др. Установки и аппаратура для электронно-лучевой сварки. - Киев: Наукова думка, 1971, с. 87)
h = hmexp-(50Δb)2, (3)
где Δb - изменение уровня фокусировки относительно положения b (фиг. 1), соответствующего максимальной глубине проплавления.
Появление Δb (изменение уровня фокусировки b), а следовательно, и уменьшение глубины проплавления может быть вызвано (фиг.1) изменением f на величину Δf из-за нестабильности ускоряющего напряжения U, тока фокусировки If, положения кроссовера k, которое в свою очередь зависит от U и тока луча I; изменением l на величину Δl из-за неточности установки деталей или биений механизма перемещения свариваемых деталей; изменением толщины d на величину Δd, связанное с неточностью заготовок или со сваркой стыков с переменным сечением.
Таким образом
Δb = Δf + Δl + Δd, (4)
с учетом (4) и (3) глубина проплавления
h = hmexp-[50(Δf+Δl+Δd)]2. (5)
Принимая во внимание зависимость f от нескольких переменных, приращение Δf этой функции можно определить, используя приближенное выражение ее полного дифференциала (Справочник по математике / Бронштейн И.Н., Семендяев К.А. - М.: Госиздат физ.-мат. лит-ры, 1959, 608 с.)
где  частные производные по соответствующим параметрам;
частные производные по соответствующим параметрам;
ΔIf,...,Δk - приращения параметров (изменения тока фокусировки, ускоряющего напряжения, положения кроссовера относительно значений, соответствующих фокусировке луча на уровень b, при котором достигается максимальная глубина проплавления).
Для упрощения дальнейших рассуждений, и не изменяя сущности предлагаемого способа ЭЛС, можно допустить
ΔU = ΔI = Δk = 0,
тогда
Далее для многих фокусирующих систем справедлива формула (Элекронно-лучевые установки/Башенко В.В. -Л.: Машиностроение, 1972, с. 99)
где U - ускоряющее напряжение;
R - средний радиус катушки фокусирующей системы;
If - ток фокуса;
W - число витков катушки фокусирующей системы.
Отсюда с учетом допущений
Коэффициент перед ΔIf может быть вычислен для конкретной электронно-лучевой пушки.
Например, для электронно-лучевой пушки КЭП 2М-1 при ускоряющем напряжении 30 кВ и f = 250 мм
Δf ≈ - 8 ΔIf. (6)
Подставляя (6) в (5), получим
h = hmexp-[-400ΔIf+50(Δl+Δd)]2 (7)
Экстремальная зависимость глубины проплавления обусловливает экстремальную зависимость интенсивности проникающего рентгеновского излучения от уровня фокусировки и, следовательно, от глубины проплавления.
На фиг. 2, а представлен график зависимости интенсивности проникающего рентгеновского излучения от ΔIf и от Δl при Δd = 0. График построен для случая ЭЛС сплава АМГ-6 при d = 15 мм, f= 250 мм, ускоряющем напряжении 30 кВ, hm= 14 мм. Расчеты произведены в соответствии с выражением (см. формулы 2, 7)
J/J0 = exp - μ[15-14exp-(-400ΔIf-50Δl)2], (8)
где μ для АМГ-6 при ускоряющем напряжении 30 кВ определяется
μ = 0,104U - 1,65 = 1,47.
Очевидно, что зависимости J/J0 от ΔIf при Δl = 0 и J/J0 от Δl при ΔIf= 0 совпадают.
Из графика видно, что максимальной глубине проплавления (когда нет расфокусировки, т. е. ΔIf= 0 и Δl = 0) соответствует максимальный уровень интенсивности проникающего рентгеновского излучения.
Если в ток фокусирующей системы ввести переменную составляющую, то интенсивность J при неизменной J0 (J0 зависит от ускоряющего напряжения, тока луча, атомного номера свариваемого металла) станет зависимой от времени, и в спектре излучения появятся составляющие с частотами, кратными частоте модуляции, и амплитудами и фазами, зависящими от уровня и направления смещения фокусировки относительно поверхности свариваемых деталей. Аналитически это можно представить следующим образом.
