Изобретение относится к оборудованию для подачи и раскроя настилов материалов и может быть использовано в текстильной, легкой и пищевой промышленности.
Целью изобретения является повышение надежности работы.
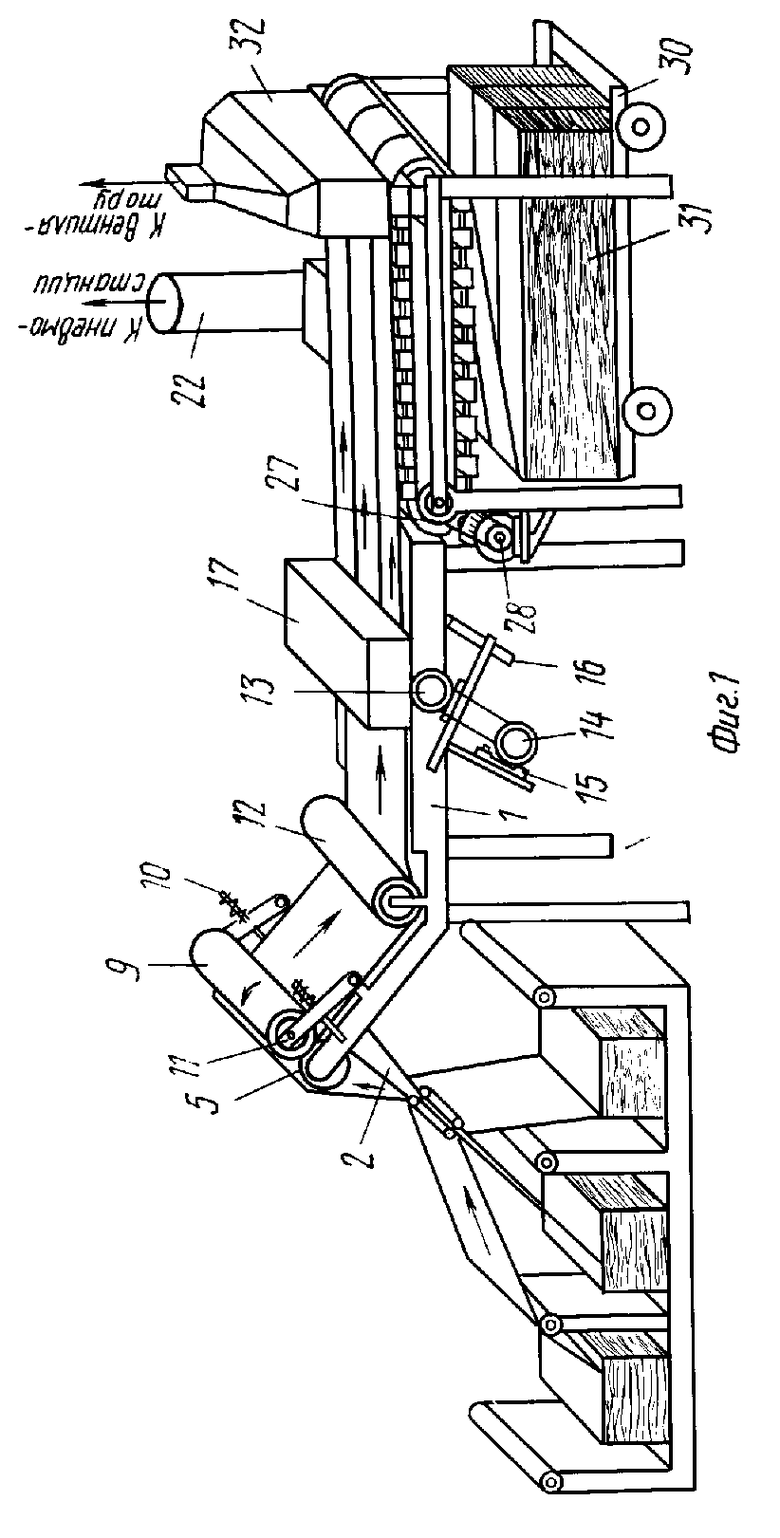
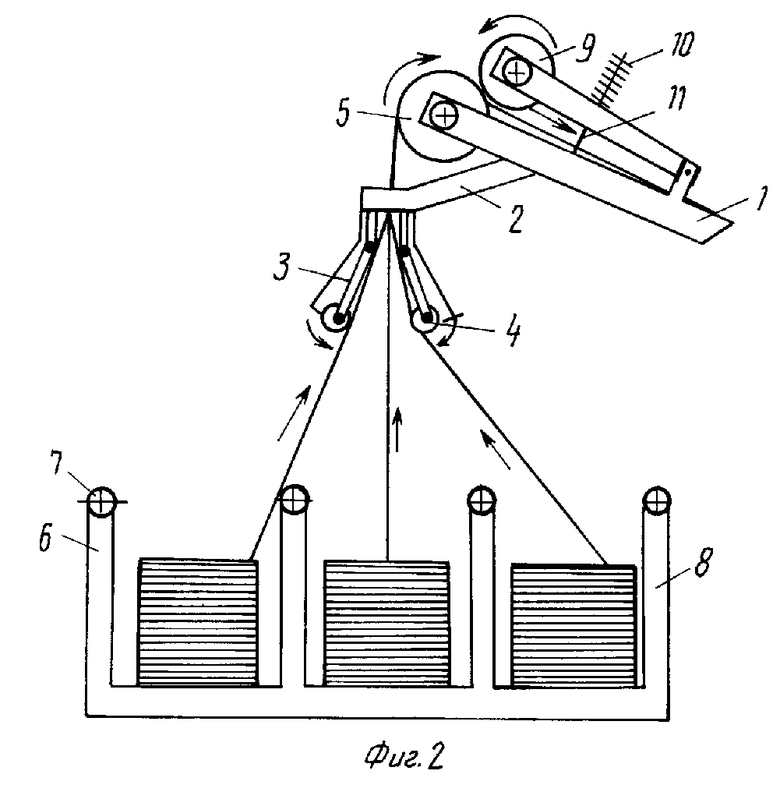
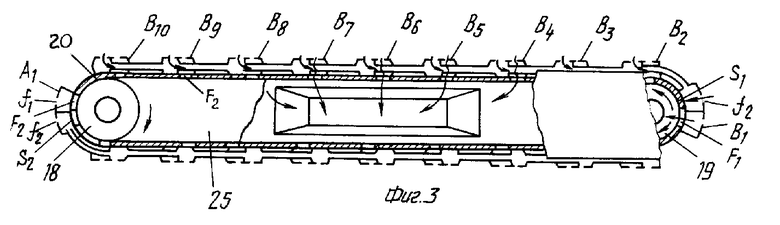
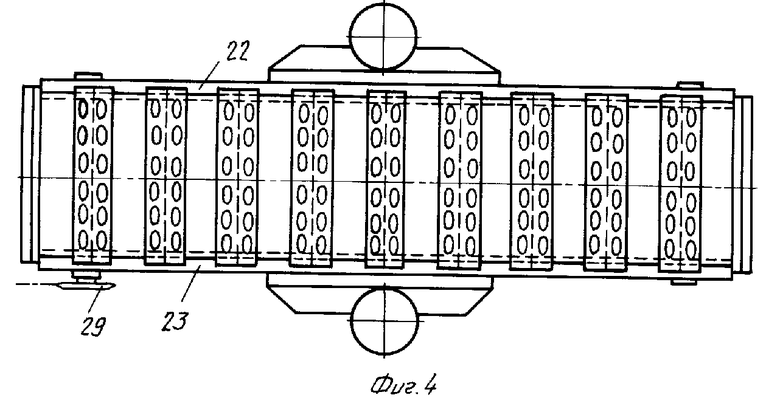
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - приспособление для предварительного формирования многослойной ткани из несколько кип; на фиг. 3 - транспортер, вид сбоку; на фиг. 4 - то же, вид сверху; на фиг. 5 - то же, разрез по середине; на фиг. 6 - бесконечная лента с окнами; на фиг. 7 - перфорированный барабан; на фиг. 8 - ведущий барабан транспортеры; на фиг. 9 - всасывающие камеры, вид сбоку; на фиг. 10 - диаграмма трехциклового режима работы всасывающего транспортера.
