Изобретение касается способа получения дающего усадку изделия из термопластичного исходного материала посредством экструзии.
Изделия, полученные этим способом, имеют разнообразное применение. В зависимости от требований в каждом данном случае изделия могут быть в форме листа, полосы или трубки. Возможное использование включает в себя заделку концов кабеля в электрических установках, удлинение защитных оболочек различных обогревающих труб, нанесение защитных покрытий на большие железные трубопроводы, образование соединений в полиэтиленовых трубах, соединение железных, бетонных или поливинилхлоридных труб, соединение упаковок, изоляция и уплотнение в системах кондиционирования воздуха. Возможны также другие применения изобретения.
Известен способ получения термоусаживаемого плоского листа с использованием щелевой экструзионной головки. В указанном решении осуществляется получение биаксиально ориентированных пленок с помощью расширения по длине с помощью разгонных валиков и поперечное расширение с помощью другого механизма. Однако в известном способе конечное изделие имеет нежелательные свойства, например различная толщина, неограниченные напряжения.
В результате изделия в форме листа изготавливают сначала путем экструдирования исходного материала для получения трубки с помощью мундштука с кольцеобразным соплом, после этого трубку продольно разрезают и расширяют. Однако известный способ обеспечивает получение изделий, не дающих усадку.
Такие изделия непригодны для описанных выше применений. С другой стороны, аналогичный способ пытались использовать для изготовления полос или подобных изделий, дающих усадку.
Однако это решение, во-первых является достаточно сложным с точки зрения технологии процесса. Для получения требуемого конечного результата исходный материал должен иметь трехмерную структуру, и, кроме того, необходимо изготовлять пластик из двух или более слоев прежде, чем продукт станет пригодным. Эти меры приводят к увеличению расходов и требуют вложения капитала в дорогостоящее оборудование. Кроме того, использование изделий, полученных этим способом, является трудоемким с большой затратой времени.
Ближайшим по технической сущности к предложенному решению является способ получения посредством экструзии дающего усадку изделия из термопласта, включающий экструзию расплавленного термопластичного материала через щелевую или кольцевую формующую фильеру и быстрое охлаждение полученного изделия текущей средой.
Указанный способ предусматривает изготовление экструдированием с последующим быстрым охлаждением предварительно напряженных изделий.
Недостатком известного способа является то, что изделия имеют усадку только в радиальном направлении, и способ не позволяет осуществить продольную ориентацию в изделии, т.е. усадку в продольном направлении с помощью регулирования потока в экструдере.
Задачей изобретения является получение изделий с усадкой в продольном направлении простыми приемами.
Поставленная задача достигается тем, что в способе получения посредством экструзии дающего усадку изделия из термопласта, включающем экструзию расплавленного термопластичного материала через щелевую или кольцевую формующую фильеру и быстрое охлаждение полученного изделия текучей средой, согласно изобретению, экструзию в формующей фильере осуществляют с температурой, превышающей температуру кристаллизации на 10-30оС, а быстрое охлаждение осуществляют быстрым снижением температуры изделия непосредственно после экструзии с помощью текучей среды, имеющей температуру от -20 до +6оС.
Кроме того, температуру концевой части формующей фильеры поддерживают на низком уровне для увеличения сил сцепления и снижения скорости молекул вдоль стенок фильеры до нулевого значения.
Таким образом, предложенный способ отличается стадиями: выдавливание исходного пластичного материала во время экструзии через фильеру с низкой скоростью таким образом, чтобы поток оставался ламинарным для достижения продольной ориентации молекул, и быстрое охлаждение пластмассового материала после экструдирования так, чтобы в готовом изделии сохранялась продольная ориентация молекул в отвержденном состоянии.
Основная идея изобретения заключается в том, что можно использовать свойства и поведение термопластичного исходного материала в обычных способах изготовления, применяя шнековый экструдер, содержащий мундштук с кольцеобразным соплом или щелевую экструзионную фильеру. Однако фильера отличается от той, которую используют в обычных способах.
Фильеру регулируют так, чтобы путь потока исходного материала был по возможности продолжительным, при этом щель в фильере узкая. Кроме того, скорость изготовления поддерживают на более низком уровне, чем обычно, так что поток остается ламинарным. Также предпочтительно поддерживать молекулярную скорость по возможности близкой к нулю, вдоль стенок фильеры так, чтобы исходный материал сохранял свою сцепляемость со стенками. Для улучшения адгезии температуру на концевом участке фильеры предпочтительно поддерживают по возможности на низком уровне. Таким образом, молекулы выпрямляются и ориентируются в продольном направлении. В результате материал становится анизотропным, т. е. определенные его свойства являются различными в различных направлениях. Эти свойства связаны с усадкой, которая является существенной в изделии, полученном предложенным способом. Другими словами, усадка является значительной в продольном направлении, тогда как в поперечном направлении она незначительная.