Ток в фокусирующей системе
ΔIf= ΔIf0+ ΔIfmsinωt, (9)
где ΔIf0 - постоянная составляющая - управляющее или возмущающее воздействие;
ΔIfm - амплитуда модулирующего сигнала;
ω - частота;
t - время.
С учетом (9), (7), (2) и при Δd = 0 запишем
Выражение (10) можно представить рядом Фурье в виде (Справочник по математике /Бронштейн И. Н., Семендяев К.А. -М.: Госиздат физ-мат литературы 1959, - 608 с.)
где  частота;
частота;
T - период;
ak, bk (k = 0, 1, 2,... - коэффициенты Фурье:

В рассматриваемом случае
Расчеты показывают, что в спектре сигнала присутствует постоянная составляющая ao, косинусоидальные составляющие с частотами, кратными двойной частоте модуляции, и синусоидальные составляющие с нечетными частотами, т.е.

где k= 0, 1, 2, ....
Амплитуды ak, bk зависят от уровня фокусировки (от ΔIf0, Δl) а знак bk - от знака ΔIf0, Δl.
На фиг. 2,б,в представлены графики, построенные по результатам расчета при U = 30 кВ, Iл= 160 мА, d = 15 мм, hm= 14 мм, Z = 13 (Аl), ΔIfm = 0,2 мА.
Из графиков видно, что максимальной глубине проплавления (ΔIf0= 0, Δl = 0) соответствует минимальный уровень нечетных (фиг. 2,б) и максимальный уровень четных гармоник (фиг. 2, в). При этом фазы нечетных гармоник (фиг.2,б) изменяются на 180o при изменении знака ΔIf0, Δl (об этом свидетельствует изменение знака составляющих b2k+1).
Проведенный анализ свидетельствует о том, что по интенсивности спектральных составляющих рентгеновского излучения с частотами, кратными частоте модуляции тока фокусирующей системы, можно судить о глубине проплавления и направлении изменения уровня фокусировки относительно поверхности свариваемых деталей при управляющих и возмущающих воздействиях.
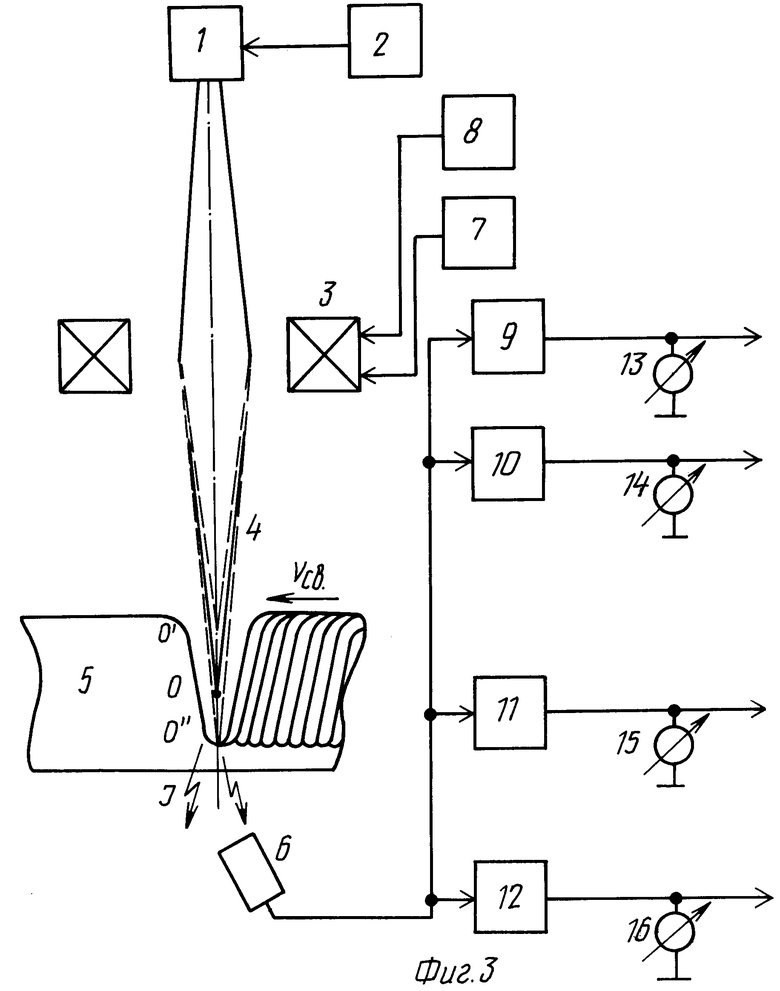
На фиг. 3 представлена схема измерения уровня спектральных составляющих интенсивности проникающего рентгеновского излучения с частотами ω,2ω,3ω,4ω (ω - частота модуляции тока фокусировки).
