Изобретение относится к металлургии, конкретнее - к непрерывной разливке металлов.
Известен способ непрерывной разливки металлов, включающий подачу металла в сборный, состоящий из четырех рабочих стенок кристаллизатор и вытягивание из него слитка с переменной скоростью. В процессе непрерывной разливки широкие рабочие стенки стягивают при помощи тяг под действием затяжки гаек. Усилие затяжки гаек в процессе непрерывной разливки не измеряют. Расход воды на охлаждение кристаллизатора не изменяют. В процессе разливки кристаллизатору сообщают возвратно-поступательное движение, на мениск металла подают шлаковую смесь [1].
Недостатки известного способа - неудовлетворительное качество непрерывно-литых слитков и низкая производительность процесса непрерывной разливки стали. Это объясняется тем, что в процессе непрерывной разливки не измеряют усилия затяжки тяг и прижима широких рабочих стенок к торцам узких рабочих стенок. Кроме того, в процессе непрерывной разливки не регулируют в зависимости от изменения усилий затяжки расход воды на охлаждение рабочих стенок кристаллизатора. В этих условиях происходит неизбежное коробление слитка по длине кристаллизатора вследствие изменения технологических параметров процесса разливки: подачи шлаковой смеси, скорости вытягивания слитка, расходов воды на охлаждение кристаллизатора и т.д. В результате отсутствия регулирования расхода воды на охлаждение кристаллизатора возникают нессиметричные усилия трения слитка о стенки кристаллизатора вследствие непрогнозируемого изменения контакта оболочки слитка со стенками кристаллизатора по его периметру и длине. В результате нарушается закономерность теплоотвода по длине и периметру слитка. В оболочке слитка возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, а также происходят разрывы оболочки слитка. Это приводит к браку слитков по внутренним и наружным трещинам, а также к прорывам металла под кристаллизатором.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий подачу металла в сборный, состоящий из четырех рабочих стенок кристаллизатор и вытягивание из него слитка с переменной скоростью. В процессе непрерывной разливки широкие рабочие стенки стягивают при помощи тяг, при этом широкие рабочие стенки подпружинены при помощи набора тарельчатых пружин. Усилие затяжки тяг в процессе непрерывной разливки не измеряют, расходы воды на охлаждение кристаллизатора не изменяют. В процессе разливки кристаллизатору сообщают возвратно-поступательное движение, на мениск подают шлаковую смесь [2].
Недостатки известного способа - неудовлетворительное качество непрерывнолитых слитков и низкая производительность процесса непрерывной разливки стали. Это объясняется тем, что в процессе непрерывной разливки не измеряют усилия затяжки тяг и прижима широких рабочих стенок к торцам узких рабочих стенок. В процессе непрерывной разливки не регулируют в зависимости от изменения усилий затяжки расход воды на охлаждение рабочих стенок кристаллизатора. В этих условиях происходит неизбежное коробление слитка по длине и периметру кристаллизатора вследствие изменения технологических параметров процесса разливки. В результате отсутствия регулирования расходов воды в кристаллизаторе возникают несимметричные усилия трения слитка о стенки кристаллизатора вследствие непрогнозируемого контакта оболочки слитка со стенками кристаллизатора. В результате нарушается закономерность теплоотвода от слитка по длине и периметру, что вызывает увеличение в оболочке слитка температурных градиентов и термических напряжений сверх допустимых значений. В оболочке слитка возникают разрывы и брак по внутренним и наружным трещинам, а также происходят прорывы металла под кристаллизатором.
Цель изобретения - улучшение качества непрерывно-литых слитков и повышение производительности процесса непрерывной разливки металлов.
Указанная цель достигается тем, что в сборный, состоящий из четырех стенок кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, сообщают кристаллизатору возвратно-поступательное перемещение, подают шлаковую смесь на мениск металла в кристаллизаторе, охлаждают рабочие стенки кристаллизатора проточной водой, осуществляют прижатие широких стенок к торцам узких рабочих стенок по длине и ширине кристаллизатора с помощью, например, гидроцилиндров.
В процессе непрерывной разливки измеряют усилие прижатия широких рабочих стенок к торцам узких стенок не менее чем на двух уровнях по длине кристаллизатора. При увеличении усилия прижатия хотя бы на одном из уровней измерения на 10...40% от рабочего значения уменьшают расходы воды на охлаждение кристаллизатора на 5-25% от рабочего значения. При больших значениях изменения усилий прекращают процесс вытягивания слитка.
