Изобретение относится к области декоративно-прикладного искусства, а именно к изготовлению художественно-декоративных изделий.
Известен способ изготовления художественно-декоративных изделий типа скульптуры под чугун на основе эпоксидных смол, включающий приготовление эпоксидной композиции, заливку ее в разборную форму, отверждение и расформовку.
Недостатками данного способа изготовления художественно-декоративных изделий является невозможность получения изделий достаточно сложной конфигурации в пространстве, а также имеющих тонкие неправильной формы детали при использовании полимербетонных смесей, трудоемкость изготовления и применения разборных форм, сложность изготовления изделий.
Цель изобретения - повышение прочности, увеличение класса чистоты поверхности изделий и увеличение долговечности форм.
Поставленная цель достигается тем, что 100 мас.ч. желатина замачивают в тепловой воде в количестве 250-350 мас.ч. выдерживают его до полного набухания желатина, затем эту смесь расплавляют, не доводя до кипения и, тщательно перемешивая, добавляют 175 мас.ч. глицерина и охлаждают ее, затем полученную массу разрезают горячей проволокой на куски размерами до 1 см и помещают куски в термошкаф, где выдерживают при 30-50оС в течение 2-3 сут, затем куски помещают в емкость, расплавляют на паровой бане и перемешивают, заливают расплавленной смесью копию изделия и после охлаждения копию извлекают из формы, а отверждение полимербетона проводят до достижения им 40-60% степени полного отверждения, затем полуфабрикат полимер-бетонного изделия деформируют до придания ему формы изделия, после чего доотверждают, тем, что, с целью закрепления выступающих тонких частей при использовании полиэфирной полимер-беонной смеси после придания полуфабрикату формы изделия, тонкие части закрепляют с помощью проволочной конструкции заданной конфигурации в пространстве, тем, что в форму перед заливкой полимербетонной смеси вставляют металлическую конструкцию заданной конфигурации.
Изготовление безразборной гибкой формы из смеси желатина (100 мас.ч.) воды (250-350 мас.ч.) и глицерина (175 мас.ч.) позволяет получать художественно-декоративные изделия сложной конфигурации в пространстве с применением эпоксидных и полиэфирных полимербетонных смесей, увеличивающих прочность изделия, а расформовка полуфабрикатов изделий из этих форм после достижения ими 40-60% полной степени отверждения полимербетона позволяет обеспечить высокий класс чистоты лицевой поверхности изделий и увеличить долговечность форм из смеси желатина, воды и глицерина, придать изделиям путем деформирования полуфабрикатов изделий или их отдельных частей заданную форму, т.е. позволяет расширить способ путем получения изделий, имеющих сложные конфигурации в пространстве. Использование поддерживающих металлических конструкций позволяет после деформирования изделий или его частей сохранять приданную форму изделиям до их полного отверждения. Использование металлической конструкции, способной деформироваться и сохранять форму после деформирования, которую вставляют в форму до заливки полимербетонной смеси, позволяет увеличить прочность изделий и сохранить их форму в процессе доотверждения.
Способ изготовления художественно-декоративных изделий заключается в следующем.
Изготавливают форму из смеси желатина, воды и глицерина для получения полуфбариката изделия, т.е. изделия упрощенной формы. Форму изготавливают следующим образом. Замачивают 100 мас.ч. желатина в тепловой воде в количестве 250-350 мас.ч. и выдерживают его до полного набухания желатина, затем эту смесь расплавляют, не доводя до кипения, и, тщательно перемешивая, добавляют в нее глицерин в количестве 175 мас.ч. и охлаждают ее. Разрезают горячей проволокой на куски размерами до 1 см и помещают куски в термошкаф, где выдерживают при 30-50оС в течение 2-3 сут, затем куски помещают в емкость, расплавляют на паровой бане и перемешивают. После этого изготавливают или используют упрощенную матрицу изделия, т.е. матрицу полуфабриката изделия. Помещают ее в емкость, накрытую по стенкам полиэтиленовой пленкой и заливают расплавленной смесью. После охлаждения смеси желатина, воды и глицерина и матрицу полуфабриката изделия расформовывают и заливают в полученную форму полимербетонную смесь. Затем после достижения 40-60% степени полного отверждения полимербетона полуфабрикат изделия расформовывают и деформируют все изделие или его отдельные части до придания изделию конечной формы, после чего все изделие доотверждают. В случае наличия у изделий выступающих тонких частей и использования полиэфирной полимербетонной смеси после
придания им заданного положениия в пространстве их закрепляют в этом положении с помощью проволочной конструкции заданной конфигурации. При необходимости наличия у изделий тонких деталей неправильной формы в пространстве и необходимости придания изделию большей прочности в форму перед заливкой полимербетонной смеси вставляют металлическую конструкцию заданной конфигурации, способную деформироваться под внешней нагрузкой и сохранять форму после деформирования.
