Область техники, к которой относится изобретение
Изобретение относится к способам переработки полимеров, в частности к изготовлению профилированных изделий методом экструзии. Такие изделия широко используются в качестве упаковочного материала, т.к. он выгодно отличается от своих аналогов большей прочностью, стойкостью к воздействию влаги и агрессивных сред, а также возможностью многократного применения. Профилированные изделия, полученные методом экструзии, также широко используются в радиоэлектронной, приборостроительной и других отраслях промышленности.
Уровень техники
Из уровня техники известен способ изготовления полых профильных изделий из термопластичных полимеров методом экструзии, раскрытый в авторском свидетельстве SU 806446 А (В.М. Листков и др.), 23.02.81, В 29 С 47/00. Указанный способ включает в себя последовательные операции экструзии полой профильной заготовки, раздува, калибрования ее с использованием пневматического или вакуумного прижима заготовки к рабочей полости калибратора (см. также Шнекель Г. Шнековые прессы для пластмасс. Л.: Госхимиздат, 1962, с.380-390), охлаждение откалиброванной заготовки в охлаждающей ванне и намотки полученного изделия на намоточном узле. Недостатками такого способа изготовления являются недостаточная прочность поверхности изделия, необходимая для упаковочного материала.
Известен также способ и комплексная экструзионная линия для производства листовых профилированных изделий из полимерных материалов методом экструзии, раскрытые в заявке DE 2618358 А1 (COVEMA S. г. 1.), 11.11.76, В 29 F 3/00 (МПКЗ), а также способ и комплексная экструзионная линия фирмы COVEMA для производства методом экструзии упаковочного материала из полимерных материалов в виде листовых профилированных изделий, раскрытые в статье PROFILE LINE PRODUCES CORRUGATED PACKAGING из журнала "PLASTICS TECNOLOGY", 1978, № 1, с.21, 23. Указанный способ заключается в том, что последовательно производят экструзию расплава полимерного материала через щелевую экструзионную головку с получением экструдата в виде листовой профильной конструкции с двумя плоскими поверхностями и продольными каналами (полостями), при этом на листе шириной 205 см (80 дюймов) может находиться до 300 каналов. Затем калибруют полученный экструдированый лист посредством двухступенчатого калибровочного устройства, снабженного охлаждающим устройством в виде рубашки охлаждения, для формирования геометрических размеров экструдированного листа и кристаллизации полимера, при этом охлаждающее устройство имеет восемь верхних и восемь нижних охлаждающих зон. Полученные в результате калибровки отходы поступают во встроенный гранулятор для повторной переработки в экструдере. После калибровки экструдированный лист подвергают поверхностному нагреву в термокамере и охлаждают в снабженном вентилятором охлаждающем устройстве. Это устройство предназначено для релаксации и выравнивания поверхности листа перед нанесением печати в приспособлении для нанесения двухцветной печати со встроенным устройством для обработки листа коронирующим электродом. На последнем этапе осуществляют поперечную разрезку экструдированного листа в автоматическом отрезном устройстве, после чего укладывают отрезки экструдированного листа в штабель с помощью автоматического самоукладчика (приемного устройства).