Упомянутое относится, в общем, как к фильере с кольцеобразным соплом, так и к щелевой экструзионной фильере. В следующем описании стадий процесса после экструдирования будет сначала описана фильера с кольцеобразным соплом.
В изготовлении труб последующей стадией после экструдирования является калибрование. В обычном способе изготовления труб используют постепенное охлаждение. Напротив, в настоящем способе используют быстрое охлаждение. Таким образом, в полученном изделии поддерживается упомянутая продольная ориентация молекул, в результате в изделии сохраняется так называемая "термическая предыстория". Это значит, что, когда изделие повторно нагревают, то в продольном направлении отмечается сильная усадка, т.е. восстанавливается эластичность. На степень продольной усадки можно оказать влияние посредством его растягивания до быстрого охлаждения.
На этой стадии изделие все еще остается в форме трубки. Его можно использовать как таковое для упомянутых целей. Трубчатое изделие помещают на заданный предмет и нагревают, так что оно усаживается, при этом его диаметр уменьшается, и оно приваривается вокруг предмета.
Кроме того, трубу после ее калибрования можно резать в продольном направлении для получения листа или полосы и затем намотать на барабан через приемное средство. Как это можно понять из описания, в изделии в форме листа остаются до некоторой степени поперечные напряжения. Их можно устранить до некоторой степени, когда это требуется, посредством термообработки, например отжига. Здесь следует отметить то, что последующее удаление напряжения на стадии изготовления не оказывает какого-либо действие в продольном направлении, поскольку напряжения в продольном и поперечном направлениях создаются на различных стадиях. На стадии калибрования на напряжения в поперечном направлении может также повлиять степень раздува, т.е. отношение между диаметрами фильеры и калибра.
Изделие, полученное описанным способом, имеет форму листа или полосы, и его можно намотать вокруг предмета так, что при нагреве оно будет сильно усаживаться в продольном направлении и привариваться к предмету. Свариваемость является также следствием того факта, что поперечные связи не образуются, тогда как раньше считали, что это необходимо при изготовлении аналогичных изделий, например, посредством каталитических агентов или излучения.
Большая часть сказанного также относится к изготовлению изделий с помощью щелевой экструзионной фильеры. Наиболее важным отличием является возможное растягивание после удаления фильеры, причем не требуется удаление напряжений, поскольку в изделии, когда его изготавливают непосредственно в форме листа или полосы, не остаются большие напряжения в поперечном направлении.
Что касается требуемых свойств в получаемом изделии, то было обнаружено, что исходный материал, например полиэтилен высокой плотности (НДРЕ), имеет критические свойства (т.е. свойства, влияющие на упругую деформацию), например, высокая молекулярная масса, широкое распределение молекул, низкая вязкость расплава и низкая плотность. Упругую деформацию можно определить в устойчивом состоянии, и это можно показать, например, посредством следующих уравнений
I=2M/5cRT, где I - податливость устойчивого потока, т.е. "восстанавливаемая деформация";
М - молекулярная масса;
с - концентрация, т.е. плотность;
R - скорость сдвига;
Т - температура.
С другой стороны
I= 1/G= 2M/5cRT, (2) где G - модуль упругости при сдвиге, таким образом упругая деформация при сдвиге дает
S/G=2SM/5cRT (3) где S - напряжение сдвига.
Из этого видно, что в устойчивом потоке упругая деформация увеличивается с увеличением молекулярной массы, а деформация сдвига увеличивается с уменьшением температуры. С полиэтиленом высокой плотности модуль упругости при сдвиге остается по существу неизменным в интервалах этой данной рабочей температуры. Когда напряжение удаляют посредством нагрева изделия при его использовании, молекулы восстанавливают свою первоначальную конфигурацию.