Электронно-лучевая пушка 1, питаемая высоковольтным источником 2, генерирует электронный луч 4, который проплавляет изделие 5 на глубину h. С помощью генератора 7 модулируют ток в фокусирующей системе 3, в результате чего уровень фокусировки периодически с частотой модуляции ω изменяет свое положение вдоль оси пучка 0'-0'' относительно положения 0, соответствующего величине ΔIf0. Датчиком 6 регистрируется интенсивность проникающего рентгеновского излучения и преобразуется в электрический сигнал, спектральный состав которого определяется частотой модулирующего сигнала. К выходу датчика подключены избирательные усилители 9, 10, 11, 12, настроенные на частоты ω,2ω,3ω,4ω соответственно. С помощью блока фокусировки 8 или перемещения деталей вдоль оси пучка изменяют уровень фокусировки относительно поверхности свариваемых деталей, изменяя тем самым глубину проплавления, при этом изменяются амплитуды синусоидальных напряжений на выходах избирательных усилителей: Kиу1b1sinωt; Kиу2a2cos2ωt; Kиу3b3sin3ωt; Kиу4a4cos4ωt, где Kиу1-4 - коэффициенты усилений избирательных усилителей 9, 10, 11, 12 соответственно.
Эти напряжения регистрируют индикаторами 13, 14, 15, 16. По нулевому напряжению усилителей 9, 11 и нулевым показаниям индикаторов 13, 15 с помощью блока фокусировки устанавливают максимальную глубину проплавления. Максимальную глубину проплавления устанавливают также по максимальному напряжению усилителей 10, 12 и максимальным показаниям индикаторов 14, 16. При других уровнях фокусировки глубину проплавления определяют по показаниям всех индикаторов. По фазе выходного напряжения усилителей 9, 11 определяют направление смещения уровня фокусировки вдоль оси пучка электронов.
По выходным сигналам b1, b3, a2, a4 формируют сигнал коррекции глубины проплавления.
Предложенный способ может быть использован, например, в устройстве стабилизации глубины проплавления при электронно-лучевой сварке.
На фиг. 4 представлена функциональная схема устройства стабилизации глубины проплавления с использованием предлагаемого способа. В рассматриваемом устройстве сигналом, несущим информацию о глубине проплавления, является спектральная составляющая интенсивности рентгеновского излучения с частотой, равной частоте модуляции ω тока фокусирующей системы.
Устройство содержит электронно-лучевую пушку 1 с высоковольтным источником питания 2, фокусирующую систему 3, подключенную к выходу сумматора 4, отклоняющую систему с блоком функционального сканирования 7, генератор 9, одним выходом связанный с первым входом сумматора 4, последовательно соединенные датчик 10 рентгеновского излучения, избирательный усилитель 11, настроенный на частоту ω, демодулятор 12, опорным входом соединенный со вторым выходом генератора 9, интегратор 13, выходом связанный со вторым входом сумматора 4, блок фокусировки 14, подключенный к третьему входу сумматора, выключатель 15, коммутирующий вход и выход интегратора 13, индикатор 16, соединенный с выходом демодулятора 12.
При ЭЛС электронно-лучевая пушка 1, питаемая высоковольтным источником 2, генерирует электронный луч 5, который проплавляет изделие на глубину h. Перед сваркой при малом токе луча и замкнутом выключателе 15 с помощью бока фокусировки 14 луч фокусируют на уровень ниже поверхности свариваемых деталей примерно 60-70% заданной глубины проплавления. Затем включают сварочное движение и вводят электронный луч до требуемой мощности. При сварке в результате модуляции генератором 9 тока фокусирующей системы 3 с частотой ω, в спектре тормозного рентгеновского излучения, прошедшего через слой x непроплавленного металла, появляется спектральная составляющая с частотой модуляции и амплитудой, пропорциональной величине расфокусировки относительно уровня, соответствующего максимальной глубине проплавления. Эта составляющая выделяется из спектра сигнала датчика 9 избирательным усилителем 11. На выходе демодулятора 12 формируется напряжение постоянного тока, пропорциональное величине расфокусировки.