Известен также способ изготовления листовых профилированных изделий из полимерных материалов методом экструзии (см. RU 2138395 С1, В 29 С 47/00, 27.09.1999). Данный способ заключается в том, что последовательно производят экструзию расплава полимерного материала через щелевую экструзионную головку с получением экструдированного листа в виде профильной конструкции с продольными полостями и плоскими наружными поверхностями. Затем калибруют полученный экструдированный лист посредством калибровочного устройства, снабженного по меньшей мере одной рубашкой охлаждения, для формирования геометрических размеров экструдированного листа и кристаллизации полимера. Протяжку экструдированного листа осуществляют с помощью первой тянущей машины. Затем подвергают экструдированный лист поверхностному нагреву в термокамере, охлаждают подогретый лист в охлаждающем устройстве, осуществляют поперечную разрезку экструдированного листа в отрезном устройстве и укладывают отрезки экструдированного листа в штабель с помощью приемного устройства. При этом согласно изобретению после охлаждения экструдированного листа в охлаждающем устройстве на верхнюю и/или нижнюю поверхности экструдированного листа наносят защитные пленки с помощью второй тянущей машины, содержащей устройство для нанесения защитной пленки. Защитную пленку подают в тянущие валки второй тянущей машины совместно с экструдированным листом и прикатывают валками к соответствующей поверхности экструдированного листа, при этом во второй тянущей машине создают натяжение экструдированного листа, требуемое для оптимального протекания упомянутых процессов термообработки. Указанный способ является наиболее близким аналогом (прототипом) настоящего изобретения по совокупности существенных признаков.
Недостатком этого способа, как и других способов, упомянутых выше, является низкая производительность процесса переработки в виду того, что формообразующие поверхности используемых в упомянутых способах калибрующих устройств выполняются из коррозионно-стойких или т.н. "черных" сталей, которые, как известно, обладают низкой теплопроводностью, в связи с чем в процессе обработки полимеров необходимо использовать дополнительное время и дополнительные устройства для поддержания соответствующей температуры формующих поверхностей калибра, что в конечном счете отрицательно сказывается на производительности процесса переработки полимеров.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является создание нового способа изготовления профилированных изделий методом экструзии посредством использования в нем усовершенствованного калибрующего устройства в новом конструктивном исполнении, с целью повышения производительности процесса переработки полимеров, а также устранения упомянутых выше недостатков.
Технический результат, достигаемый при реализации изобретения, состоит в повышении производительности процесса изготовления профилированных изделий из полимерных материалов методом экструзии, достижении необходимой скорости кристаллизации полимеров при меньшей разнице температур расплава и используемого хладагента, а также расширении диапазона используемых при калибровании хладагентов.
Способ изготовления профилированных изделий методом экструзии, обеспечивающий в соответствии с настоящим изобретением достижение указанного выше технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны, может быть охарактеризован следующей совокупностью существенных признаков.
Способ изготовления профилированных изделий методом экструзии, при котором посредством экструзии расплава полимеров получают экструдируемый материал, затем его подают в калибровочное устройство и калибруют для формирования геометрических размеров изделия и кристаллизации полимера, а затем осуществляют дальнейшую обработку полученного изделия, согласно заявленному изобретению экструдируемый материал подают в калибровочное устройство, корпус которого содержит верхнюю и нижнюю охлаждающие плиты, герметизирующие планки и охлаждающие каналы, а его формообразующие поверхности размещены на формующих вставках, причем верхнюю и нижнюю охлаждающие плиты, а также формующие вставки выполняют из алюминия или его сплавов, при этом кромки охлаждающих каналов предварительно скругляют и, исходя из вязкоупругих свойств полимеров, выбирают ширину охлаждающих каналов.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, верхняя и нижняя охлаждающие плиты, а также формующие вставки которого, с целью повышения их износостойкости и коррозионной стойкости, подвержены электрохимической обработке для получения на их поверхности окисного анодного покрытия, известного как "твердое анодирование".
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, верхняя и нижняя охлаждающие плиты которого выполнены в виде двух полуматриц, обеспечивающих плотное облегание формующих вставок.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, в охлаждающих плитах которого размещены каналы охлаждения в виде змеевиков.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, верхняя и нижняя охлаждающие плиты которого соединены стяжными болтами.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, формующие вставки которого выполнены сменными для получения изделий различной формы в одном калибровочном устройстве.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, формующие вставки которого выполнены в виде цилиндрических элементов с формообразующими каналами.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, формующие вставки которого фиксируются шпонкой.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, которое содержит штуцеры для подачи и отвода воды и вакуума.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, ширина охлаждающих каналов которого составляет от 0,5 до 1,5 мм.
