Изобретение относится к производству арматуры для железобетонных изделий.
Известна арматура для железобетонных изделий, состоящая из установленных параллельно с интервалами жестких поперечных стержней и охватывающих их по крайней мере двух пар продольных гибких элементов.
Способ управления такой арматуры включает размотку равных длин продольных гибких элементов с верхнего и нижнего рулонов и параллельную подачу гибких элементов к устройству их скрепления, укладку поперечных стержней по одному с интервалами между параллельными гибкими элементами и скрепление гибких элементов между собой.
Установка для изготовления арматуры включает верхний и нижний разматывающие механизмы с установленными на них рулонами с гибкими продольными элементами, устройство подачи поперечных стержней и средство скрепления гибких продольных элементов.
Недостатком известных решений является невысока надежность арматурных каркасов вследствие того, что поперечные арматурные стержни не скреплены с гибкими продольными элементами.
Цель изобретения - повышение надежности.
Для осуществления этой цели в арматуре каждый жесткий поперечный стержень жестко связан с каждым гибким продольным элементом в месте их пересечения. При этом стержни имеют криволинейную форму, а по крайней мере один гибкий элемент в паре выполнен из полипропилена.
В способе для изготовления арматуры одновременно с креплением гибких элементов между собой осуществляют крепление к ним поперечных стержней точечной сваркой. Кроме этого, скрепление может осуществляться ультразвуком.
Установка для изготовления арматуры снабжена упорами, установленными за средством скрепления гибких продольных элементов по ходу подачи, а устройство подачи поперечных стержней выполнено в виде наклонного стола с криволинейной поверхностью для размещения стержней, под которым установлен горизонтально подвижный захват, взаимодействующий с упорами, при этом разматывающий механизм снабжен тормозом, состоящим из закрепленного на рулоне шкива и охватывающего его криволинейного одноплечего рычага, свободный конец которого размещен с возможностью контакта с гибким продольным элементом.
На фиг. 1 изображен предлагаемый комплекс арматуры, вид сверху; на фиг. 2 - схема предлагаемой установки, вид сбоку; на фиг. 3 - схематично сечение, показывающее связывание поперечной арматуры с помощью гибкого элемента, состоящего из двух наложенных пластмассовых лент; на фиг. 4 - вид сбоку на установку на фиг. 2; на фиг. 5-8 - различные фазы работы установки на фиг. 4; на фиг. 9 - устройства раскручивания ленты, которое является частью установки на фиг. 2; на фиг. 10 - деталь установки на фиг. 2; на фиг. 11 - схематично предлагаемый комплекс арматуры, в котором арматура не является прямолинейной; на фиг. 12 - схематично другой комплекс арматуры, в котором поперечная арматура не прямолинейна и имеет замкнутый контур.
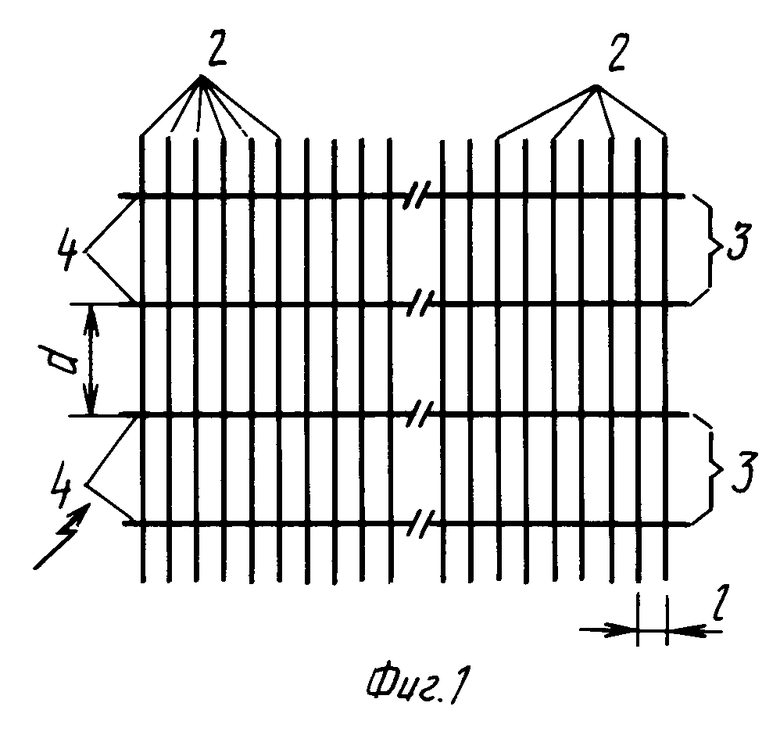
Предлагаемый комплекс арматуры 1 (см. фиг. 1) имеет в своем составе множество жестких поперечных арматур 2, разделенных некоторым пространством друг от друга, в рассматриваемом примере они представляют собой стальные прутки одинаковой длины, расположенные параллельно между собой. Комплекс 1 имеет, кроме того, продольные гибкие элементы 3, которых в рассматриваемом примере четыре. Каждая арматура 2 связана таким образом с четырьмя гибкими элементами 3, четырьмя узлами 4.