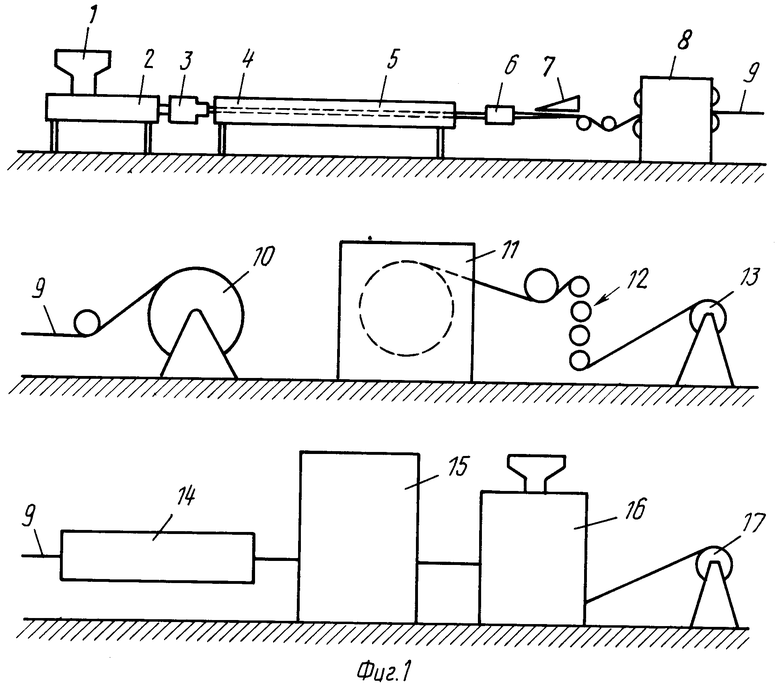
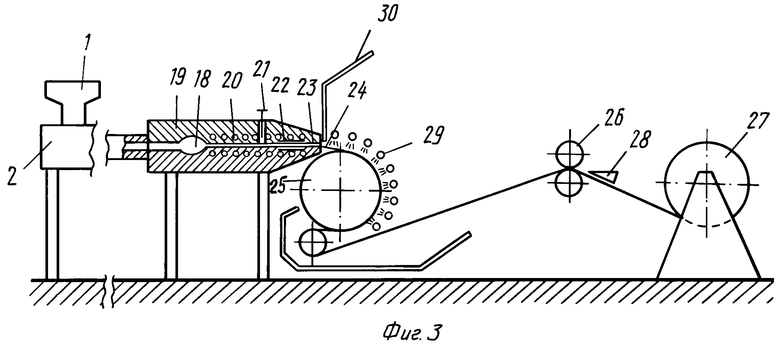
На фиг. 1 показана конструкция устройства для осуществления способа, когда используют фильеру для изготовления труб; на фиг.2 - одно возможное использование изделия, полученного этим способом; на фиг.3 - устройство для осуществления способа, когда используют щелевую экструзионную фильеру.
Термопластичный исходный материал (этиленовый пластик, полиэтилен высокой плотности 0,948 г/см3; вязкость потока расплава равна 9 при нагрузке 21,6 кг, концентрация гранулята газовой сажи 1,5%) обычно используют в измельченной форме, т.е. как грануляты.
На фиг. 1, исходный материал 1 вводят в шнековый экструдер 2 (скорость вращения шнека, r=35/мин, диаметр D=60 мм; t - отношение длины к диаметру, L:D=25, температура в цилиндре шнека изменяется между 130 и 190оС, с ее повышением до некоторой степени, температура в фильере предпочтительно равна 170оС), из которого тщательно пластифицированный расплавленный пластичный материал экструдируется в форме труб через обычный трубчатый мундштук 3, (диаметр гильзы 51,7 мм, диаметр шпильки 48,5 мм), толщина полученной стенки 1,6 мм, температура 165оС.
Затем трубчатый профиль калибруют посредством охлаждения, таким образом определяют форму и наружный диаметр пластмассовой трубы. Применяют калибрование при избыточном давлении, при котором калибрующее устройство 4, т.е. калибр (избыточное давление 0,5 бар, внутренний диаметр 65 мм, степень раздува 1,3) находится в контакте с мундштуком 3. Посредством степени раздува можно влиять на деформацию в поперечном направлении в пределах от -50 до +50% . Степень раздува в используемом способе калибрования предпочтительно находится в пределах от 0,7 до 1,5. При отношении вытягивания 1,25 толщина стенки S= 1 мм. На усадку можно влиять посредством растягивания, благодаря упомянутому отношению вытягивания. В общем, толщина стенки увеличивается с увеличением отношения вытягивания, которое предпочтительно составляет от 1 до 6 при таком способе калибрования. При этих значениях производительность составляет 30 кг/ч. В качестве охлаждающей среды в калибрующем устройстве и в охлаждающем резервуаре 5 используют текущую среду - воду при температуре 6оС. Для улучшения эффекта охлаждения можно использовать, например, антифриз при -20оС. В зависимости от толщины стенки трубы возможно потребуется внутреннее охлаждение. Это может также достигаться с помощью воздуха или газа.