Устройство состоит из основания 1, на котором жестко крепятся кронштейны 2, взаимосвязанные шарнирно балластами 3, и ролики 4 приемного шлюза, а сверху шлюза на основании 1 установлен ролик 5. Под шлюзом установлена кассета 6 с роликами 7. В ячейке кассеты устанавливаются кипы 8 ленточной ткани. На кронштейнах 2 шарнирно установлены ролик 9 с пружинами 10 и натяжные болты 11, концы которых приварены на кронштейнах 2. К основанию 1 с двух сторон прикреплен ролик 2, обеспечивающий выравнивание ткани, под плоскостью стола установлен аппарат продольного резания, ножи которого через сквозные вырезы стола выступают через стол на 1/3 режущей кромки ножей, прикрепленных на едином валу с шкивом 13, получающий вращение от электродвигателя 14. Электродвигатель 14 установлен на плите 15, прикрепленной шарнирно к основанию 1 и регулируемой винтами 16 по отношению к основанию. Сверху стола установлен шарнирно прижим с кожухом 17.
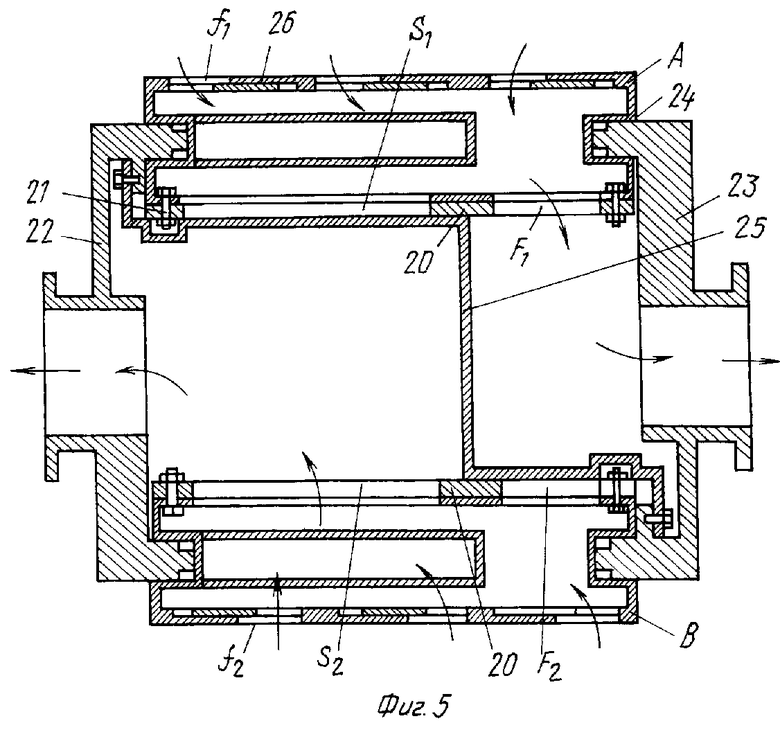
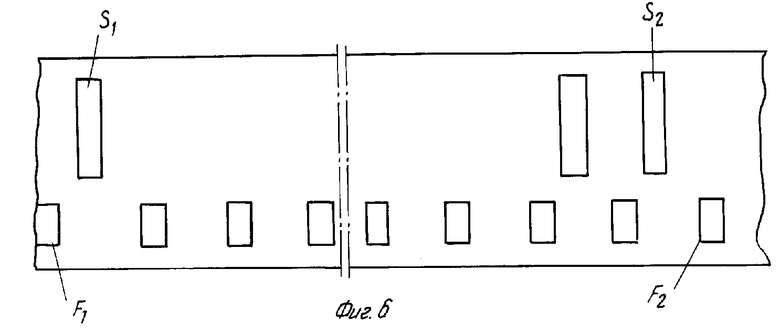
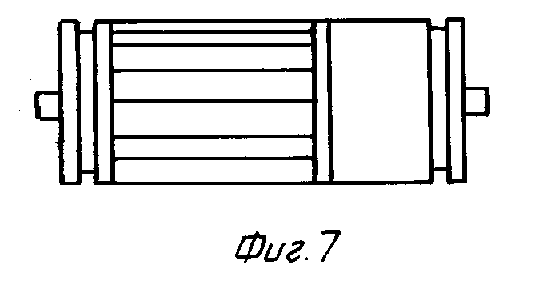
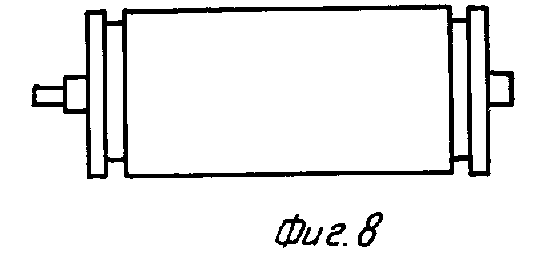