Улучшение качества непрерывно-литых слитков будет происходить вследствие своевременного уменьшения расхода воды на охлаждение кристаллизатора в случае изменения усилия прижима широких рабочих стенок к торцам узких рабочих стенок. В этих условиях выравнивается теплоотвод от слитка по его длине и периметру, что приводит к устранению коробления и поводок слитка в кристаллизаторе. Снижаются термические напряжения и температурные градиенты в оболочке слитка, а также силы трения слитка о стенки кристаллизатора. Сказанное приводит к сокращению брака слитков по внутренним и наружным трещинам, что способствует сокращению прорывов металла под кристаллизатором и тем самым - повышению производительности процесса непрерывной разливки металлов.
Измерение усилий прижатия широких рабочих стенок к торцам узких рабочих стенок не менее чем на двух уровнях по высоте кристаллизатора, объясняется необходимостью контроля за короблением слитка по длине кристаллизатора. В общем случае чем больше уровней измерения усилий прижатия стенок, тем более точно можно контролировать процесс коробления слитка по длине кристаллизатора.
Диапазон увеличения усилий прижатия широких стенок к узким стенкам в пределах 10. . . 40% от рабочего значения объясняется закономерностями деформации слитка в кристаллизаторе в продольном и поперечном направлениях. При меньших значениях процесс деформации слитка в кристаллизаторе не будет сказываться на качестве слитков и прорывах металла. При больших значениях значительно возрастают силы трения слитка о стенки кристаллизатора, что сопровождается разрывом оболочки слитка и прорывами металла.
Прекращение процесса вытягивания слитка при изменении усилия прижима стенок свыше, чем на 40% от рабочего значения, объясняется тем, что в этих условиях усилия вытягивания слитка из кристаллизатора будут превышать допустимые значения. В этих условиях будут неизбежны прорывы металла под кристаллизатором. Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения усилия прижатия стенок.
В процессе непрерывной разливки уменьшение усилия прижатия стенок на одном из уровней измерения приводит к соответствующему увеличению усилия прижатия стенок на другом уровне измерения.