Например, каждая из арматур 2 является стальным прутком диаметра 4-5 мм и длиной 2,40 м. Интервал (или шаг) между арматурами 2 может регулироваться от 50 через 50 мм в диапазоне 100-450 мм, а гибкие элементы 3 располагаются параллельно между собой, причем расстояние d, разделяющее два последующих элемента 3, равно 60 см.
В показанном примере каждый гибкий элемент сформирован двумя лентами из пластмассы шириной 10 мм, причем эти две ленты сварены точечной сваркой между собой, как это будет видно далее.
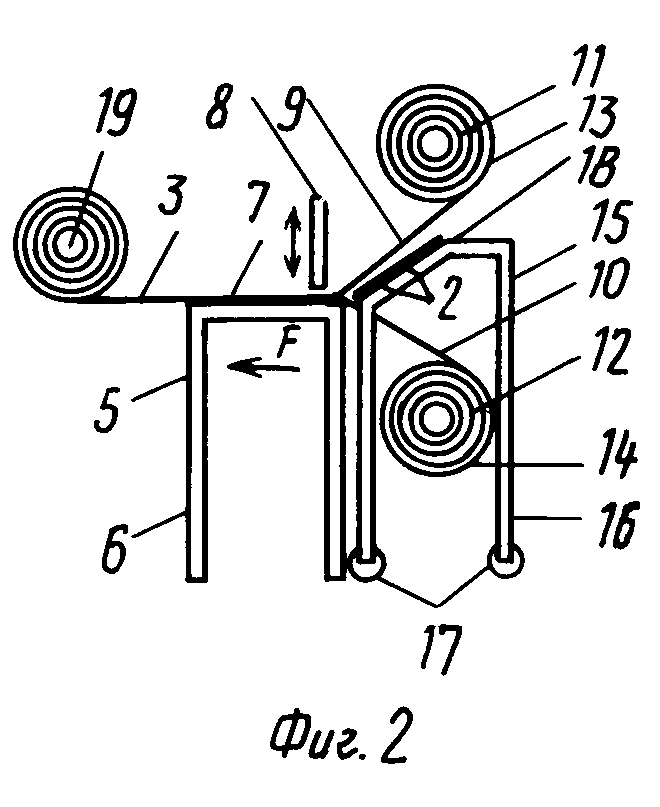
Установка для изготовления комплекса арматуры (см. фиг. 2) имеет пост связывания 5, состоящий из неподвижной станины 6, формирующей горизонтальный стол 7, с которым взаимодействуют четыре головки связывания 8, предназначенные для обеспечения связывания каждой арматуры 2 с гибким элементом 3. В этом примере каждый гибкий элемент 3, из которых лишь один виден на фиг. 2, сформован комплексом из двух лент, а именно верхней ленты 9 и нижней ленты 10, причем эти две ленты поступают, соответственно, с верхнего рулона 11 и нижнего рулона 12, которые расположены, соответственно, на верхнем устройстве раскручивания 13 и нижнем устройстве раскручивания 14. Установка имеет также четыре верхних устройства разматывания 13 и четыре нижних 14.