Кроме того, в частных случаях реализации способа экструдируемый материал могут подавать в калибровочное устройство, радиус скругления кромок охлаждающих каналов которого составляет от 0,1 до 0,3 ширины охлаждающих каналов.
Благодаря высоким теплопроводным свойствам алюминия и его сплавов, из которых предлагается выполнять формообразующие поверхности калибрующего устройства, используемого в процессе изготовления профилированных изделий, достигается необходимая скорость кристаллизации полимера при меньшей разнице температур расплава и хладагента, т.к. алюминий обладает высокими теплопроводными свойствами (0,25...0,52 кал/см·с·°С против 0,032...0,07 кал/см·с·°С у нержавеющих сталей) улучшается отбор тепла, повышается скорость охлаждения расплава полимера, что, в свою очередь, позволяет:
- повысить производительность процесса формования до 2 раз,
- повысить температуру хладагента (например, до 40°С для жесткого ПВХ).
- уменьшить длину калибрующего устройства,
- устранить потребность в дополнительных зонах охлаждения,
- использовать воздушное (естественное или принудительное) охлаждение,
- расширить диапазон выбора используемых при калибровании хладагентов.
Краткое описание чертежей
Возможность осуществления изобретения, охарактеризованного приведенной выше совокупностью существенных признаков, а также возможность реализации назначения изобретения может быть подтверждена графическими материалами (фиг.1, фиг.2, фиг.3 и фиг.4), не ограничивающими все возможные варианты его осуществления.
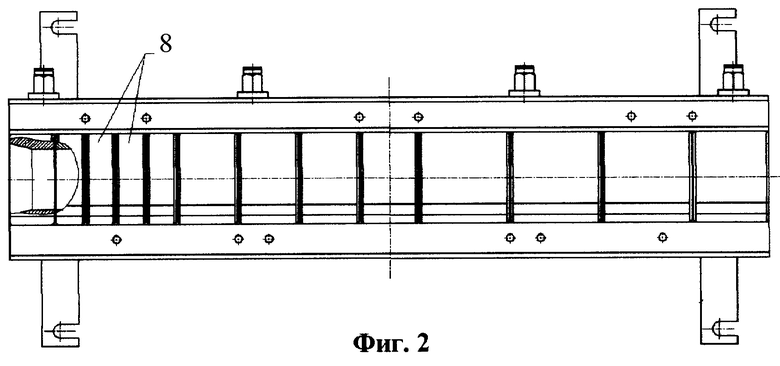
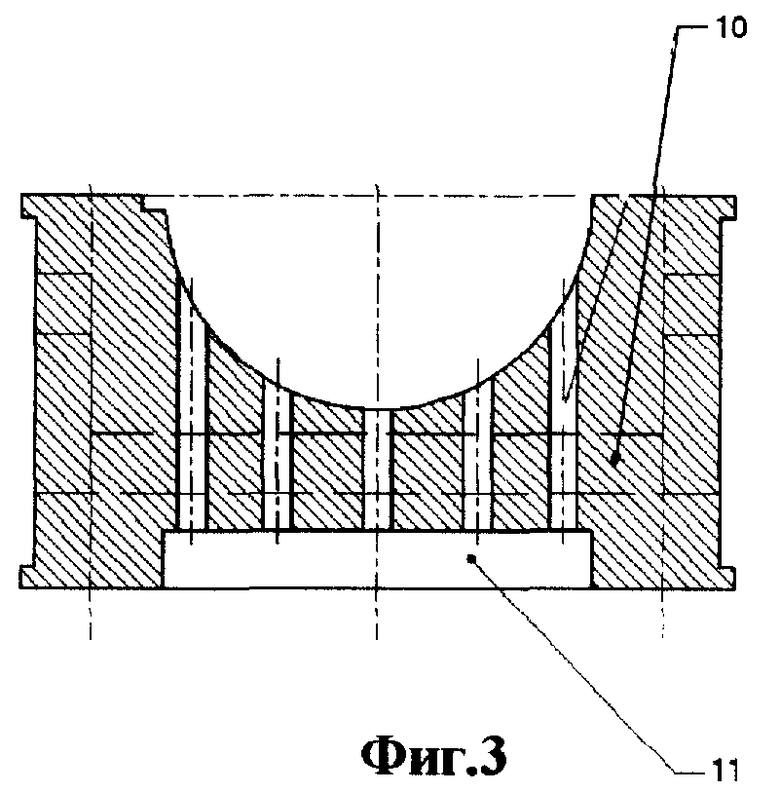
Как видно из графических материалов, согласно заявляемому изобретению используемый в способе калибр состоит из верхней (1) и нижней (2) охлаждающих плит, соединенных стяжными болтами (5), герметизирующих планок (3) и (4) водяных и вакуумных каналов, опор (7), штуцеров (6) подачи и отвода воды и вакуума, шпонки (9) и сменных формующих вставок (8).
