Изобретение относится к армированным волокнам и термопластичным материалам и способам получения таких материалов.
Армированные волокнами пластиковые конструкции используют в течение многих лет со все большим успехом благодаря их высокой прочности, малому весу и легкости изготовления по сравнению с деревянными или металлическими конструкциями, которые они заменяют. Популярными в качестве арматуры являются такие волокна: как стекло, углерод и арамит и такие смолы: как полиэфирные, фенольные и эпоксидные, которые являются обычными полимерными матрицами.
Полимерные материалы, армированные сплошными волокнами, используют для сильно нагруженных деталей, например деталей авиационно-космических аппаратов, для которых требуется максимально возможная прочность при минимально возможном весе. Неоднородность материалов, из которых состоят такие детали, требует такой конструкции этих деталей, чтобы самые слабые из них превосходили бы предъявляемые к ним эксплуатационные требования. Из более однородных предшествующих материалов можно получить детали с меньшими отклонениями свойств и создать более эффективную конструкцию на базе расчетных критериев.
Наиболее важные требования состоят в том, чтобы каждое армирующее волокно по всем своим поверхностям было покрыто полимерной матрицей, чтобы матрица не имела пустот и чтобы волокна были насколько возможно равномерно распределены по всей матрице. В прошлом покрытие волокон осуществляли путем использования маловязких термореактивных материалов или растворов термореактивного и термопластичного материала, причем малая вязкость и поверхностное натяжение способствуют проникновению материалов матрицы через пучок армирующих волокон, так что по существу все волокна оказываются полностью покрытыми. Однако маловязкие материалы имеют тот недостаток, что выделяются из пучка волокон и накапливаются с образованием областей, обогащенных смолой, в особенности, когда волокна находятся под напряжением при сушке или вулканизации или при воздействии силы тяжести на горизонтальный пучок. Покрытие раствором имеет тот дополнительный недостаток, что остаются пустоты или обедненные смолой зоны после испарения растворителя. Когда в испытуемом стержне имеются группы неоднородно покрытых волокон, то при испытании этого стержня на разрушение последнее начинается у зон, обогащенных смолой, или у пустот
Хотя термореактивные полимерные матрицы находят широкое использование они требуют значительного времени для отвердевания под действием тепла и давления и поэтому они не пригодны для изготовления деталей при высоких скоростях. Материалы волокно/матрица или так называемые синтетические материалы, пропитанные синтетической смолой для упрочения, должны охлаждаться для увеличения продолжительности их хранения. Кроме того, неточно отформованные детали или избыток после обработки не может быть извлечен и повторно использован.
Термопластичные полимерные матрицы потенциально пригодны для производства деталей с высокой скоростью (высокопроизводительного производства), поскольку их можно подогревать до температуры формования и прессовать лишь в течение времени, достаточного для твердения материалов, а затем охлаждать матрицу до температуры, при которой деталь может извлекаться из формы без разрушения. Кроме того, стоимость отходов значительно понижается, поскольку неточно отформованные детали могут формоваться повторно, а скрап может быть удален и повторно использован.
Однако термопластичные матрицы очень трудно равномерно наносить на пучки волокон. При температурах выше их температур плавления эти материалы имеют высокую вязкость и они быстро деградируют (разлагаются), если их чрезмерно быстро нагревать с целью понижения вязкости. Использование маловязких термопластичных материалов приводит к получению малопрочных деталей, в то время как обычно требуется максимально возможная прочность и жесткость матрицы.
Такие свойства характерны для высокомолекулярных полимерных материалов, имеющих длинные молекулярные цепи и высокую вязкость в расплавленном состоянии.
В соответствии с одним из известных способов производства армированных волокном термопластичных полимерных составных изделий (композитов) лист из сплошных параллельных армирующих волокон помещают между двумя термопластичными пленками и с помощью нагрева и сжатия вдавливают расплавленный термопластичный материал между волокнами для полного покрытия всех сторон волокон. Толщину пленок подбирают таким образом, чтобы обеспечить требуемое отношение армирующих волокон к полимеру матрицы. Если применяется один распределенный слой волокон, то цель достигается просто, однако для изготовления деталей применяемой на практике толщины необходимо иметь несколько слоев. Когда используют много слоев волокон для получения более густого ряда при меньшей стоимости, давление, сжимающее сухие волокна, закрывает все зазоры между ними и препятствует проникновению термопластичного полимерного материала к центру массы. Чем больше имеется слоев волокон, тем более вероятно, что в центре волокна будут недостаточно покрыты смолой, а поверхностные волокна будут обогащены смолой. Термопластичные смолы имеют высокие коэффициенты термического расширения и поэтому они при охлаждении сжимаются, так что наличие обогащенных смолой зон приводит к появлению остаточных термических напряжений и концентрации напряжений в составном изделии, что может инициировать преждевременное разрушение.
Известен способ пропитки и получения армированного материала, согласно которому армирующий непрерывно подаваемый по криволинейной поверхности наносной головки материал пропитывают поступающим из наносной головки под давлением жидким материалом [1]
В указанном решении набор волокон погружают в ванну, первоначальный контакт осуществляют на смоченной поверхности и он имеет место после прохождения первой фильеры, т.е. первая фильера не закрыта герметически. Набор волокон покидает устройство перед прохождением над последней фильерой. Следовательно, 100% подаваемого потока не может быть охвачено набором волокон, так как набор волокон не проходит через направляющую канавку, края набора волокон не могут быть герметично отделены. Эти факторы приводят к невозможности поддержания высокого давления, которое необходимо для пропитывания волокон смолой, имеющей значительную вязкость.