Установка включает в себя, кроме того, распределитель 15, имеющий станину 16 подвижного типа, снабженную колесами 17 и наклонным столом 18, образующим кассету и предназначенным для размещения поперечных прутков 2. Последние подводятся затем по одному в пространство, сформированное между четырьмя парами лент 9, 10 непосредственно перед головками связывания 8 по отношению к направлению перемещения лент (стрелка F).
В примере ленты 9 и 10 выполнены из пластика, в частности полипропилена, а четыре головки 8 представляют собой сварочные головки, предназначенные для обеспечения одновременной сварки четырех пар лент с обеих сторон поперечной арматуры, как это будет показано далее (см. фиг. 3).
Однако, общий принцип установки (см. фиг. 2) мог бы быть использован для других типов гибких элементов, причем головки связывания 8 не обязательно являются сварочными.
Четыре пары лент 9 и 10 перемещаются шагами в направлении стрелки F, тогда как поперечная арматура 2 подводится к столу 7 под сварочные головки 8 средствами, которые будут описаны далее. Эти головки 8 перемещаются вертикально вниз для обеспечения связывания четырех пар лент, которые удерживают захваченной соответствующую арматуру 2. Таким образом получают полотно, которое может быть накручено на приемный барабан 19 (см. фиг. 2).
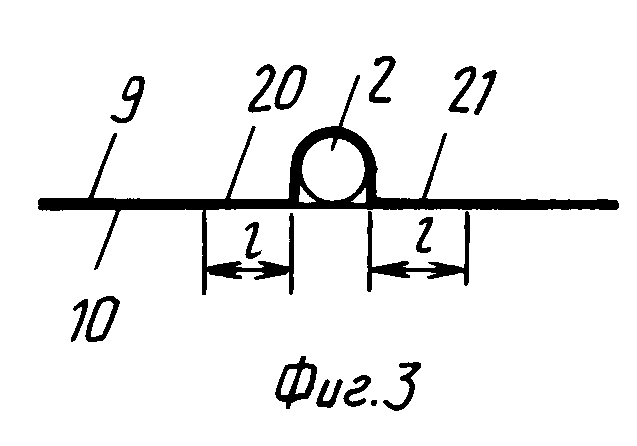
Как показано на фиг. 3, верхняя лента 9 накручивается на арматуру 2 и заваривается точечной сваркой с нижней полосой 10 по двум зонам сварки 20 и 21, расположенными с обеих сторон арматуры 2. В качестве примера эти две зоны 20 и 21 могут каждая простираться на длину порядка 10 мм. Таким образом, для лент шириной 10 мм получают две зоны сварки, каждая из которых соответствует квадрату со стороной 10 мм.