Диапазон уменьшения расхода воды на охлаждение кристаллизатора в пределах 5-25% от рабочего значения объясняется закономерностями теплоотвода от слитка в кристаллизаторе и деформации его оболочки. При меньших значениях не будет устраняться процесс коробления слитка в кристаллизаторе вследствие незначительного изменения теплоотвода от слитка. При больших значениях будет происходить разогрев оболочки слитка и уменьшение ее толщины сверх допустимых значений, что приведет к прорывам металла под кристаллизатором. Указанный диапазон устанавливают в прямой пропорциональной зависимости от величины рабочего значения расхода воды на охлаждение кристаллизатора.
Анализ патентной и научно-технической литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с отличительными признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
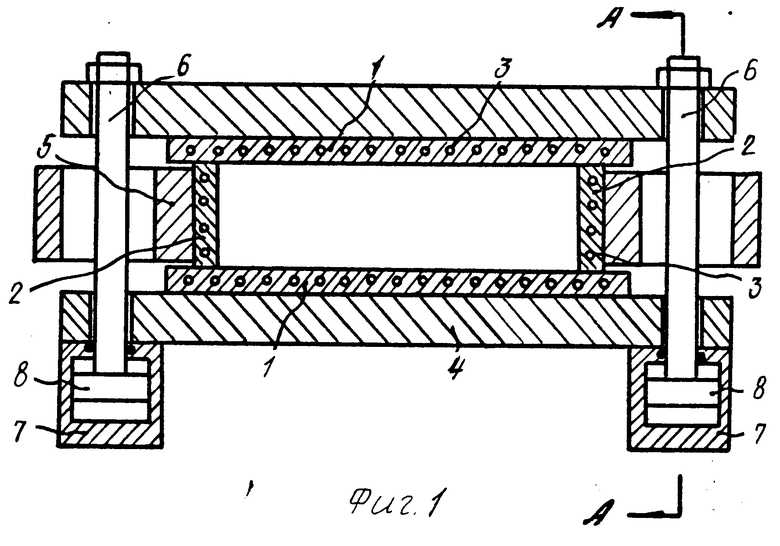
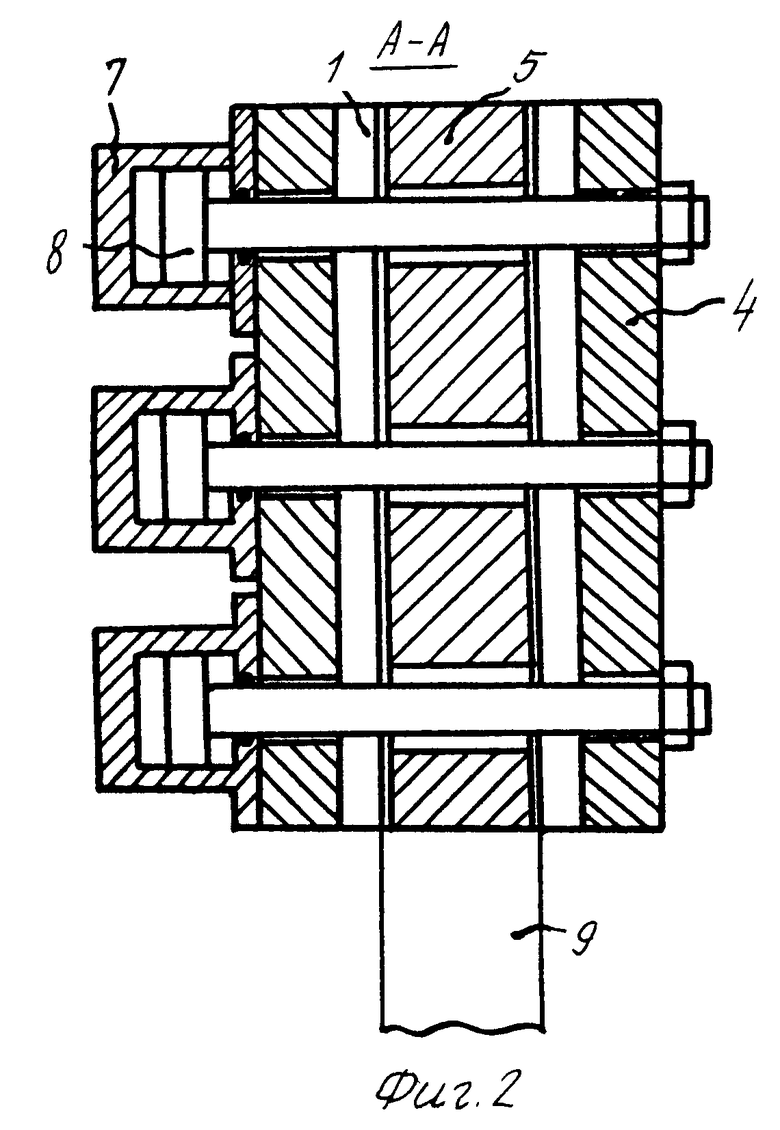
На фиг. 1 показан кристаллизатор, поперечный разрез; на фиг.2 - разрез А-А на фиг.1.
Кристаллизатор для осуществления способа непрерывной разливки металлов состоит из широких 1 и узких 2 рабочих стенок с каналами 3, опорных плит 4 и 5 корпуса кристаллизатора, тяг 6, гидроцилиндров 7, с поршнями 8. Позицией 9 обозначен слиток.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в рабочую полость кристаллизатора, образованную широкими 1 и узкими 2 рабочими стенками подают сталь марки 3сп и вытягивают слиток 9 с переменной скоростью. По каналам 3 в рабочих стенках 1 и 2 подают проточную охлаждающую воду. Кристаллизатору сообщают возвратно-поступательное движение и подают на мениск металла в кристаллизаторе шлаковую смесь. Рабочие стенки 1 и узкие стенки 2 прикреплены шпильками к опорным плитам соответственно 4 и 5 корпуса кристаллизатора. Широкие стенки 1 прижимают к торцам узких стенок 2 при помощи тяг 6, пропущенных через отверстия в опорных плитах 4. Тяги 6 одновременно являются штоками гидроцилиндров 7 и соединены с поршнями 8.
В процессе непрерывной разливки измеряют усилие прижатия широких рабочих стенок не менее, чем на двух уровнях по длине кристаллизатора. При увеличении усилия прижатия хотя бы на одном уровне измерения на 10...40% от рабочего значения уменьшают расходы воды на охлаждение кристаллизатора на 5...25% от рабочего значения, а при больших значениях изменения усилий прекращают процесс вытягивания слитка. Давление жидкости во всех гидроцилиндрах 7 измеряют в надпоршневой полости.
