Изобретение относится к электрохимическим методам обработки и может быть использовано в машиностроении, например, при доводке параболических зеркал.
Известен катод-инструмент для размерной электрохимической обработки с вращением инструмента, содержащий формообразующую часть с каналами для подвода и отвода электролита, рабочая часть которого выполнена из токопроводящего материала (1).
Недостатком известного катода-инструмента является возможность короткого замыкания и образования прижогов на обрабатываемой поверхности при работе на малых межэлектродных зазорах 0,05-0,15 мм.
Известен также катод-инструмент для размерной электрохимической обработки, формообразующая часть которого установлена на диэлектрической прокладке по торцу корпуса. Поверхность формообразующей части, обращенная к корпусу, покрыта нерастворимым электропроводным покрытием (2).
Недостатком указанного катода-инструмента является насыщение межэлектродного промежутка продуктами электролиза, перегрев электролита при обработке деталей на малых межэлектродных зазорах 0,05-0,15 мм и большой длины, невозможность удаления анодных пленок на обрабатываемой поверхности, что приводит к снижению точности обработки и качества поверхности деталей. Недостатком также является ненадежная защита формообразующей части, обращенной к корпусу, нерастворимой пленкой, что может приводить к разрушению конструкции катода-инструмента.
Задачей изобретения является устранение отмеченных недостатков.
Сущность изобретения заключается в том, что в катоде-инструменте для размерной электрохимической обработки, в корпусе которого на диэлектрических прокладках установлена токопроводящая формообразующая часть с каналами для отвода и подвода электролита и газообразных продуктов обработки, рабочая поверхность формообразующей части выполнена в виде чередующихся токопроводящих и нетокопроводящих секторов. При этом нетокопроводящие сектора покрыты износостойким изоляционным абразивным покрытием, а поверхность формообразующей части, обращенная к корпусу, защищена от анодного растворения нерастворимым покрытием на основе графита.
Новым в предлагаемом инструменте является то, что его рабочая поверхность выполнена в виде чередующихся токопроводящих и нетокопроводящих секторов. Нетокопроводящие сектора покрыты абразивным износостойким покрытием, а поверхность формообразующей части, обращенная к корпусу, защищена от анодного растворения нерастворимым покрытием на основе графита. Такая конструкция катода-инструмента позволяет повысить точность обработки до 0,025-0,05мм, снизить шероховатость поверхности на 2-3 класса, увеличить срок службы инструмента в 1,5-2 раза по сравнению с существующими инструментами. Предлагаемое устройство изображено на фиг. 1 - общий вид и фиг. 2 - рабочая поверхность формообразующей части катода-инструмента.
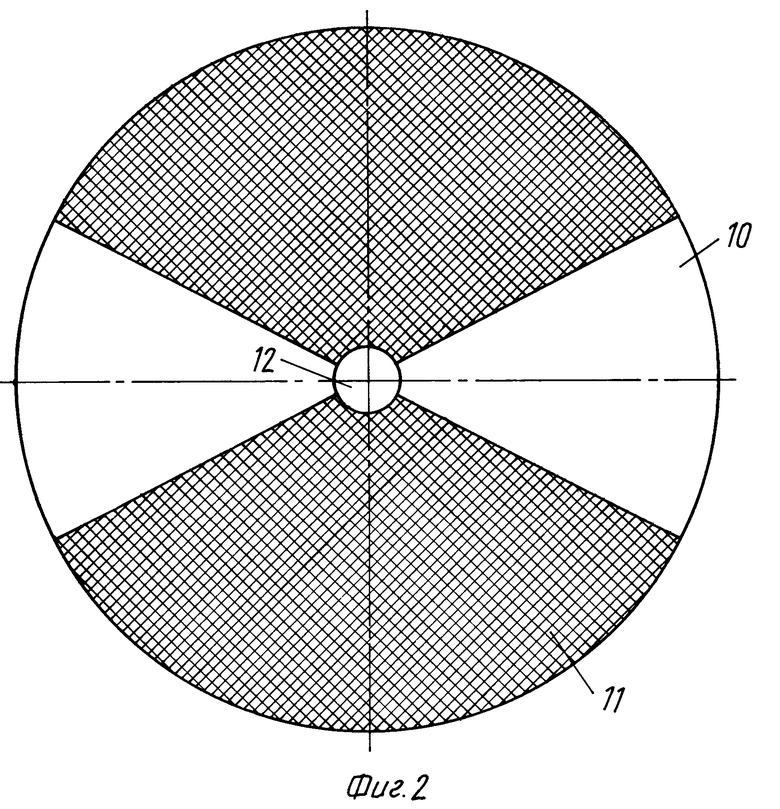
Предлагаемый катод-инструмент состоит из корпуса 1 (Фиг.1), формообразующей части 2, установленной на диэлектрических изоляторах 3 и 4, в которых выполнены отверстия 5 и 6 для прокачки электролита, зеркала обрабатываемой детали 7. Поверхность 8 формообразующей части, обращенная к корпусу, покрыта защитным нерастворимым токопроводящим покрытием на основе графита, а рабочая поверхность 9, обращенная к детали, состоит из токопроводящих секторов 10 (Фиг.2) и нетокопроводящих секторов 11 и отверстия 12 для подвода электролита.