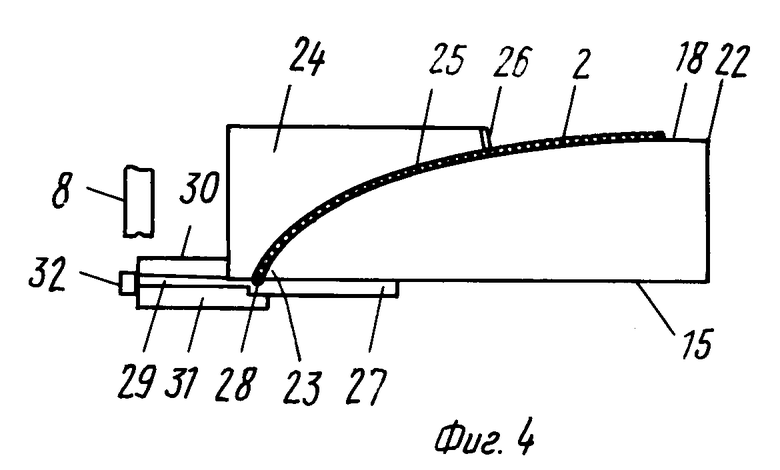
Стол 18 (см. фиг. 4) определяет наклонную плоскость искривленной формы, простирающуюся от верхнего конца 22 до нижнего конца 23, причем нижний конец 23 расположен на более низком уровне, чем верхний конец 22. Над столом 18 располагается направляющая 24 с нижней поверхностью 25 искривленной формы, расположенной напротив участка стола 18. Стол 18 и направляющая 24 образуют кассету, предназначенную для приема множества поперечных прутков, расположенных рядом друг с другом. Горизонтальный пруток 26 размещается выше направляющей 24 с тем, чтобы предотвратить прохождение двух пересекающихся арматур 2. Стол 18 и направляющая 24 формируют кассету, в которой арматура 2 разложена в ряд рядом друг с другом и параллельно между собой и с горизонталью. Эта кассета практически касательна к вертикали в своей нижней части, которая примыкает к концу 23. Под кассетой, сформированной таким образом, предусмотрены четыре экстракторных ящика 27, перемещающихся горизонтально поступательно, причем ящики перемещаются синхронно. Ящики 27 снабжены пазами 28, которые, когда ящики находятся в заднем положении (см. фиг. 4), принимают арматуру 2. Ящики 27 перемещаются синхронно и предназначены для введения арматуры 2 в горизонтальное пространство 29, расположенное между верхней плитой 30 и нижней плитой 31, причем это пространство 29 примыкает к выступающему упору 32.
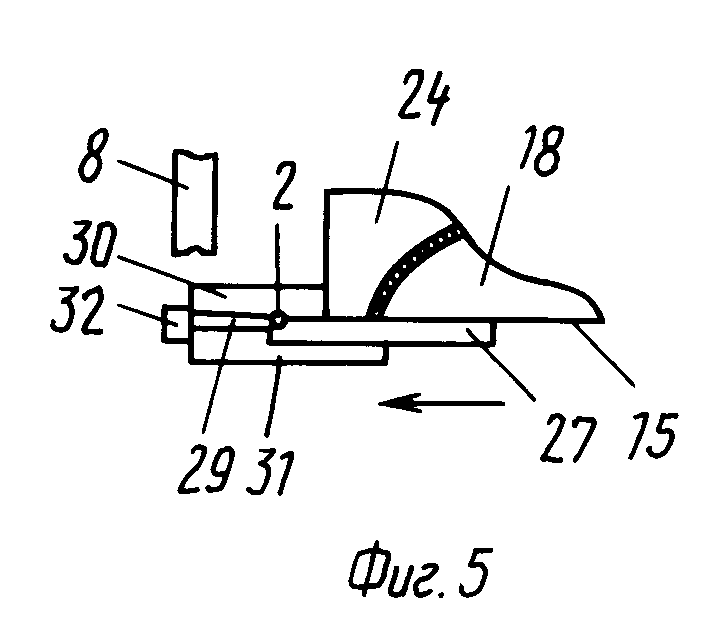
Функционированные части установки, показанной на фиг. 4, будут теперь пояснены ссылками на фиг. 5-8. В процессе их движения подачи, как это показано стрелкой на фиг. 5, ящики 27 подают арматуру 2 и запирают выход из кассеты, образованный столом 18 и направляющей 24. В процессе этого движения арматура 2 направляется между плитами 30 и 31.