Кроме того, набор волокон покидает ванну со значительным слоем смолы на их поверхности. Хотя после прохождения через каландровый вал количество областей со значительным количеством смолы будет снижаться, но на верхней и нижней части набора волокон такого уменьшения нельзя ожидать по бокам этого набора волокон. Кроме того, известно, что в результате прохождения нитей с низким удлинением через набор каландровых валов эти волокна сильно разрушаются.
Ближайшим по технической сущности к предложенному решению является способ получения армированного волокном термопластичного материала, заключающийся в том, что осуществляют перемещение натянутого ряда пучков волокон в скользящем контакте с криволинейной поверхностью обогреваемой головки экструдера и боковыми стенками при движении расплавленного вязкого термопластичного полимера в потоке под давлением от одной стороны к другой через натянутый ряд волокон из щели в головке экструдера [2]
В известном способе термопластичный материал подается с обеих сторон ряда волокон, что способствует образованию на волокнах областей с повышенным содержанием материала. Это снижает качество получаемого материала.
Задачей изобретения является повышение качества материала и эффективности армирования за счет обеспечения равномерного распределения расплава в пучке волокон.
Поставленная задача решается благодаря тому, что в способе получения армированного волокном термопластичного материала, заключающемся в том, что осуществляют перемещение натянутого ряда пучков волокон в скользящем контакте с криволинейной поверхностью обогреваемой головки экструдера и боковыми стенками при движении расплавленного вязкого термопластичного полимера в потоке под давлением от одной стороны к другой через натянутый ряд волокон из щели в головке экструдера, согласно изобретению, подачу расплавленного термопластичного полимера, имеющего относительную вязкость по меньшей мере 50 по сравнению с муравьиной кислотой, осуществляют из щели, расположенной в криволинейной поверхности головки поперечно одной стороне ряда волокон с обеспечением вытеснения воздуха с другой стороны ряда волокон посредством потока подаваемого полимера и образования выступов полимера на указанной другой стороне ряда волокон.
Армированный волокном композитный материал получают путем пропускания предварительно нагретого растянутого пучка из ряда сплошных волокон в виде дуги в скользящем контакте с обогреваемой головкой экструдера, имеющей боковые стенки, и инжектирования термопластичного полимера с вязкостью 50 RY (рациональный индекс вязкости) через ряд волокон из щелевого отверстия в поперечном направлении к одной стороне ряда волокон, удаления воздуха из промежутков между пучками волокон и образования расположенных в случайном порядке выступов полимерного материала на другой стороне ряда волокон, причем пучки свободно движутся порознь друг от друга, тогда как полимер перемещается между ними, удерживаясь лишь силой натяжения. Скорость экструзии полимера, а также скорость продвижения пучка волокон выбирают таким образом, чтобы обеспечить требуемое отношение пучков волокна к полимеру.
Обогреваемая головка экструдера имеет изогнутую поверхность с радиусом искривления, равным в предпочтительном варианте 1,0 дюйм (25,4 мм), а волокна в предпочтительном варианте находятся в контакте с изогнутой поверхностью по крайней мере за 5о перед прохождением над щелевым отверстием и по крайней мере через 20о после прохождения над щелевым отверстием.
Пучки волокон, достигающие головки экструдера, в предпочтительном варианте нагреты по крайней мере до температуры плавления конкретного полимера, инжектируемого в ряд волокон.
Покрытые пучки волокон могут впоследствии пропускаться под натяжением над одной или рядом искривленных поверхностей, нагретых до или выше температуры плавления полимера, по крайней мере, первая из этих поверхностей в предпочтительном варианте контактирует с покрытыми пучками со стороны, противоположной стороне, находящейся в контакте с искривленной поверхностью головки экструдера. Покрытые пучки волокон могут предварительно нагреваться перед контактированием с этими поверхностями. Нагретые поверхности в предпочтительном варианте могут иметь боковые стенки, размеры которых аналогичны таковым для головки экструдера, и могут иметь стойкие к истиранию покрытия, аналогичные таковым для головки экструдера.
Натяжение пучков волокон при прохождении их над головкой экструдера по крайней мере достаточно для удержания волокон в тесном контакте с поверхностью и со сторонами экструзионной головки для предотвращения утечки полимера по сторонам и для обеспечения течения полимера между пучками. Приемлемыми являются усилия примерно 1,5-5,0 г на денье, причем натяжения нижней границы этого диапазона пригодны для продуктов, использующих полимеры с более низким RY, а более высокие натяжения для полимеров с более высоким RY. Обычно продукты с меньшей нагрузкой по волокну требуют применения несколько более низких натяжений, чем продукты с более высокой нагрузкой по волокну при данной величине RY полимера.
Данный продукт может применяться непосредственно в операции навивки волокон для изготовления армированной волокном трубы, сосудов под давлением и аналогичных цилиндрических и сферических объектов путем нагрева материала по мере того, как он навивается для крепления к ранее уложенным под ним слоям. Он может также разрезаться на отрезки и помещаться в форму для получения изделий.
