Изобретение относится к литейному производству и может быть использовано для определения положения и конфигурации потока металла в полости литейной формы при исследовании литейных процессов и освоении литейной технологии.
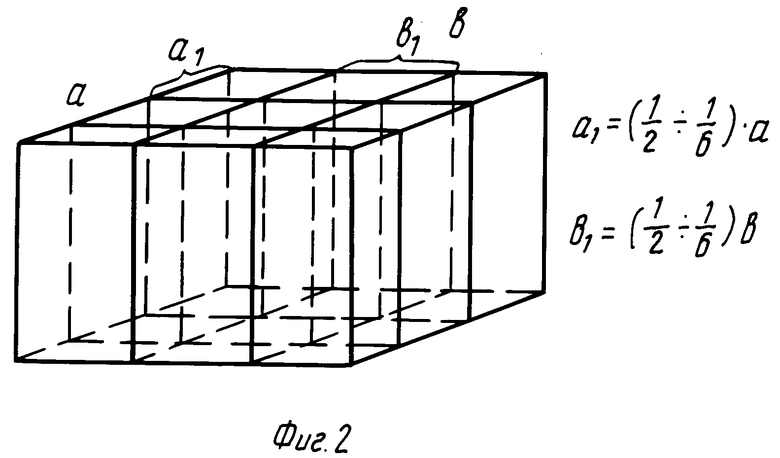
На фиг.1 представлена схема устройства; на фиг.2 - расположение датчиков в полости формы.
Устройство содержит литейную форму 1, в которой на всю ее высоту установлены датчики 2, включенные в плечи сбалансированных мостов 3. Все сбалансированные мосты 3 имеют выход на аналоговый коммутатор 4, соединенный в последовательную цепь с масштабирующим усилителем 5, АЦП 6 и ЭВМ 7, к которому подключен графопостроитель 8.
Датчики представляют собой высокоомные проводники, например вольфрамовые, диаметром 0,1-1,0 мм (проводники менее 0,1 мм использовать нецелесообразно, так как они будут расплавляться до окончания фиксации положения фронта потока металла измеряемым устройством, а при использовании проводников более 1,0 мм будет искажаться полученная информация из-за дополнительного сопротивления движущемуся потоку металла).
Датчики устанавливают в форме вертикально на всю ее высоту, с шагом 1/6-1/2 толщины стенки отливки с целью получения объемной информации о фронте потока металла. Это обусловлено еще и тем, что если шаг будет более 1/2 толщины стенки отливки, то в полости формы фиксируют только две точки, что недостаточно для построения, так как для определения характера кривой требуется как минимум три точки. Если шаг менее 1/6 толщины, происходит увеличение сопротивления движущемуся потоку металла и возрастание тепловых потерь за счет охлаждения расплава.
Включение датчиков в плечи сбалансированных мостов значительно увеличивает чувствительность и точность результатов измерения. Использование аналогового коммутатора обеспечивает параллельное подключение всех датчиков в цепь измерения, а масштабирующий усилитель дает возможность получать сигнал достаточной величины для его дальнейшего преобразования.
Применение аналогового цифрового преобразователя обеспечивает получение сигнала, пропорционального изменению сопротивления датчика, в виде шестнадцатиричного кода для использования в ЭВМ.
Для сбора, обработки и хранения информации, контроля за происходящими процессами и вывода результатов на периферийные устройства предусмотрена ЭВМ. Подключение графопостроителя обеспечивает получение результатов контроля положения и конфигурации фронта потока металла в виде листинга для наглядности и документирования.
Устройство работает следующим образом. В литейную форму 1 устанавливают датчики 2, концы которых с помощью шаблона выводят через теплоизоляционный материал, например асбоцементную плиту, и закрепляют в колодке. Каждый датчик 2 через колодку включают в плечо сбалансированного моста. Запитывают сбалансированные мосты 3 напряжением, необходимым для получения отчетливого сигнала, например 24-60В, включают масштабирующий усилитель 5, АЦП 6 и ЭВМ 7. Затем литейную форму 1 заполняют расплавленным металлом. Сигнал разбаланса мостов, полученный в результате изменения сопротивления датчиков 2, подают на аналоговый коммутатор 4, усиливают масштабирующим усилителем 5, после чего он поступает на вход АЦП 6 для преобразования в цифровой вид. Преобразованный сигнал ЭВМ 7 считывает в реальном масштабе времени, контролирует и накапливает в оперативном запоминающем устройстве для дальнейшей обработки и вывода на графопостроитель 8 в виде непрерывных функций, представляющих собой натурное изображение поверхности фронта в каждый момент времени. После заполнения литейной формы расплавленным металлом отключают сбалансированные мосты 3 от датчиков 2, выключают усилитель 5, АЦП 6 записывают полученную информацию на гибкий (жесткий) магнитный диск, проводят расчет скорости заполнения и получают листинг на графопостроителе 8 натурного изображения поверхности фронта потока металла для заданного временного интервала.