Изобретение иллюстрируется следующим примерами.
П р и м е р 1 осуществления предлагаемого способа по п.1 формулы изобретения.
Изготавливали форму из смеси желатина, воды и глицерина следующим образом.
1 кг желатина замачивали в 3,5 л теплой воды и выдерживали, периодически помешивая, в течение 5 ч до полного набухания желатина. Затем эту смесь вновь расплавляли, не доводя до кипения, и, тщательно перемешивая, добавляли в нее глицерин в количестве 1,75 кг и полученную смесь охлаждали. После этого сплошную массу полученную в результате охлаждения, горячей проволокой нарезали на пластины толщиной 1 см, которые в свою очередь резали проволокой на столбики сечением 1х1 см, а столбики на кубики размерами 1х1х1 см и помещали их в термошкаф, где выдерживали при 50оС в течение 2 сут, для удаления избытка воды. При этом кубики уменьшались в размерах. Затем брали матрицу в виде гипсовой фигуры черта, покрытую сверху лаком, помещали ее в коробку, покрытую полиэтиленовой пленкой лицом вверх, и заливали приготовленной смесью из желатина, воды и глицерина. После охлаждения смеси и достижения ею нужной степени упругости матрицу полуфабриката изделия расформовывали и в освободившуюся форму заливали приготовленную полимербетонную смесь на основе смолы ЭД-20 с отвердителем - полиэтиленполиамином (10% от массы смолы) - и заполнителем из дробленого мрамора фракции 0-5 мм. Через 3,5 ч после достижения изделием 40% степени отверждения его расформовывали и деформировали его отдельные части для придания
изделию большей рельефности и выразительности. После этого изделие доотверждалось в течение суток. В результате получено изделие в виде фигурки черта, превосходящее по своему внешнему виду изделие из гипса (матрица) и изделие, полученное по известному способу и обладающее прочностью, в 1,5 раза превышающей прочность изделия на эпоксидном связующем с мелким заполнителем из мрамора фракции 0-0,63 мм.
П р и м е р 2 осуществления предлагаемого способа по п.1 формулы изобретения. Для изготовления безразборной формы брали 1 кг желатина 2,5 л воды и 1,75 кг глицерина. Операции по изготовлению формы для получения полуфабриката изделия были, как в примере 1, но куски массы отвержденной смеси выдерживали в термошкафу при 30оС в течение 3 сут. Далее все операции повторяли, как в примере 1, но использовали матрицу в виде статуэтки девушки из мрамора, у которой руки были прижаты к телу. Полимербетонную смесь готовили на основе эпоксидной смолы с заполнителем из белого мрамора фракции 0-2,5 мм. Через 6 ч после достижения 60% степени полного отверждения эпоксидного полимербетона полуфабрикат изделия расформовывали и прижатым рукам путем деформирования придавали заданное положение, а также изменяли форму прически и поворота головы скульптуры. В результате было получено изделие в виде статуэтки девушки, держащей руки на поясе, не уступающее по внешнему виду аналогичному изделию из мрамора, но улучшенной художественной выразительности.
П р и м е р 3 осуществления предлагаемого способа по п.2 формулы изобретения.
Все операции по изготовлению формы были, как в примере 1, но использовалась матрица в виде фигуры льва из природного гипса с выступающим тонким и длинным опущенным хвостом. Полимербетонную смесь готовили на основе полиэфирной смолы ПН-1 с отвердителем - перекисью бензоила (4% от массы смолы, ускорителем отверждения диметиланилином и зополнителем из крошки розового мрамора фракции 0-0,36 мм. После расформовки изделия по достижении им 60% степени отверждения, его расформовывали и деформировали вверх хвост льва до придания ему нужной формы в пространстве и закрепляли его с помощью проволочной конструкции заданной конфигурации в пространстве, после чего выдерживали изделие в таком виде до достижения им полной степени отверждения. В результате получено изделие в виду фигуры льва, отличающееся по внешнему виду от оригинала.
П р и м е р 4 осуществления предлагаемого способа по п.3 формулы изобретения.
Все операции по изготовлению были, как в примере 1, но в форму в виде стилизованного горного козла вставляли металлическую конструкцию, соответствующую конфигурации формы, и заливали в форму полимербетонную смесь состава, как в примере 2. После расформовки изделия рога и голову горного козла вместе с металлической конструкцией деформировали до придания изделию естественного вида и изделие доотверждали. В результате вместо фигуры стализованного горного козла получили фигуру с нужным изгибом рогов и наклоном головы.