Могут применяться любые сплошные армирующие волокна с единственным требованием, чтобы температура плавления или размягчения армирующих волокон превышала температуру плавления термопластичной матрицы и последующие температуры, используемые для формования деталей из композита. Примерами пригодных волокон для использования в данном изобретении служат стекло, углерод, графит и арамид.
В то время как с помощью других способов можно получить армированные волокном композиты, содержащие примерно 60-70 об. волокна хотя и с ухудшенной равномерностью, способ согласно изобретению особенно пригоден для изготовления композитов, содержащих 55 об. волокна или меньше. Маловязкие термореактивные материалы или растворы являются особенно подходящими для работы или для вытеснения из распределения в волокнах, когда имеется избыток полимера. С другой стороны, высокая вязкость полимеров согласно изобретению и быстрое охлаждение продукта после образования удерживают хорошее распределение волокон в полимере, полученное по данному способу даже в том случае, когда нагрузка по волокнам мала.
Одно из преимуществ данного способа пропитки перед другими состоит в том, что воздух, находящийся между пучками армирующих волокон, выводится через верх подаваемого полимера и этим исключаются пустоты в изделии. Преимущество данного способа по сравнению с прессующими валками состоит в том, что прессующие валки могут повреждать армирующие волокна, в особенности хрупкие волокна, например стекло и углерод, и особенно, когда волокна недостаточно параллельны и перпендикулярны друг к другу.
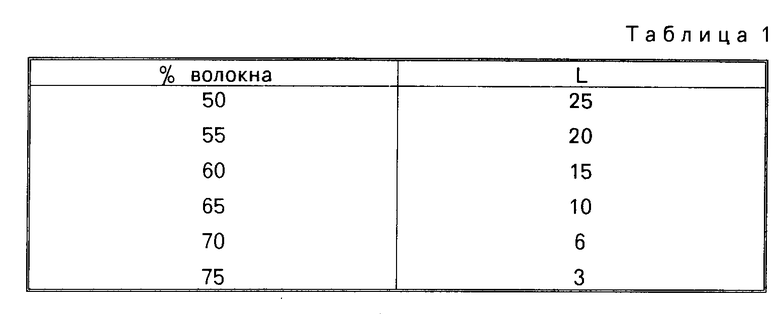
Предложенный способ раскрывает и материал для изготовления армированных волокном конструкций с термопластичной полимерной матрицей, имеющий более равномерное распределение армирующих волокон в полимере и более мелкие обогащенные смолой зоны, чем этого можно было достичь прежде, содержащий ряд сплошных волокон, расположенных в виде одного или нескольких слоев, причем для образования составного изделия (композита) практически на всех сторонах волокон имеется термопластичный полимер с RY (рациональный индекс вязкости) 50 или выше. Равномерность распределения волокон в композите, измеренная в виде отношения средней массовой длины L между пучками волокон в направлении укрепления композита к средней массовой длине между пучками волокон в перпендикулярном к предыдущему направлению, составляет примерно 0,5-1,0 и определяется описанным способом. Величины в любом направлении должны быть не больше приведенных в табл. 1.