При замкнутом переключателе 15 коэффициент передачи интегратора 13 равен нулю и поэтому напряжения на его выходе нет. Такое положение выключателя 15 соответствует ручному режиму коррекции глубины проплавления, при которой с помощью блока фокусировки 14 добиваются нулевого показания индикатора 15, свидетельствующего о максимальной глубине проплавления.
Размыканием выключателя 15 переводят систему в режим автоматической стабилизации глубины проплавления. При этом сигнал с демодулятора 12 через интегратор 13 и сумматор 4 подается в фокусирующую систему 3, которая устраняет возникающую расфокусировку. За счет интегратора 13 обеспечивают в системе астатизм первого порядка, исключающий статическую ошибку в системе по положению фокуса электронного луча. Одновременно интегратор используют в качестве фильтра нижних частот.
При сварке включают также блок функционального сканирования луча 7 для улучшения качества формирования сварного шва и устранения корневых дефектов, характерных для ЭЛС с максимальной глубиной проплавления.
Способ опробования при ЭЛС пластин из сплава АМГ-6 толщиной 15-16 мм на установке ЭЛУ-9Б с источником питания У-250АМ, электронно-лучевой пушкой КЭП-2М-1 при ускоряющем напряжении 25 кВ, скорости сварки 30 м/ч и токе луча 160 мА. Средняя глубина проплавления во всех экспериментах составляла 14 мм.
Сварку производили вертикальным лучом горизонтально расположенных и наклонных образцов (угол наклона - 30o). Перепад высот свариваемых кромок составлял 100 мм.
На фиг. 5 представлены схемы ЭЛС наклонных (фиг. 5,а) и горизонтально расположенных образцов (фиг. 5,б).
Контроль качества сварных соединений выполняли с помощью металлографических исследований продольных шлифов. Погрешность стабилизации глубины проплавления оценивалась по формуле
В устройстве для реализации способа в качестве датчика рентгеновского излучения использован блок детектирования сцинтиляционный БДС-6-05. Для технологической развертки электронного луча применили устройство (авт.св. 1493423, СССР, кл. B 23 K 15/00), в котором энергию луча распределяют симметрично относительно плоскости стыка по траектории сканирования, частоту сканирования выбирают кратной частоте питающей сети и регулируют угол сдвига фазы сканирования луча относительно фазы сети и при этом фазу сканирования синхронизируют с фазой напряжения питающей сети.
Частота модуляции тока фокусирующей системы выбрана более чем на порядок больше максимальных частот гидродинамических процессов в канале проплавления, влияющих на интенсивность проникающего рентгеновского излучения и составила 3 кГц; амплитуда - 0,5 мА.
В результате испытаний установлено следующее.
1. При ЭЛС наклонных и горизонтальных образцов на участках с одинаковой толщиной d погрешность δ составила: прототип - δ = 3%, предлагаемый способ - δ = 0,6%.
2. На фиг. 6 приведены результаты ЭЛС горизонтально расположенных образцов. Изменение толщины свариваемых деталей приводит к возникновению переходных процессов в устройствах стабилизации глубины проплавления. В устройстве по предлагаемому способу характер переходного процесса - апериодический без перерегулирования. При этом время регулирования tр более чем в два раза меньше, чем в прототипе.
Предлагаемый способ по сравнению с прототипом позволяет более чем в два раза уменьшить погрешность стабилизации глубины проплавления; улучшить качество и уменьшить время переходных процессов при сварке стыков переменного сечения; определять уровень фокусировки электронного луча относительно поверхности свариваемых деталей и направление его смещения при управляющих и возмущающих воздействиях. Способ проще в реализации.