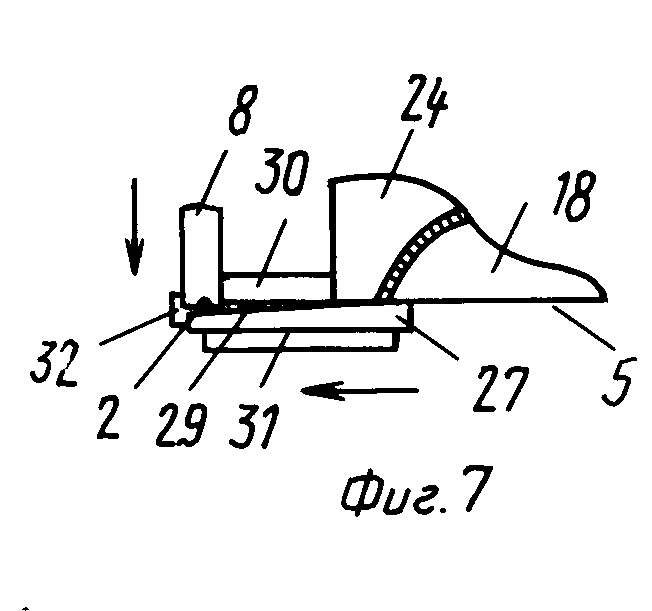
Арматура 2 подается до выступающего упора 32 (см. фиг. 5) и оказывается заблокированной между этим упором 32 и каждым ящиком 27 в положении связывания с лентами 9, 10. Головки для сварки 8 перемещаются синхронно вертикально вниз (см. фиг. 7) для реализации связывания четырех пар лент вокруг арматуры 2.
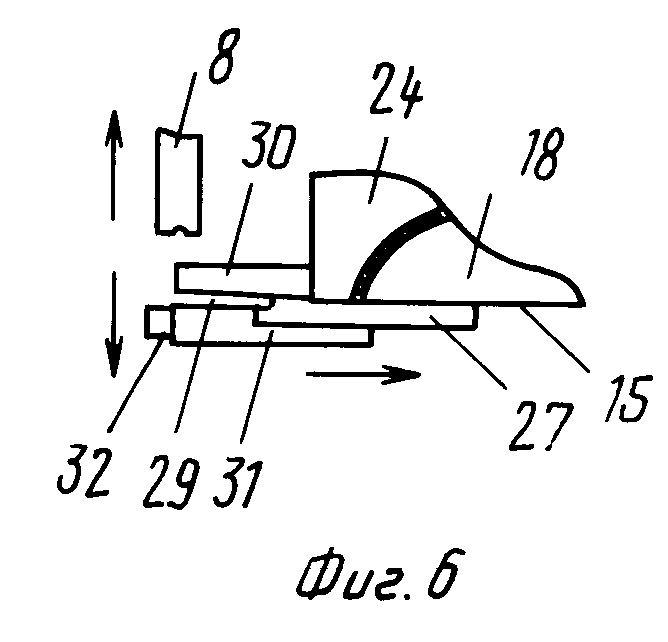
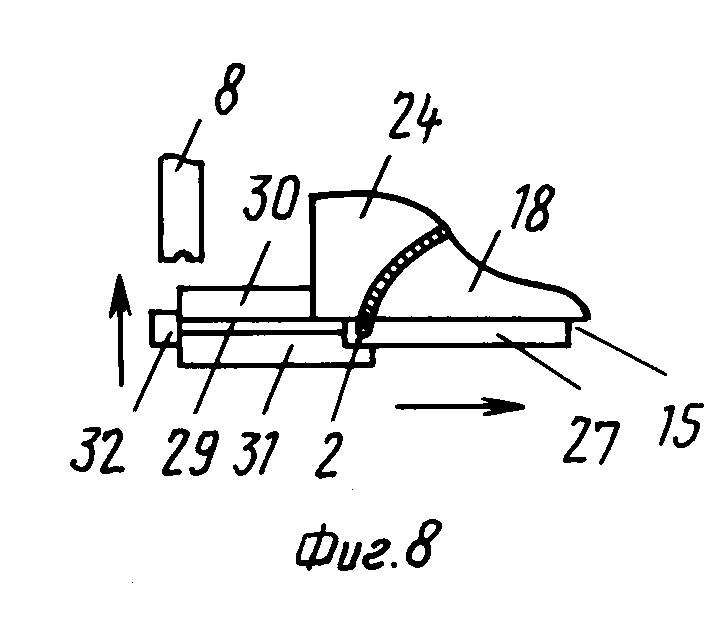
После окончания этой операции головки для сварки 8 перемещаются вертикально вверх, а ящики перемещаются горизонтально назад (фиг. 8) и возвращаются в исходное положение (см. фиг. 5), где они могут принять новую арматуру 2 и начать тот же цикл, который был выполнен ранее.