Волокна составляют примерно 50-75 об. композитного материала.
Композитный материал может иметь форму ленты прямоугольного сечения, которая может иметь любую требуемую ширину. Из этих лент может собираться лента большей ширины путем термического склеивания множества лент друг с другом и подобным образом может увеличиваться толщина ленты за счет увеличения числа слоев. С другой стороны, композитный материал может иметь овальное или круглое сечение, полученное путем скручивания продукта в горячем состоянии. Такие композитные материалы могут использоваться в случаях, когда требуется высокая жесткость на изгиб.
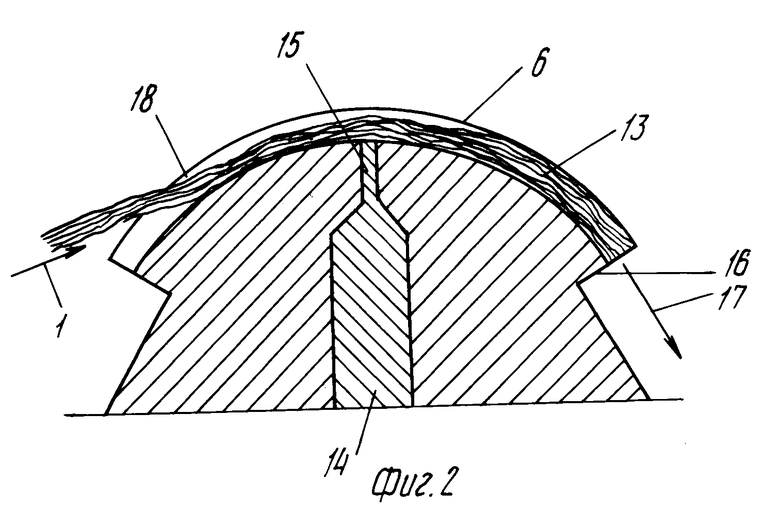
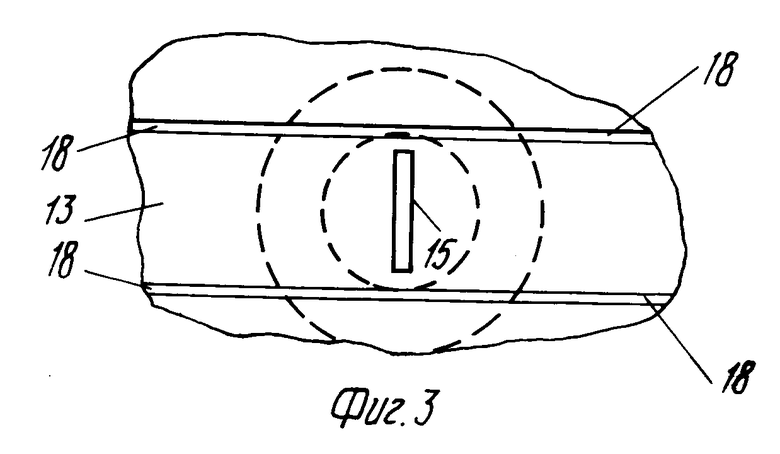
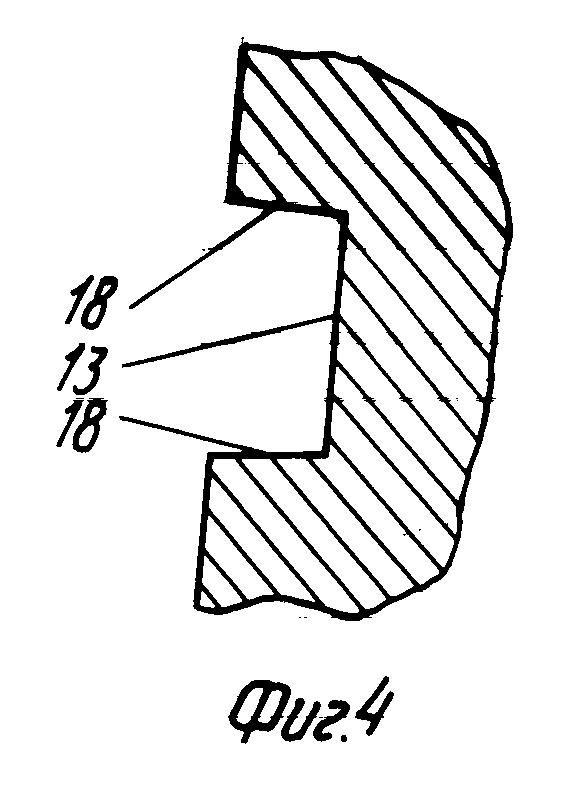
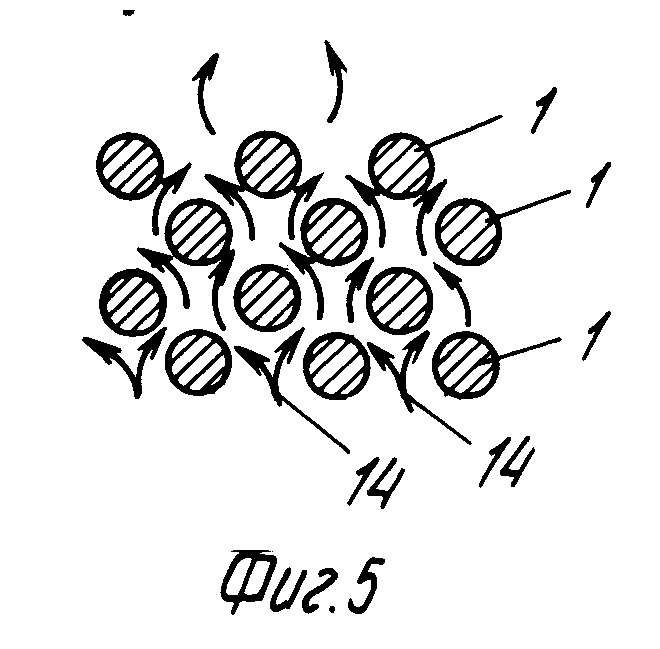
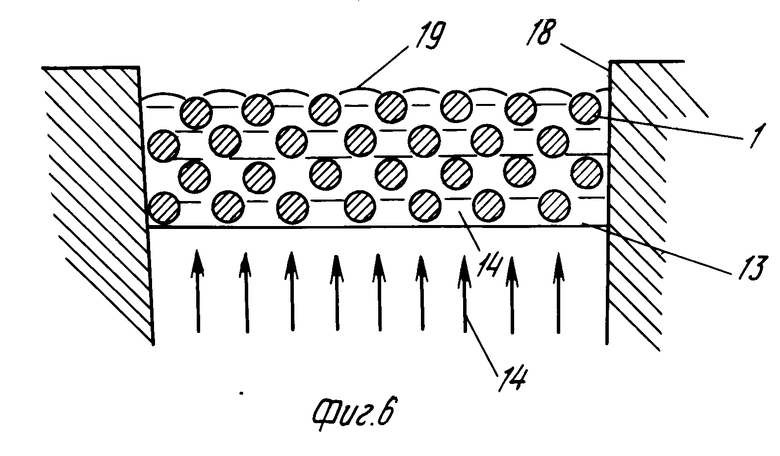
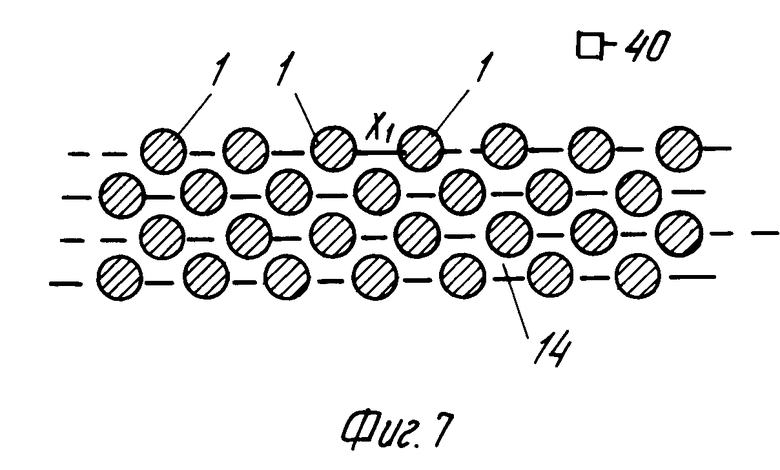
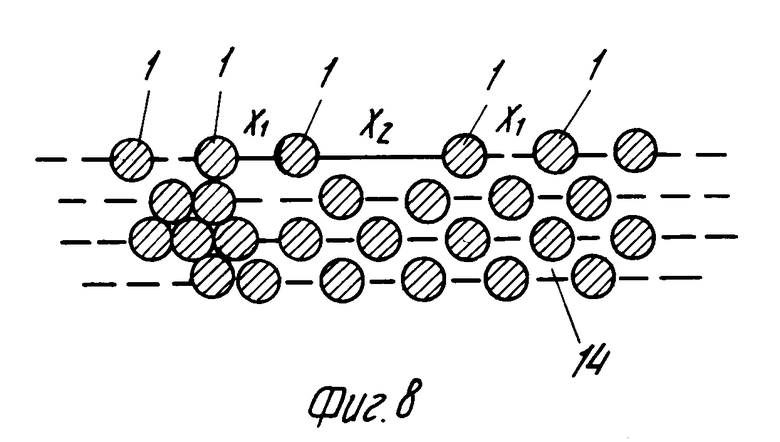
На фиг.1 схематически показан способ получения продуктов по данному изобретению; на фиг.2 обогреваемая головка экструдера, вид сбоку; на фиг.3 щелевое отверстие головки экструдера, вид сверху; на фиг.4 сечение щели, согласно фиг.1; на фиг.5 поток термопластичного полимера между армирующими волокнами; на фиг.6 сечение головки экструдера, иллюстрирующее волокна, покрытые полимером; на фиг.7 и 8 распределение волокон для продукта.
В соответствии с фиг.1 армирующие волокна 1 поступают из упаковок 2 предпочтительно путем скатывания с них во избежание вставки крученой нити, которая должна предотвращать разделение волокон, волокна соединяются вместе у валка 3 и обводятся вокруг приводных валков или соответствующего натяжного устройства 4. Нагреватели 5, которые могу быть любого типа, но в предпочтительном варианте не контактирующими с волокнами, подогревают волокна 1 до температуры, близкой к температуре, с которой полимер подается в головку 6 экструдера экструзионной машиной 7 со скоростью, связанной с объемом волокон 1, поступающих в головку 6 в единицу времени таким образом, чтобы получить требуемое объемное содержание волокон (объем волокна как процент от объема волокна плюс объем полимера). Волокна 1 протягиваются над нагреваемой головкой 6 экструдера валками 8. Для равномерного распределения волокон до головки 6 может устанавливаться распределяющее устройство 9.