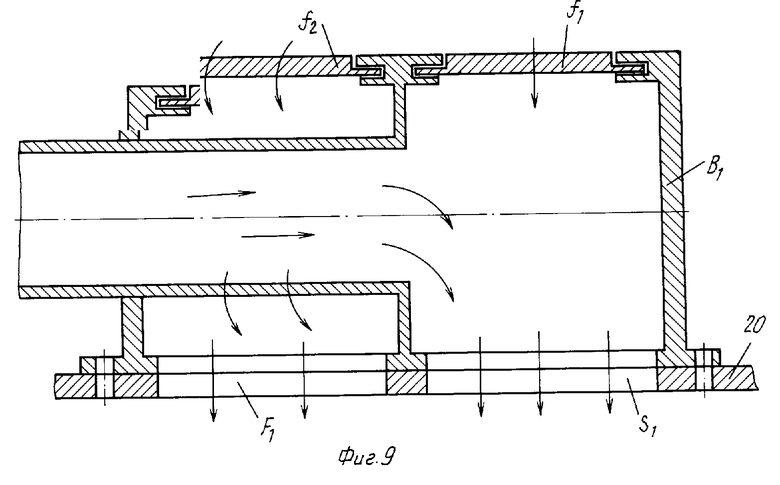
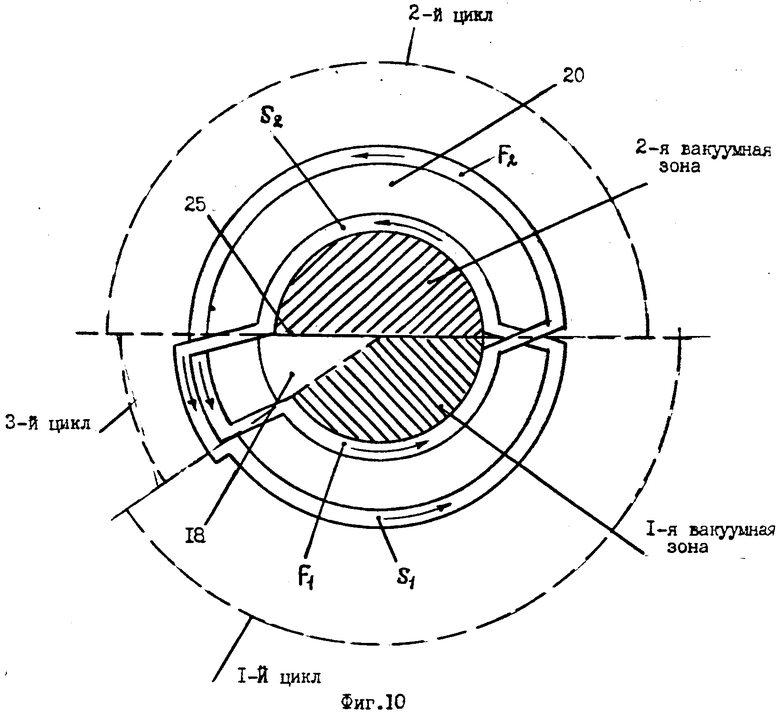
Транспортер состоит из ведущего 18 и перфорированного 19 барабанов бесконечной транспортерной ленты 20 с окнами S1 и S2, F1 и F2 двух групп всасывающих камер А1-А10 и В1-В10, прикрепленных болтами 21 на бесконечной ленте 20. Транспортер с обеих сторон закрывают кожухами 22 и 23 герметично с изоляцией 24, а между барабанами 18 и 19 внутри под ленты 20 к кожухам 22 и 23 прикреплена фигурная перегородка 25 Z-образной формы, перекрывающая в верхней ветви плоскостью окна сечениями S1 и S2 и в нижней ветви окна сечениями F1-F2 камер А1-А10 и В1-В10. Камеры А1-А10 и В1-В10 имеют фигурные отверстия f1 и f2 с лючками 26 для регулировки сечений этих отверстий. Транспортер приводится в движение электродвигателем 27 через редуктор 28 и звездочкой 29, насаженной на оси ведущего барабана 18. Под транспортер установлена плоская основа 30 для сбора вырезанных деталей на многослойной ленточной ткани в пакете 31. Сверху транспортера установлен аппарат поперечного резания с аспирационным кожухом 32.