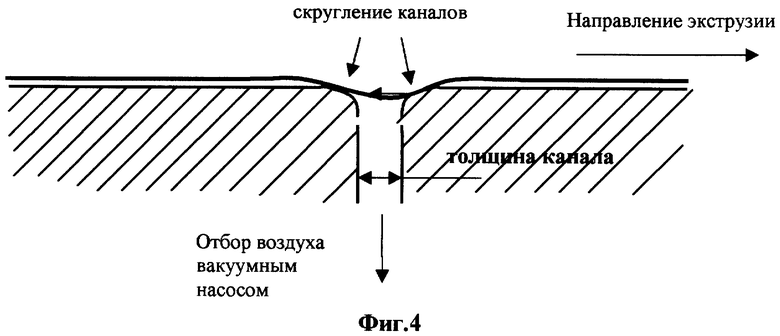
В охлаждающих плитах калибрующего устройства выполнены водяные каналы (10) для хладагента в виде змеевиков и вакуумный коллектор (11), обеспечивающий отбор воздуха с внутренней полости плит в местах соединения формующих вставок (8).
Осуществление изобретения
Ниже приводится один из способов осуществления заявляемого технического решения, не ограничивающий все возможные варианты его исполнения.
Экструдируемый расплав полимера поступает в формообразующий канал калибра, где за счет разрежения, создаваемого в вакуумных каналах, прижимается к формообразующим поверхностям формующих вставок.
Охлаждение и кристаллизация расплава осуществляется теплопереносом:
- от поверхности расплава на формообразующие поверхности формующих вставок;
- от формующих вставок на охлаждающие плиты с охлаждающими каналами для хладагента.
По мере продвижения вдоль калибра расплав приобретает необходимую степень кристаллизации и соответственно жесткость, обеспечивающую как сохранение приданной ему формы сечения, так и продольную прочность, необходимую для преодоления усилий протяжки через калибр.