Расплавленный термопластичный полимер инжектируется в распределенные волокна у головки 6, а покрытые волокна после прохождения вокруг валков 8 пропускают через нагреватели 10 для повторного нагрева продукта, покрытого у головки 6 экструдера, и затем сразу же пропускают над искривленными сглаживающими головками 11, которые подогревают вмонтированными в них нагревательными элементами сопротивления (не показаны) до температуры выше температуры плавления полимера. Сглаживающие головки 11 в предпочтительном варианте имеют форму, аналогичную форме головки 6 экструдера за исключением того, что они не имеют щелевого отверстия.
Покрытые волокна затем пропускают над валками 12, приводимыми со скоростью, соответствующей поддержанию требуемого натяжения у головок 11, а затем выводят из устройства на навивку или на другое устройство для дальнейшей обработки (не показана).
В соответствии с фиг.2-4 растянутые и подогретые волокна 1, распределенные в два или большее количество слоев и имеющие любую заданную ширину, протягивают над криволинейной поверхностью 13 головки 6 экструдера, которая нагрета до температуры выше температуры плавления применяемого полимера. Полимер 14 продавливают через щель 15 против ряда волокон 1, сгруппированных в пучки, удерживаемые натяжением и движущиеся независимо друг от друга, тогда как полимер 14 мигрирует между ними, как схематически показано на фиг. 5, выдавливая при этом воздух из промежутков между волокнами 1 и снижая сопротивление течению полимера. Угол 16 между выходным концом головки 6 и покрытыми волокнами 17, покидающими головку 6, в предпочтительном варианте составляет 90о или больше и при этом обеспечивается то, что весь полимер покидает головку 6 с покрытыми волокнами. Боковые стенки 18 головки 6 экструдера могут быть слегка изогнутыми, как показано на фиг.4. Криволинейная поверхность 13 и боковые стенки 18 в предпочтительном варианте могут покрываться твердыми, износостойкими матери- алами, например нитридом титана или окисью алюминия, или в другом варианте вся изнашивающаяся поверхность может быть изготовлена из керамической вставки. Щель 15 расположена в криволинейной поверхности 13 поперечно одной стороне ряда волокон 1.