Если изделие должно использоваться в трубчатой форме, то процесс изготовления можно прервать на этой стадии. Было доказано, что целесообразно использовать вращающуюся головку, т. е. головку, в которой гильза и дорн вращаются относительно друг друга при изготовлении трубчатых изделий. Поверхности скольжения головки редко требуют дополнительную смазку благодаря хорошим смазывающим свойствам термопластов. В изделии остаются до некоторой степени напряжения при кручении, но они не являются большим недостатком во время использования.
После калибрования трубу режут продольно ножом 6, затем ее делают листообразной с помощью разжимного приспособления 7 до передачи в устройство 8 для вытяжки в форме листа 9, наматывают на барабан 10 таким образом, чтобы сторона (нижняя) листа, первоначально внешняя поверхность трубы была повернута в сторону внутренней поверхности барабана 10.
Намотанное полуобработанное изделие отпускают в печи 11 в течение примерно 2 ч при 110оС для удаления поперечных напряжений, создаваемых трубчатой формой. Из печи 11 листообразное изделие проходит через охлаждающие валки 12 на барабан 13. Для определенных целей целесообразно, чтобы в готовом изделии оставались до некоторой степени поперечные напряжения.
Поэтому продолжительность и температуру отпуска регулируют для получения требуемого конечного результата, либо это можно полностью исключить.
Изделие, полученное как описано, будет давать усадку примерно 70% в продольном направлении и примерно 5% в направлении его ширины, когда нагревают в связи с его использованием в течение 10 мин при температуре примерно 170оС. Усадка заставляет изделие плотно прилегать к предмету и соединяться с ним подобно склеиванию.
Важным фактором в отношении свариваемости является то, что образование поперечных связей, которое ограничивает подвижность молекулярной структуры, не отмечается.
Изделие в форме листа 9 можно также передавать на устройство 8 для вытяжки непосредственно в печь 14 для его нагрева, после чего оно передается через охлаждающее средство 15 в средство 16 для нанесения покрытия, например бутилкаучука или другого материала заполнителя в зависимости от намеченного использования. После этого его можно наматывать на бобину 17. Если это требуется, то изделие можно легко прослоить.
Для сравнения можно, например, указать то, что когда толщина изделия равна 1,5 мм, продольная усадка составляет примерно 60%.
При небольшом диаметре калибра (внутренний диаметр) 52 мм, степень раздува 1,0) поперечная усадка составляет примерно 15%.
Ясно, что можно получать изделия, по возможности, изменяя параметры. Лучше всего, когда ширина изделия находится в пределах от 50 до 300 мм, а толщина от 0,5 до 2,5 мм. На практике можно рассматривать как крайние значения 1500 и 10 мм.
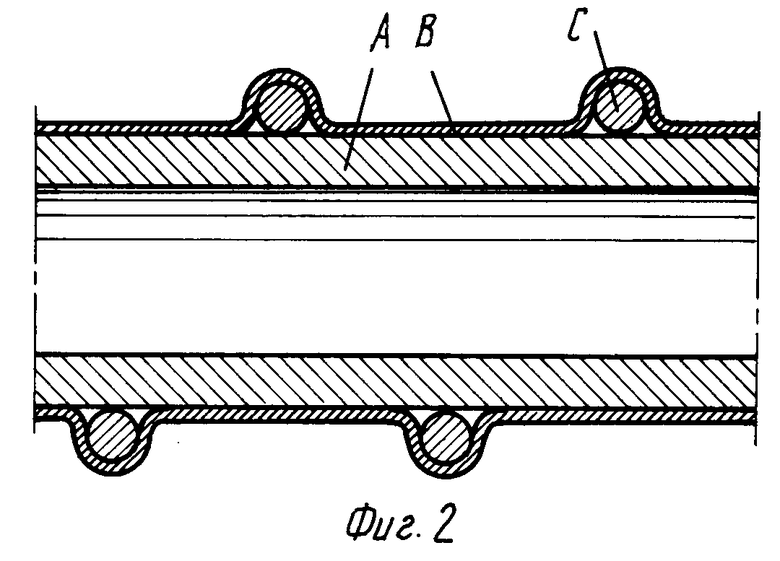
Преимущественный эффект напряжений в поперечном направлении, вызванных трубчатой формой, может быть проиллюстрирован примером, показанным на фиг. 2. Трубу С для жесткости (усиления) наматывают вокруг основной трубы А. Когда изделие В, полученное согласно настоящему способу, наматывают вокруг упрочняющей трубки, то она плотно прижимается вокруг сборки благодаря ее продольной усадке, при этом она закрывает упрочняющую трубку также благодаря оставшимся поперечным напряжениям, и оплавляется для образования прочного соединения.