Другим преимуществом является повышенная помехозащищенность способа, обусловленная малой вероятностью прохождения помехи на частоте модуляции ω и возможностью выбора последней с учетом частот гидродинамических процессов в канале проплавления. Кроме того, нулевой уровень спектральных составляющих с нечетными частотами (ω,3ω и т.д.), соответствующий положению фокусировки, при котором достигается максимальная глубина проплавления, не зависит от факторов, не связанных с положением уровня фокусировки, вследствие чего при существующей стабильности параметров современных источников питания электронно-лучевых пушек с помощью предлагаемого способа обеспечивают стабилизацию глубины проплавления с погрешностью, не превышающей 0,6% от глубины проплавления.
Названные преимущества предлагаемого способа повышают качество электронно-лучевой сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2014 |
|
RU2569608C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1987 |
|
RU2021088C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| Способ управления процессом электронно-лучевой сварки и устройство для его осуществления | 1990 |
|
SU1727967A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |




Использование: контроль и стабилизация глубины проплавления при электронно-лучевой сварке в различных областях машиностроения, в частности при сварке без сквозного проплавления соединений. Сущность изобретения: предложен способ электронно-лучевой сварки, при котором измеряют интенсивность рентгеновского излучения из корня шва и по управляющему сигналу корректируют глубину проплавления, дополнительно модулируют ток фокусирующей системы, измеряют интенсивность спектральных составляющих проникающего рентгеновского излучения с частотами, кратными частоте модуляции, и по их уровню определяют глубину проплавления. Способ позволяет улучшить качество сварки за счет повышения точности стабилизации глубины проплавления. 6 ил.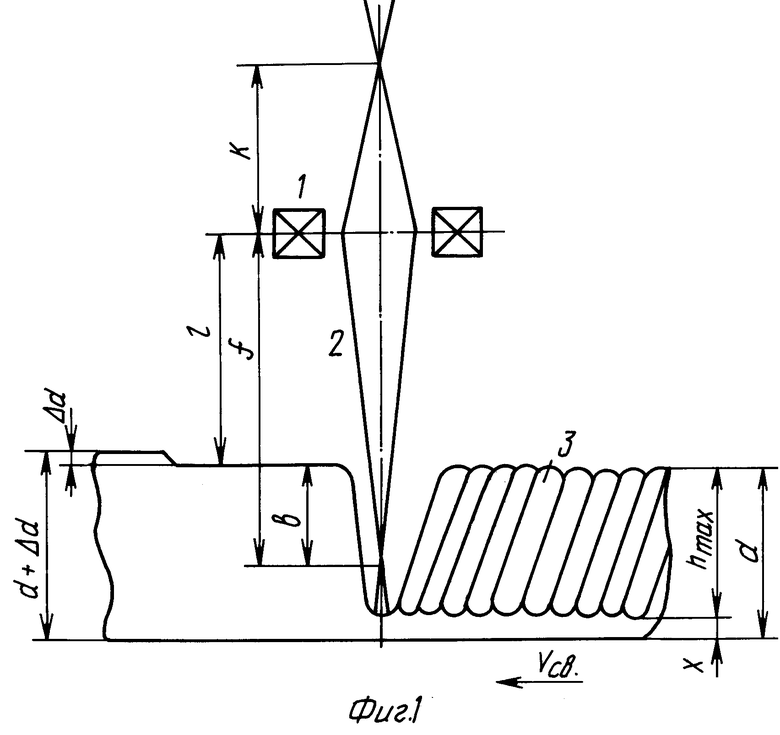
Способ электронно-лучевой сварки, при котором измеряют интенсивность рентгеновского излучения из корня шва и по управляющему сигналу корректируют глубину проплавления, отличающийся тем, что модулируют ток фокусирующей системы, измеряют интенсивность спектральных составляющих рентгеновского излучения с частотами, кратными частоте модуляции, и по их уровню определяют глубину проплавления, причем о максимальной глубине проплавления судят по нулевому уровню нечетных или максимальному уровню четных гармоник рентгеновского излучения, а по фазе нечетных гармоник определяют направление смещения плоскости острой фокусировки относительно поверхности свариваемых деталей.
| SU, авторское свидетельство, 1133781, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| SU, авторск ое свидетельство, 1727967, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