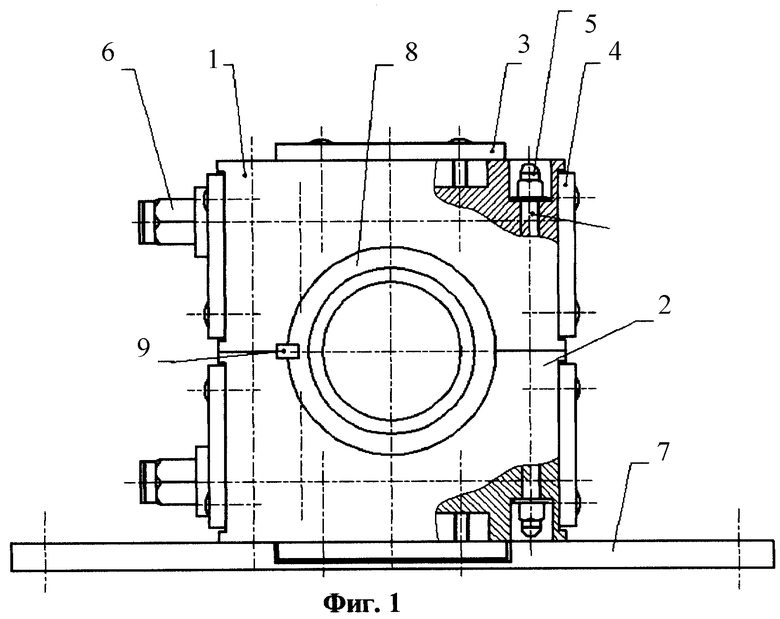
Для нормального процесса калибрования расплава полимера кромки охлаждающих каналов предварительно скругляют и выбирают ширину каналов, исходя из вязкоупругих свойств обрабатываемого полимера. Так, например, для экструзионных марок поликарбоната ширина каналов составляет от 0,6 до 0,8 мм, тогда как для жесткого поливинилхлорида 1,-1,2 мм. Радиус скругления кромок канала от 0,1 до 0,3 ширины канала.
После обработки в калибрующем устройстве полученное изделие поступает на дальнейшую обработку в зависимости от технологической необходимости. Это может быть, например, поверхностный нагрев изделия, его охлаждение, резка и т.д.
Осуществление данного способа проводилось, например, при калибровании изделий из жесткого поливинилхлорида (жесткого ПВХ) при температуре охлаждающей жидкости 30-40°С, в то время как аналогичные изделия, калибруемые с помощью стальных калибров при превышении температуры 12-15°С охлаждающей жидкости, не имея достаточной скорости кристаллизации, "плывут", т.е. получают продольное удлинение в калибре, что, в свою очередь, сказывается на снижении производительности процесса формования и влечет за собой необходимость использования дополнительных охлаждающих устройств (наряду с формированием дополнительных зон охлаждения), а также достаточно ограниченный выбор, используемых в процессе формования хладагентов, имеющих узкий диапазон "рабочих" температур. Ширина охлаждающих каналов при обработке жесткого поливинилхлорида составляла 1,1 мм, радиус скругления кромок канала 0,22 мм.
Реализацией заявляемого способа было достигнуто повышение производительности процесса формования до 2 раз, увеличение диапазона "рабочих" температур хладагента (например, до 40°С для жесткого ПВХ), уменьшение длины калибрующего устройства. При осуществлении изобретения были устранены потребности в дополнительных зонах охлаждения и использование для этого соответствующего оборудования. Появилась возможность использования воздушного (естественного или принудительного) охлаждения.
Изобретение относится к способам переработки полимеров, в частности к изготовлению профилированных изделий методом экструзии. В описываемом способе посредством экструзии расплава полимеров получают экструдируемый материал, затем его подают в калибровочное устройство и калибруют для формирования геометрических размеров изделия и кристаллизации полимера. При этом используют калибровочное устройство, корпус которого содержит верхнюю и нижнюю охлаждающие плиты, герметизирующие планки и охлаждающие каналы. Формообразующие поверхности калибрующего устройства размещены на формующих вставках. Верхнюю и нижнюю охлаждающие плиты, а также формующие вставки выполняют из алюминия или его сплавов. Кромки охлаждающих каналов предварительно скругляют. Ширину охлаждающих каналов выбирают, исходя из вязкоупругих свойств полимеров. Изобретение позволяет получить необходимую скорость кристаллизации полимеров при меньшей разнице температур расплава и используемого хладагента, расширить диапазон используемых при калибровании хладагентов и повысить производительность процесса. 10 з.п. ф-лы, 4 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ЭКСТРУЗИИ | 1999 |
|
RU2138395C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2014 |
|
RU2618358C2 |
| US 5316459 A, 31.05.1994 | |||
| US 5132062 A, 27.07.1992 | |||
| Тормозное устройство | 1987 |
|
SU1490337A1 |