На фиг. 6 в увеличенном масштабе показана сторона продукта против направления экструзии. Полимер обычно выступает из этой стороны в виде разбросанных гребней или выступов 19, которые вытянуты в направлении, параллельном волокнам 1 и распределены по ширине продукта. Некоторые волокна 1 между гребнями 19 неполностью покрыты полимером. Выступы 19 также изменяются по размеру, но такие изменения могут быть сведены к минимуму путем улучшения однородности в размещении волокон 1, когда они достигают головки 6 экструдера. Положение этих выступов 19 изменяется также вдоль длины продукта. В предпочтительном варианте количество полимера в этих выступах представляет собой количество, необходимое для полного покрытия всех волокон 1 на этой стороне продукта, когда полимер в выступах 19 перераспределяется при формовании изделия из композита.
Выступы 19 распределяются равномерно вдоль поверхности с помощью, например, сглаживающих головок 11, показанных на фиг.1.
Описываемое ниже исследование для определения равномерности распределения волокон включает анализ фотографий сечений образцов поперек горизонтальной проекции волокон при 40-кратном увеличении на цифровом сканирующем микроденситомере (модель Р1000 фотоскан производства Оптроникс Интернешнел, Хелмосфорд Массачусетс).
Равномерность распределения волокон (наличие площадей, обогащенных смолой)
Ультратонкие сечения (толщиной около 25 мкм) экспериментальных стержней приготовили с помощью метода петрографического секционирования, описанного в работе Костас Л.П. "Использование методов перографического тонкого секционирования для коррозионных исследований (The Use of Petrogrgohicthise Sectioning Techigues for Corrosion Studeis) Микроскоп (1981), 29, 147-152. Сечения затем сфотографировали при 40-кратном увеличении пропущенным светом в разных четырех районах, представляющих приблизительно 50% всей площади поперечного сечения экспериментального стержня. При исполь- зовании углеродного волокна, волокна выглядели темными против светлого (полимерного) основания.
Цифровой сканирующий микроденситометр, измеряющий диффузную отраженную плотность изображаемых точек на 12 х 12 см микрофотографии, применяли для определения наличия поверхностей, обогащенных смолой. Каждый элемент изображения представлял собой квадрат с размером стороны 200 мкм, а измерения представляли в цифровой форме для одной части из 256. Каждую фотомикрографию сканировали и отражающие результаты сканирования данные представляли в цифровой форме на диске. Для обработки полученных данных применяли особый алгоритм.
Порог, который находился между прохождением света через светлые и темные поверхности, выбирали таким образом, что прибор регистрировал on или off при сканировании соответствующих поверхностей. Квадратное окошко прибора имело размер 200 х 200 мкм. При сканировании увеличенной в 40 раз фотографии волокон толщиной 8 мкм соотношение между окошком и волокнами было таким же как соотношение между квадратом 40 на фиг.7 и окружностями, представляющими собой волокна 1 или пучки волокон.
Из фиг.7 видно, что если все цилиндрические пучки волокон 1 равноудалены друг от друга (т. е. имеет место идеальное смещение), то как длина линии сканирования поперек каждого пучка волокон, так и длина матричного основания между торцами пучков волокон Х1 имеют малый размер и равный по величине. Если же качество смещения отклоняется от идеального смещения, как показано на фиг.8, то пульсация длины поперек торцов пучков волокна возрастает, но не столь значительно, как сканируемая длина Х2 основания матрицы. Поэтому массовую среднюю длину между пучками волокон вычисляют по формуле
L
Значения Х возводятся в четвертую степень и делятся на сумму тех же значений в третьей степени для выделения малых различий в распределении волокон. Данные величины суммируются по всей поверхности каждой из четырех фотографий представительных поверхностей образца. Каждую фотографию сканируют в двух перпендикулярных направлениях, т.е. в направлении упрочнения композита (направление 1) и в перпендикулярном к нему направлении (направление 2) и измеряют величину L в каждом направлении.
Это есть мера частоты и протяженности обогащенных смолой поверхностей в композите. На фиг.7 и 8 представлены продукты согласно изобретению.
Если применяются светло окрашенные или прозрачные волокна, то либо волокна, либо полимерная матрица могут быть окрашены в темные тона или в полимер может вноситься небольшое количество сажи перед экструзией для обеспечения соответствующего контраста между волокнами и матрицей. Если матрица темная, то сканер устанавливают на определение расстояния между светлыми поверхностями или может сканироваться фотографический негатив.
Относительная вязкость
Использовалась стандартная методика определения относительной вязкости, которая описана в известных источниках: например в патенте США 3511815. Применяемым для этих исследований растворителем являлась смесь муравьиной кислоты и фенола.
Приготовление композитных образцов.