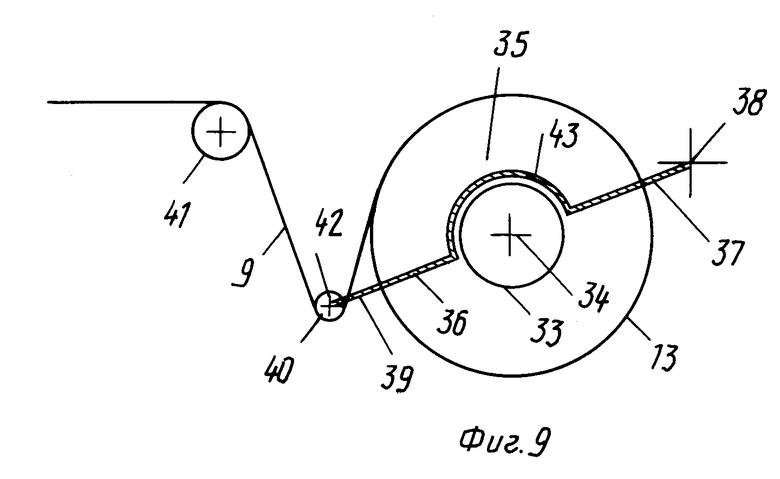
Каждый из элементов раскручивания (см. фиг. 9), например устройство раскручивания 13, предназначенное для приема рулона 11, образовано из двух фланцев, жестко связанных с цилиндрическим сердечником 33, коаксиальным с осью 34 устройства раскручивания. С каждым устройством раскручивания, например 11, связан тормоз 35, состоящий из рычага 36, конец 37 которого установлен с возможностью поворота вокруг оси 38, а другой конец 39 несет свободно вращающийся направляющий шкив 40, на котором накручена лента 9, причем она проходит затем вокруг направляющего шкива 41, установленного с возможностью вращения вокруг неподвижной оси 42. Рычаг 36 имеет промежуточный искривленный участок 43, который может тереться по поверхности сердечника 33 для торможения вращения устройства раскручивания. Если шкив 40 и рычаг 36 находятся в нижнем положении (см. фиг. 9), искривленный участок 43 рычага, который образует тормоз, упирается на сердечник 33 и рулон ленты тормозится при вращении.
Если на ленту 9 воздействует усилие растяжения, то она поднимает шкив 40 и рычаг 36, что деблокирует тормоз и высвобождает рулон ленты.
Если требуемая длина ленты была выбрана, шкив 40 и рычаг 36 вновь опускаются, а рулон ленты вновь тормозится, причем натяжение ленты строго одинаково после каждой операции разматывания.
В представленном примере установка имеет четыре устройства разматывания 13 и четыре устройства разматывания 14. Четыре нижних ленты 10 поступают на пост сварки, проходя под столом 18 (фиг. 2) и под закрепляемой арматурой, тогда как четыре верхних ленты 9 проходят под арматурой 2, которую требуется зафиксировать. Ленты направляются и позиционируются благодаря восьми шкивам 41.
Как показано на фиг. 7, арматура 2, а также четыре ленты 9 и четыре ленты 10 размещаются у поста связывания. Четыре сварочные головки 8 перемещаются синхронно вертикально вниз для обеспечения сварки четырех пар лент. Для этого нижний участок каждой сварочной головки снабжен отпечатком 44, имеющим ту же форму, что и арматура, так что каждая сварочная головка может охватить арматуру и приварить две ленты с обеих ее сторон, как это было показано ранее на фиг. 3.
Преимущественно, сварочные головки выбираются ультразвукового типа с тем, чтобы обеспечить локализованное плавление материала лент на поверхности контакта. Это плавление, за которым следует момент удержания сварочной головки после останова вибрации, обеспечивает сварку четырех пар лент.