При подключении детали 7 к положительному полюсу источника тока на формообразующей части 2 происходит перераспределение потенциала: на поверхности 8, обращенной к корпусу 1, устанавливается положительный потенциал. На рабочей поверхности 9, обращенной к детали, устанавливается отрицательный потенциал. Зазор между корпусом 1 и формообразующей частью 2 выбирается минимальный 1,5-2 мм и через него постоянно прокачивается раствор электролита при электрохимической обработке. При такой схеме формообразующая часть является биполярным формообразующим элементом катода-инструмента, работающим независимо от корпуса. При касании формообразующей поверхности с обрабатываемой деталью развивается увеличение технологического тока, а не короткое замыкание. Это позволяет гарантировать отсутствие прижогов и короткого замыкания при электрохимической обработке деталей. Для концентрации плотности электрического поля, стабилизации параметров электролита рабочая поверхность формообразующей части выполнена в виде последовательно расположенных токопроводящих и нетокопроводящих секторов, покрытых изоляционным износостойким абразивным покрытием, например, алмазным покрытием на органической основе. При вращении катода-инструмента, за счет токопроводящих секторов, на рабочей поверхности катода-инструмента создается вращающееся электрическое поле, бегущее над обрабатываемой поверхностью, покрытой тонким слоем электролита, прокачиваемого через межэлектродный промежуток под давлением. Это позволяет обеспечить стабилизацию параметров электролита, повысить рабочую плотность тока, необходимую для улучшения качества обрабатываемой поверхности. При вращении и касании катода-инструмента с обрабатываемой поверхностью алмазное покрытие нетокопроводящих секторов инструмента снимает анодную пленку и активирует обрабатываемую поверхность, преимущественно по гребешкам неровностей. При этом на обрабатываемую поверхность детали воздействует импульсное бегущее электрическое поле, что обеспечивает высокую точность формообразования 0,05-0,025мм, малую шероховатость поверхности и межкристаллитное растравливание.
Источники информации
1. Артамонов Б.А.; Волков Ю.С.; Дрожанова В.И. Электрофизические и электрохимические методы обработки металлов. Учебное пособие (в 2 томах). т. 1 /Под ред. В.П.Смоленцева - М.: Высшая школа, 1983, с. 134-145.
2. Авторское свидетельство СССР N 973280, 1982 кл. B 23 H 7/22.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ХОНИНГОВАНИЯ | 1999 |
|
RU2166416C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2146580C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2489234C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ НЕЙТРАЛИЗАЦИИ ЩЕЛОЧНЫХ ВОД И ВОДНЫХ РАСТВОРОВ | 2002 |
|
RU2206515C1 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 1993 |
|
RU2086837C1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU973280A1 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
Изобретение относится к электрохимическим методам обработки и может быть использовано в машиностроении. Катод-инструмент содержит корпус и размещенную на нем формообразующую часть с каналами для подвода и отвода электролита, которая установлена на диэлектрической прокладке по торцу корпуса. Рабочая поверхность формообразующей части выполнена в виде чередующихся токопроводящих и нетокопроводящих секторов. Нетокопроводящие сектора покрыты абразивным износостойким изоляционным покрытием, а поверхность формообразующей части, обращенная к корпусу, защищена от анодного растворения нерастворимым токопроводящим покрытием на основе графита. Такая конструкция катода-инструмента позволяет повысить точность обработки до 0,025-0,05 мм, снизить шероховатость поверхности на 2-3 класса, увеличить срок службы инструмента в 1,5-2 раза по сравнению с существующими инструментами. 2 ил.
Катод-инструмент для размерной электрохимической обработки, на корпусе которого на диэлектрических прокладках установлена токопроводящая формообразующая часть с каналами для подвода и отвода электролита, при этом ее поверхность, обращенная к корпусу, покрыта защитным нерастворимым токопроводящим покрытием, отличающийся тем, что рабочая поверхность формообразующей части выполнена в виде токопроводящих и нетокопроводящих секторов, последние из которых покрыты износостойким изоляционным абразивным покрытием, при этом покрытие поверхности формообразующей части, обращенной к корпусу, выполнено на основе графита.
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU973280A1 |
| КАТОД-ИНСТРУМЕНТВСЕСОЮЗНАЯП-'! i^b.'T'H;'! V'."s'''.--'!r''-fJ,tj >&'••' i.\,',i K(j- , ,.ЛГ(Л 'iElllilЬнБЛ^'^07;г.;гГД | 0 |
|
SU338343A1 |
| Устройство для размерной электрохимической обработки | 1986 |
|
SU1473916A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1989 |
|
SU1634407A1 |
| US 5114588 A, 19.05.92 | |||
| ДИСКРЕТНЫЙ УРОВНЕМЕР | 1967 |
|
SU223401A1 |
| GB 1108937 A, 11.06.65. | |||