Покрытые полимером армирующие волокна разрезали на отрезки длиной 5,9 дюйма (15 см) и достаточное число кусочков для заполнения формы размером 6,0 х 0,5 дюйма (15,2 х 1,12 см) на глубину после упрочнения 0,125 дюйма (0,3 см) для исследований на изгиб, 0,04 дюйма (0,1 см) для исследований на сжатие взвесили и вставили в форму параллельно ее длине. Форму подогрели до температуры 295-300оС, опустили в нее плунжер размером 6 х 0,5 дюйма (15,2 х 1,12 см) и материал уплотнили под давлением 850 psi (5,95 МПа) в течение 30 мин. Затем образец извлекли из формы, охладили и удалили весь избыток полимера. Каждый образец измерили и взвесили для оценки плотности и завершенности упрочнения.
Предельная прочность на разрыв.
К каждому концу образца прикрепили алюминиевые шпонки размером 1,5 х 0,5 дюйма (3,8 х 1,27 см), на конце которых имеется конус 30о, оставив между шпонками расстояние 3,0 дюйма (7,62 см). Испытания на растяжение осуществляли при скорости ползуна 0,05 дюйма/мин (0,127 см/мин) по существу как описано в ASTM-D-3039.
Прочность на изгиб.
Прочность на изгиб определяли в соответствии с известной методикой исследования по ASTM-D-790.
Внутрислоевая (для короткого стержня) прочность на срез.
Внутрислоевую прочность на срез, известную также как срез короткого стержня, измеряли в соответствии с известной методикой исследования по ASTM-D-2344. Применили отношение пролета к глубине 4:1, а также нагрузку у трех точек.
Прочность на сжатие.
Исследуемый образец обработали по всей длине от 3,18 до 3,19 дюйма (от 8,07 до 8,1 см), ширина 0,5 дюйма (1,27 см) и толщина 0,10 дюйма (2,54 мм). В центре стержня прорезали канавки для уменьшения размера сечения, размер по длине составил 0,188 дюйма, а толщина оставшегося материала составляла 0,045±0,05 дюйма (1,143±0,127 мм). Образец зажали и испытали в соответствии с ASTM-D-695.
П р и м е р.
Углеродную пряжу, состоящую из 3000 волокон диаметром около 8 мкм, покрыли термопластичным полимером, поликарбонамидом из декандикарбоновой кислоты ибис (пара-аминоциклогексил) метана, как описано в патенте США 3393210, для образования композитного материала (используемое оборудование показано на фиг.1-4). Применяли подачу углеродной пряжи лишь от одной упаковки. Пряжа состояла из 50-75 об. композитного материала.
Пряжу со скоростью 7,2 ярда/мин (6,58 м/мин) пропускали над контактным нагревателем для подогрева пряжи до температуры примерно 280оС за исключением образца 5, для которого использовали радиационный нагреватель и скорость пряжи составляла 15,2 ярда/мин (13,9 м/мин). Натяжение в пряже, достигающей головки экструдера, составляло 3800 г, после головки экструдера в вертикальный экструдер подали 7300 г чешуек полимера. Вертикальный экструдер имеет водоохлаждаемую горловину и продуваемый азотом бункер, где полимер плавится и подается в головку экструдера под давлением около 200 psi (1,4 МПа) и при температуре 307-320оС.
Головка экструдера имеет радиус 1,0 дюйм (2,54 см), криволинейная поверхность имеет внутренний угол 120о, а ширина поверхности 13 составляет 0,135 дюйма. Щелевое отверстие 15 имеет продольный размер 0,127 дюйма (3,22 мм) и ширину 0,040 дюйма (1,01 мм).
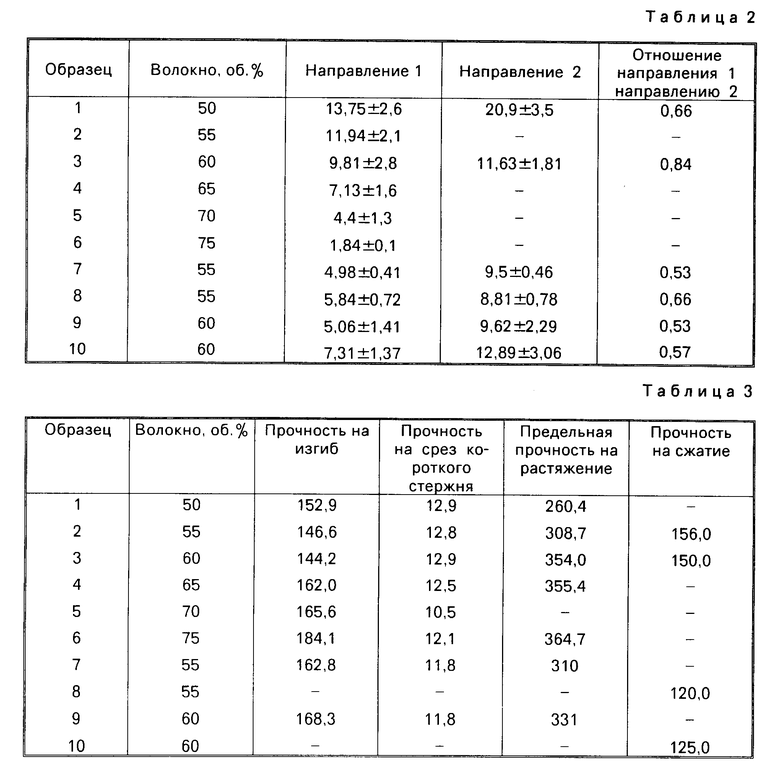
Образцы 1-6 получили из покрытых волокон, которые охладили и немотали на катушку после прохождения головки 6 экструдера без повторного подогрева нагревателем 10 или прохождения над сглаживающими головками 11. Из этих образцов изготовили композитные образцы и испытали. Данные о наличии обогащенных смолой поверхностей приведены в табл. 2, а физические свойства представлены в табл. 3.