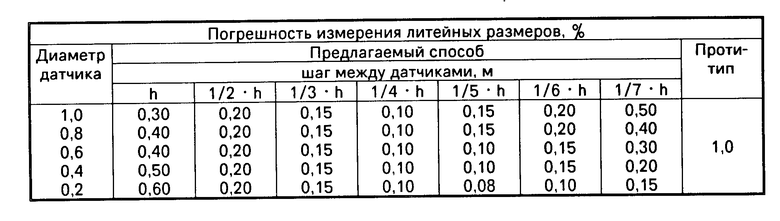
Погрешность измерения линейных размеров при использовании различных способов контроля положения и конфигурации потока металла в форме для отливки массой 15 кг, толщиной стенки h = 0,1 м, из сплава ВЧ-45 сведена в таблицу. Так при изменении шага между датчиками от 1/2 до 1/6 толщины стенки отливки погрешность измерения находилась в диапазоне 0,20-0,081, а при использовании известного устройства погрешность составляет 1,0%.
Благодаря получению объемной информации о фронте потока и более высокой точности контроля (в два раза) его положения достигается эффективный выбор оптимальных технологических параметров при заливке металла в форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2079388C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЛИ СПЛАВА | 1994 |
|
RU2078644C1 |
| Способ непрерывного контроля положения фронта потока металла в литейной форме и устройство для его осуществления | 1984 |
|
SU1255273A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ГРУЗОВ НА ТЕЛЬФЕРЕ | 1991 |
|
RU2025449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ЗАМОРОЖЕННЫХ ФОРМ | 1994 |
|
RU2090298C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК РАСЛИТ-ПРОЦЕССОМ | 1992 |
|
RU2015830C1 |
| ЧУГУННАЯ ТОРМОЗНАЯ КОЛОДКА | 1992 |
|
RU2040361C1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ | 1991 |
|
RU2026535C1 |
Изобретение относится к литейному производству и может быть использовано для определения положения и конфигурации потока металла в полости литейной формы при исследовании литейных процессов и освоении литейной технологии. Цель изобретения - получение объемной информации о фронте потока металла в реальном масштабе времени и повышение точности контроля. Указанная цель достигается тем, что устройство непрерывного контроля положения и конфигурации потока металла в литейной форме, включающее датчики 2 с высоким электросопротивлением, соединенные с источником питания и регистрирующим прибором, дополнительно содержит сбалансированные мосты 3, подключенные к аналоговому коммутатору 4, соединенному в последовательную цепь с масштабирующим усилителем 5, аналоговым цифровым преобразователем /АЦП/ 6 и ЭВМ 7, причем датчики 2 включены в плечи мостов и расположены в полости формы с шагом 1 на всю ее высоту, а регистрирующий прибор выполнен в виде графопостроителя 8. Кроме того, в устройстве контроля положения и конфигурации фронта потока металла в литейной форме датчики расположены в полости формы 1/6 - 1/2 толщины отливки. 1 з.п. ф-лы, 2 ил. 1 табл.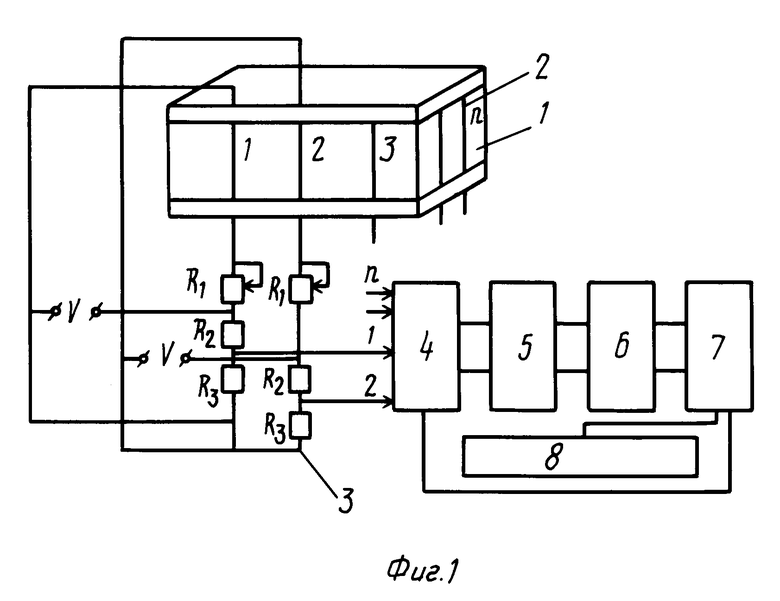
| Способ непрерывного контроля положения фронта потока металла в литейной форме и устройство для его осуществления | 1984 |
|
SU1255273A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