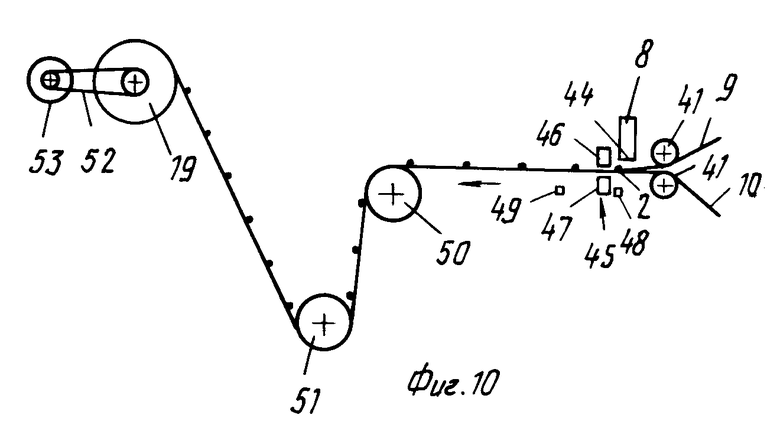
Как показано на фиг. 10, установка имеет кроме того средства подачи по шагам, имеющие четыре захвата 45 с горизонтальным перемещением. Каждый захват сформирован верхними губками 46 и нижними губками 47, предназначенными для зажатия каждой ленты 3 ниже поста фиксации для подачи комплекса на один шаг в направлении стрелки F. Соответствующие губки захватов сближаются между собой для захвата и зажатия каждый раз ленты, а захваты перемещаются, затем, синхронно в горизонтальном направлении (влево по фиг. 10) на длину, соответствующую требуемому шагу. Движение перемещения захватов 45 ограничивается неподвижным упором 48, расположенным вблизи сварочных головок, и регулируемым упором 49, расположенным с другой стороны. Этот регулируемый упор позволяет регулировать шаг между двумя последующими арматурами.
С момента начала операции сварки захваты 45 подходят к сварочным головкам и их соответствующие губки приводятся в действие для захвата лент и прочного их удержания в заданном положении после окончания операции сварки.
После окончания операции сварки сварочные головки поднимаются, упор 32 (см. фиг. 4) отводится, а захваты 45 подаются влево (см. фиг. 10), увлекая за собой полотно арматуры, сформированное таким образом, и разматывают ленту на величину одного шага.
С самого начала следующей операции сварки захваты 45 открываются и устанавливаются у сварочных головок.
На выходе из установки сформированное таким образом полотно проходит сперва вокруг направляющего ролика 50, затем вокруг другого направляющего ролика 51 и наматывается вокруг барабана 19, причем последний предназначен для привода во вращение с помощью трансмиссии 52 и двигателя 53. Ролик 51 направляется вертикально в трансляционном движении, два датчика (не показаны) детектируют верхнее и нижнее положения этого ролика. Когда ролик 51 находится в нижнем положении, двигатель 53 привода барабана 19 включается, что вызывает наматывание полотна до того момента, когда ролик 51 придет в верхнее положение.
Во время намотки полотна вокруг барабана 19 последний перемещается возвратно-поступательно на своей оси с тем, чтобы предотвратить наложение лент.