Облицованные волокна, полученные как было описано выше, отбирали с упаковки и пропускали через нагреватель 10 и над двумя сглаживающими головками 11, установленными последовательно. Натяжение перед сглаживающими головками 11 составляло около 1000 г, а натяжение после сглаживающих головок 11 составляло около 6000 г. Температура сглаживающих головок 11 равнялась 320оС. Сглаживающие головки 11 имели такие же размеры, что и головки 6 экструдера, но не имели щелевого отверстия. Этот процесс затем повторили, т. е. облицованные волокна дважды пропустили над двумя сглаживающими головками 11. Свойства образцов 7-10 приведены в табл. 2 и 3.
Обогащенные смолой поверхности вероятно возникают у поверхностей пучков из покрытых волокон, и когда эти пучки уплотняют в форме, то появляются обогащенные смолой площади в виде обороздчатости или плоскости отслоения, которые преимущественно перпендикулярны к направлению прессования при уплотнении. Другие обогащенные смолой области могут иметь неправильную форму. Эти области сжимаются в большей мере, чем области с хорошо распределенными волокнами, и действуют как концентраторы напряжений, инициирующие разрушение. Для детектирования этих областей и для определения общего распределения обогащенных смолой зон фотографии сканировали в направлении уплотнения композита (направление 1) в перпендикулярном к первому направлению (направление 2). Большая величина L в любом направлении указывала на наличие обогащенных смолой областей, а большая величина отношения между L в двух направлениях указывает, что обогащенные смолой области имеют пластинчатую природу.
Прочности на изгиб и на срез короткого стержня композитных образцов показали отсутствие больших концентраций напряжений. Предельные прочности на разрыв данных образцов были равны или превышали таковые для композитов, использующих матрицу из термореактивной эпоксидной смолы. Прочности на сжатие были высокими для низкомодульной термопластичной матрицы и указывали на отсутствие больших концентраций напряжения.
Таким образом, в соответствии с предложенным способом создается объем между поверхностью наносящей головки и набором волокон и этот объем герметически закрыт, чтобы не вытекал полимер, при помощи давления, создаваемого набором волокон на поверхности выше и ниже щелевой фильеры. Это позволяет использовать высокие давления для пропитки и равномерного распределения расплава в пучке волокон с 10%-ным захватом потока полимера и без его утечек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТА И ЖГУТ | 1990 |
|
RU2071513C1 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ ВОЛОКНА | 1990 |
|
RU2011701C1 |
| Композит | 1989 |
|
SU1825334A3 |
| СМЕШАННАЯ ПРЯЖА ДЛЯ ФРИКЦИОННЫХ ИСПОЛЬЗОВАНИЙ | 1999 |
|
RU2216612C2 |
| НЕПРЕРЫВНОЕ ВОЛОКНО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1990 |
|
RU2024654C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОРОДНОЙ КОМПОЗИЦИИ ИЗ АРАМИДНЫХ ВОЛОКОН И ПОЛИМЕРА, ПРОДУКТ ИЗ НЕЕ | 1998 |
|
RU2182578C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИКОМПОНЕНТНОГО ВОЛОКНА ТИПА "ЯДРО-ОБОЛОЧКА" | 1990 |
|
RU2044804C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ УДЛИНЕННЫХ СОСТАВНЫХ КОМПОЗИТНЫХ СТРУКТУР | 1990 |
|
RU2027604C1 |
| Композиционный материал | 1988 |
|
SU1838147A3 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1990 |
|
RU2029773C1 |

Использование: получение армированного волокном термопластичного материала для изготовления нагруженных деталей, например авиационно-космических аппаратов. Сущность изобретения: армированный волокном материал получают путем пропускания предварительно нагретого натянутого ряда волокон над криволинейной головкой экструдера. Через ряд волокон из щели, расположенной поперечно ряду волокон, течет термопластичный полимер, вытесняя воздух из ряда волокон и одновременно покрывая волокна полимером с образованием выступов полимера на другой стороне ряда волокон. Волокна составляют 50 70% от объема материала, а полимер имеет относительную вязкость по крайней мере 50 по сравнению с муравьиной кислотой. 8 ил.
СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ВОЛОКНОМ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, заключающийся в том, что осуществляют перемещение натянутого ряда пучков волокон в скользящем контакте с криволинейной поверхностью обогреваемой головки экструдера и боковыми стенками при движении расплавленного вязкого термопластичного полимера в потоке под давлением от одной стороны к другой через натянутый ряд волокон из щели в головке экструдера, отличающийся тем, что подачу расплавленного термопластичного полимера, имеющего относительную вязкость по меньшей мере 50 по сравнению с муравьиной кислотой, осуществляют из щели, расположенной в криволинейной поверхности головки поперечно одной стороне ряда волокон, с обеспечением вытеснения воздуха с другой стороны ряда волокон посредством потока подаваемого полимера и образования выступов полимера на указанной другой стороне ряда волокон.
| Устройство для производства армированных материалов из термопластов | 1977 |
|
SU614960A1 |
| Солесос | 1922 |
|
SU29A1 |