П р и м е р 5 осуществления предлагаемого способа по п.3 формулы изобретения.
Изготовление смеси желатина, воды и глицерина осуществляли, как в примере 1. В качестве матрицы для изготовления формы для получения полуфабриката изделия использовали чеканку с выпуклыми фигурками размерами 200х600 мм. Приготовление полимербетонной смеси на основе смолы ПН-1 осуществляли, как в примере 3. После заливки в форму полимербетонной смеси в нее укладывали стальные прутки 3 мм вдоль длинной стороны полуфабриката изделия. После выдержки полимербетона до 40% степени полимеризации его отверждения полуфабрикат изделия расформовывали и деформировали его в кольцо вокруг цилиндрической вазы с длиной окружности 590 мм, где оно и доотверждалось. В результате был получен декоративный элемент в виде кольца шириной 200 мм для улучшения художественной выразительности стеклянной вазы.
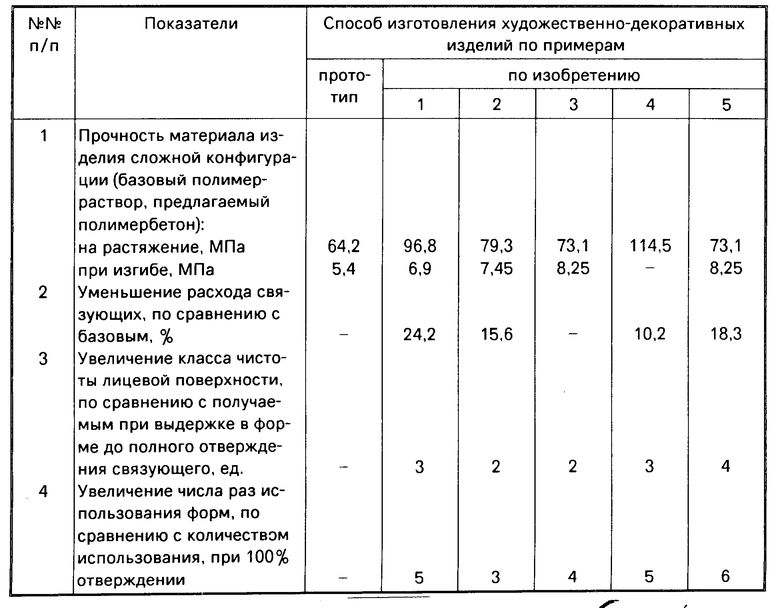
Технико-экономические показатели изготовления художественно-декоративных изделий приведены в таблице.
Преимущества предлагаемого варианта изготовления художественно-декоративных изделий, по сравнению с базовым:
повышается прочность изделий за счет применения эпоксидных и полиэфирных полимербетонных смесей, т.е. использование крупного заполнителя, а также за счет армировки изделий;
расширяется область применения способа за счет применения изделий более сложной конфигурации в пространстве;
улучшается класс чистоты поверхности изделий;
экономится расход полимерных связующих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления декоративно-художественных изделий | 1990 |
|
SU1763213A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2038341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1991 |
|
RU2021114C1 |
| Способ изготовления художественно-декоративных изделий | 1991 |
|
SU1799737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2022944C1 |
| ПОЛИМЕРБЕТОННАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 1991 |
|
RU2026841C1 |
| Способ изготовления облицовочной плиты | 1990 |
|
SU1761551A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2021113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2021147C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2022945C1 |
Способ изготовления художественно-декоративных изделий. Сущность изобретения: изготавливают форму из смеси желатина, воды, глицерина. Для этого на матрицу заливают расплавленную смесь желатина, воды, глицерина и после ее охлаждения расформовывают матрицу полуфабриката изделия и заливают в нее полимербетонную смесь. После достижения изделием 40 - 60% степени полимеризации, изделие расформовывают, деформируют его целиком или отдельные части до придания изделию конечной формы, после чего изделие доотверждают. В случае наличия у изделия тонких выступающих частей и применения полиэфирной полимербетонной смеси после придания изделию конечной формы, тонкие части закрепляют в этом положении с помощью проволочной конструкции. При наличии у изделия тонких деталей неправильной формы перед заливкой полимербетонной смеси в форму в нее вставляют металлическую конструкцию заданной конфигурации, способную деформироваться и сохранять форму после деформирования. 2 з.п. ф-лы, 1 табл.
| Способ отливки настольной скульптуры под чугун | 1959 |
|
SU125169A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