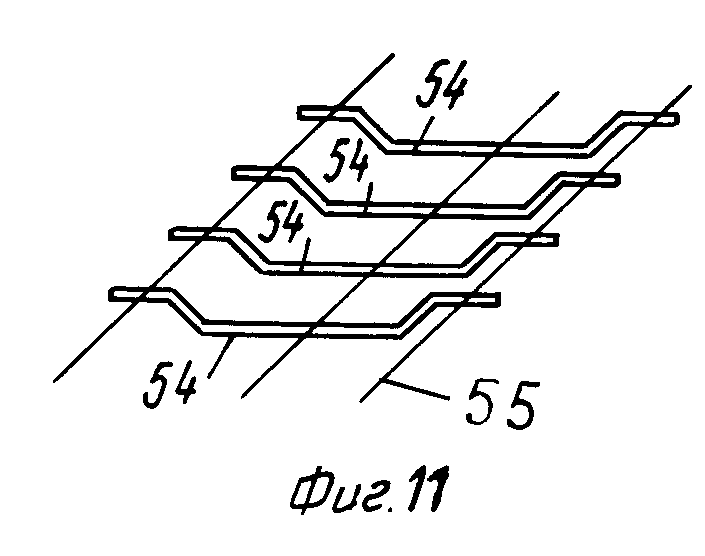
На фиг. 11 показан предлагаемый комплекс арматуры, имеющий в своем составе жесткие поперечные арматуры 54 не прямолинейной формы, связанные между собой тремя гибкими шнурами 55. Этот комплекс может быт упакован в согнутом состоянии в форме аккордеона.
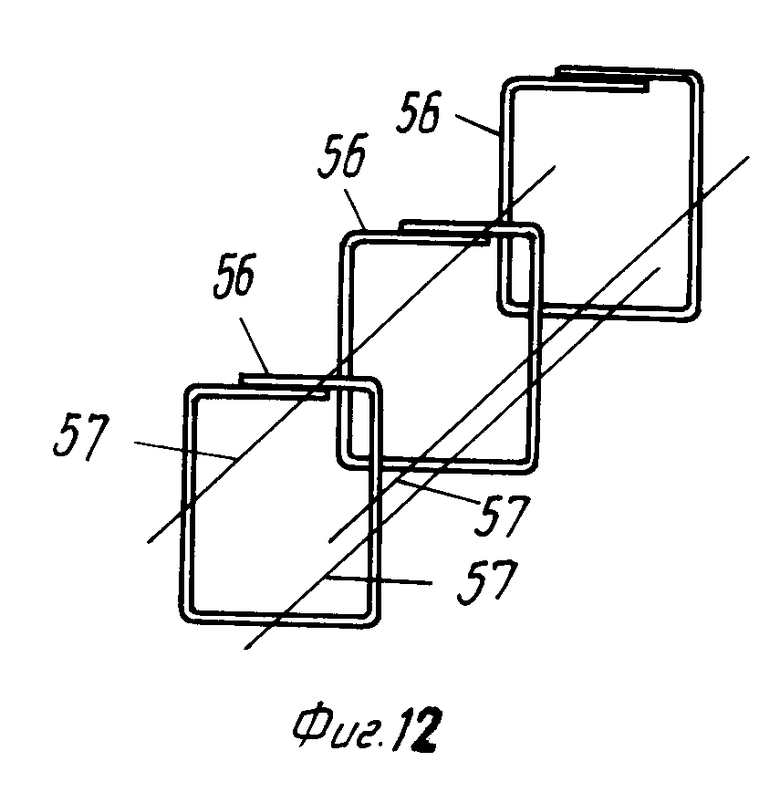
На фиг. 12 показан другой комплекс арматуры по изобретению, этот комплекс имеет не прямолинейные поперечные арматуры 56. В рассматриваемом примере эти арматуры изогнуты для образования замкнутого контура, обычно прямоугольного, и связаны тремя гибкими элементами 57. Как и в случае, представленном на фиг. 11, этот комплекс арматур может быть упакован в сложенном состоянии в форме структуры аккордеона.
Таким образом, предлагаемый комплекс арматуры может быть использован как замена прутков или сварной арматурной сетки для арматуры традиционных плит из армированного бетона, отливаемых на стройке или в опалубку.
Использование: в комплексах арматуры для продукции из армированного бетона. Сущность изобретения: комплекс имеет множество жесткой поперечной арматуры, отделенной в пространстве друг от друга, и по меньшей мере два продольных гибких элемента, связывающих поперечную арматуру для удержания ее на некотором расстоянии друг от друга в соответствии с выбранным интервалом. Так получают комплекс, который может быть легко упакован. 3 с. и 3 з.п.ф-лы, 12 ил.
| Патент США N 3797193, НКИ 52-669, 1974. |