Как показано на фиг.3, исходный материал вводят в шнековый экструдер 2 (скорость шнека= 50/мин, диаметр D=75 мм, отношение длины к диаметру, L/D= 30, рабочая температура в цилиндре шнека предпочтительно в пределах 130-230оС, температура на головке предпочтительно 190оС), откуда тщательно пластифицированный расплавленный пластиковый материал равномерно подают в загрузочную камеру 18 щелевой экструзионной фильеры 19. Ширина щели в фильере равна 900 мм, а высоту можно регулировать в пределах 1,5-20 мм, предпочтительно 1,6 мм.
В щели фильеры, которая длиннее обычной, пластмассовый материал охлаждается до примерно 145-160оС, т.е. до температуры, превышающей точку кристаллизации каждого данного материала, в этом случае 136оС. Таким образом, избыточное давление исключается, так что производительность не снижается, и закупорки не происходит. В этом данном примере производительность составляет примерно 72 кг/ч, скорость листа примерно 1,7 м/мин и средняя скорость сдвига пластмассового материала в фильере примерно 54/с.
Упомянутую стадию охлаждения можно проводить быстро посредством каналов 20, образованных в щелевой экструзионной фильере 19, для вдувания воздуха и/или охлаждения. В каналах может циркулировать вода или масло. Локальные изменения в толщине пластика можно регулировать посредством предварительно отрегулированной дроссельной заслонки 21. Во время самого процесса регулирование, однако, осуществляют посредством нагревателей сопротивления 22, предусмотренных в соединении с головкой 23. Нагревателями сопротивления можно управлять, например, посредством комбинации микропроцессор - измерительный датчик.
При выходе из щелевой экструзионной головки лист 24 из расплавленного пластика с продольно ориентированными молекулами проходит на холодный приемный валик 25, расположенный по возможности близко от щелевой экструзионной головки 23 (температура валика равна, например, 6оС). Затем пластиковый лист проходит с него между вытяжными роликами 26, предпочтительно, покрытыми резиной, на барабан 27. Кромки пластикового листа 24 отрезают с помощью ножа 28, установленного после вытяжных роликов 26.
Скорость вытяжки, которая не должна до значительной степени превышать скорость, при которой пластиковый материал выходит из щелевой эструзионной головки 23, можно также регулировать посредством магнитного тормоза, установленного в соединении с приемным валиком. Таким образом, также легко можно регулировать контакт при охлаждении между листом пластика и приемным валиком 25. Кроме того, охлаждение можно сделать более эффективным посредством струй воды от форсунки 29 и/или посредством уменьшения температуры приемного валика от указанного значения (например, до -20оС).
Также можно использовать головку для изготовления многослойного изделия или изделия с покрытием 30. Изделие в форме листа, как простое, так и слоистое можно изготовить шириной 3,5 мм и толщиной 0,1-7 мм, причем предпочтительными значениями являются 0,1-1 и 0,3-2 мм.
Описанные примеры предназначены только для иллюстрации основной идеи изобретения. Соответствующие исходные материалы включают в себя акрилонитрилбутадиенстирол, полистирол, поливинилбутираль, полипропилен и полиакрилат. Полипропилены представляют особый интерес из-за их особых свойств и прозрачности. По предлагаемому способу можно использовать головки не только с кольцевым соплом и щелевые экструзионные головки, но и другого профиля.
Предлагаемый способ может изменяться в его деталях в объеме формулы изобретения.
Использование: получение дающих усадку преимущественно в продольном направлении изделий из термопласта. Сущность изобретения: экструзию осуществляют в щелевой или кольцевой фильере с температурой, превышающей температуру кристаллизации материала на 10-30°С. При этом осуществляют быстрое охлаждение путем быстрого снижения температуры изделия сразу же после экструзии с помощью текучей среды, имеющей температуру приблизительно от -20 до +6°С. Скорость молекул вдоль стенок фильеры поддерживают как можно ближе к нулевому значению с учетом адгезии. Это позволяет сохранить продольную ориентацию молекул в экструдируемом материале. 1 з.п. ф-лы, 3 ил.
| Гринберг З.А | |||
| Стальные трубы, футерованные полиэтиленом, М.: Металлургия, 1973, с.37-38, р.16. |