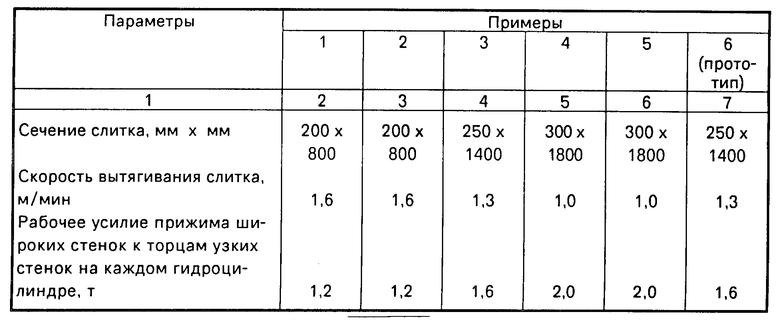
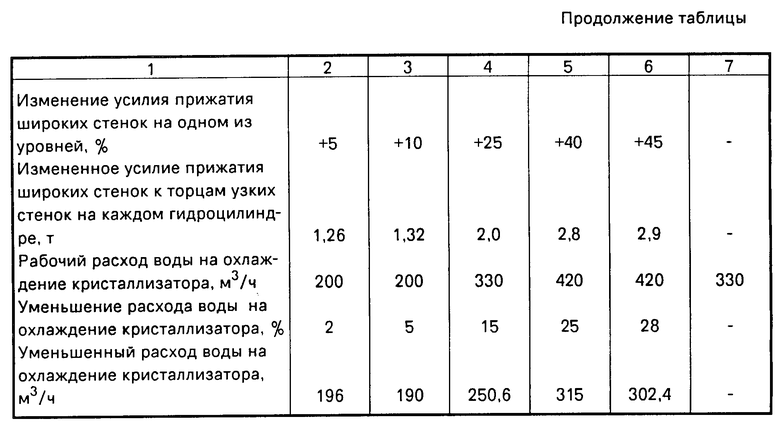
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В данных примерах измерение усилий прижатия широких стенок осуществляют на трех уровнях по длине кристаллизатора, равной 1,2 м.
Шаг между уровнями измерения усилий составляет 400 мм.
В первом примере вследствие незначительного увеличения усилия прижатия широких стенок к торцам узких стенок происходит деформация последних с образованием зазоров между стенками, что вызывает прорывы металла. Вследствие незначительного уменьшения расхода воды на охлаждение кристаллизатора происходит нарушение стабильности формирования слитка, что приводит к браку слитков по внутренним и наружным трещинам, а также по качеству макроструктуры.
В пятом примере вследствие значительного увеличения усилий прижатия широких стенок к торцам узких стенок происходит образование вмятин на поверхности широких стенок, что вызывает выход их из строя, процесс вытягивания слитка прекращают. Кроме того, вследствие значительного снижения расходов воды происходит уменьшение толщины оболочки слитка и прорывы металла.
В шестом примере (прототипе) вследствие отсутствия регулирования расходов воды на охлаждение кристаллизатора в зависимости от изменения усилий прижима широких стенок к торцам узких стенок происходит образование в оболочке слитка в кристаллизаторе внутренних и наружных трещин. При короблении слитка в условиях постоянства расходов воды на охлаждение кристаллизатора в местах контакта оболочки со стенками кристаллизатора и в местах ее отхода от стенок в оболочке возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, что вызывает брак слитков по качеству макроструктуры.
В примерах 2-4 вследствие изменения расходов воды на охлаждение кристаллизатора в оптимальных пределах в случае изменения усилий прижима стенок по высоте кристаллизатора происходит выравнивание температурного поля по периметру и длине слитка, что предотвращает развитие процесса коробления слитка в кристаллизаторе. В этих условиях предотвращаются прорывы металла под кристаллизатором, улучшается качество непрерывнолитых слитков.
Применение способа позволяет снизить брак слитков на 1,8% и повысить производительность процесса непрерывной разливки металлов на 2,3%. Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ непрерывной разливки металлов, применяемый на Череповецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015824C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015821C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015822C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015823C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1992 |
|
RU2029655C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015807C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
Сущность изобретения: в процессе непрерывной разливки прямоугольных слитков в сборный, состоящий из четырех стенок кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, сообщают кристаллизатору возвратно-поступательное перемещение, подают шлаковую смесь на мениск металла в кристаллизаторе, охлаждают рабочие стенки кристаллизатора проточной водой, осуществляют прижатие широких стенок к торцам узких рабочих стенок по длине и ширине кристаллизатора посредством гидроцилиндров. Осуществляют измерение усилия прижатия широких рабочих стенок к торцам узких рабочих стенок по меньшей мере на двух уровнях по длине кристаллизатора. При увеличении усилия прижатия уменьшают расход воды на охлаждение кристаллизатора и прекращают процесс вытягивания слитка. 1 табл., 2 ил.
СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ СЛИТКОВ, включающий подачу металла в сборный кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного перемещения, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой и прижатие широких стенок к торцам узких рабочих стенок по длине и ширине кристаллизатора с помощью, например, гидроцилиндров, отличающийся тем, что в процессе непрерывной разливки измеряют усилие прижатия широких рабочих стенок к торцам узких рабочих стенок по меньшей мере на двух уровнях по длине кристаллизатора, причем при увеличении усилия прижатия по меньшей мере на одном из уровней измерения на 10 - 40% от рабочего значения уменьшают расходы воды на охлаждение кристаллизатора на 5 - 25% от рабочего значения, а при больших значениях изменения усилий прекращают процесс вытягивания слитка.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| М.: Металлургия, 1978, т.2, с.151, рис.IY.15. | |||