Концы легочной ткани кип 8 устанавливают в кассете 6, предварительно разрезаются в продольном направлении на ленты длиной 2,5 м от начала кромки по условной линии разреза Р так, чтобы ширина каждой ленты была 35 см, и заправляется через шлюз, обеспечивающий равномерное прилегание слоев под взаимодействия роликов 4 балластов 3 на ролик 5 под роликом 9, и ролик 12 притягивается на стол между прижимом ткани 17 и ножа аппарата продольного резания, далее притягивают многослойную ткань сверху на транспортер под аппаратом поперечного резания, при этом конец ткани накладывают без морщин и неровностей на поверхность первой камеры А1, а отверстия f1 и f2 заранее регулируют при помощи лючков 26 согласно расчетов по формуле
f = ϕ (H ˙L), где ϕ - коэффициент сопротивления (лежит в пределах от 0,95 до 1,5);
Н - ширина сечения, мм;
L - длина сечения, мм.
После укладки многослойной ткани на поверхность камер А1-А8 транспортера и выравнивания морщин и неровностей включают станцию всасывания, взаимосвязанную с системой воздуховодов и кожухами 22 и 23.
При включении всасывающей станции с обеих боковых сторон транспортера происходит всасывание воздуха через правую и левую зоны (см. фиг. 5) из верхней ветви транспортера через окно F1 и отверстие f2 (см. фиг. 3) каждой камеры А1-А8, обеспечивающие присасывание или сильное сцепление многослойной ткани к поверхности камер по всей плоскости. В этот момент присасывание ткани к камерам А9 и А10 через отверстие f2 не происходит, так как положение этих камер находится в месте перекрытия плоскостью ведущего барабана 18, кроме того всасывание и сцепление ткани на поверхность камер А1-А10 через отверстия f1 также не происходит, так как сечение S1 камеры А1, сообщенной через патрубки с остальными камерами этой группы, перекрыта левым крылом перегородки 25. Одновременно в нижней ветви транспортера через левую зону, окно S2 и отверстия f1 (см. фиг. 3), взаимосвязанных или сообщенных через патрубки от первой камеры В1 до последней В10, происходит всасывание воздуха, а через окно F2 и отверстие f1 всасывание воздуха не происходит, так как сечение окон каждой камеры в нижней ветви перекрыты правым крылом перегородки 25, а последние две камеры В9 и В10 окна F2 перекрыты правым крылом сплошной плоскости барабана 19.
После включения всасывающей станции включают электродвигатель 27, который приводит в движение транспортер через редуктор 28 и звездочкой 29, соединенной цепью и насаженной на ось ведущего барабана 18. Начало движения транспортера обусловлено началом первого цикла всасывания и транспортирования многослойной ткани.
В первом цикле ткань транспортируется и всасывается одновременно, придавая при этом сцепление к камерам А1-А10 в верхней ветви через окно F1 и отверстие f2, в этот момент камеры В1-В10 находятся в нижней ветви транспортера, где осуществляется второй и третий цикл всасывания. Первый цикл всасывания заканчивается и начинается второй цикл, как только первая камера А1 переходит на поверхность перфорированного барабана 19, в этот момент камера А1 через окно S1, сообщенное с остальными камерами через патрубки, камеры А2-А10 через отверстия f1 дублируют всасывание ткани в верхней ветви и создается более сильное сцепление многослойной ткани на поверхность камер А1-А10. В этот момент камера В1 переходит на поверхность ведущего барабана 18, который своей плоскостью перекрывает сечение окна S2, взаимосвязанное или сообщенное с остальными камерами через патрубки и атмосферой через отверстие f1, а отверстия f2 камер В1-В10 в нижней ветви закрыты благодаря перекрытию сечения окон F2 всех камер правым крылом перегородки 25, и всасывание в нижней ветви камер В1-В10 полностью прекращается. Во втором цикле в нижней ветви транспортера всасывание воздуха через окно F1 камер А1-А10 и отверстие f2 прекращается по мере передвижения транспортера и перекрытия окон F1 камер правым крылом перфорированного барабана 19, плоскость которого не является перфорированной и в дальнейшем перекрытие правым крылом перегородки 25 по мере передвижения камер А1-А10 - в нижней ветви транспортера. Второй цикл заканчивается как только камера А1 входит в контакт с плоскостью барабана 18 и прикрывает окно S1.
По окончании второго цикла работы транспортера или перемещение камеры А1 до ведущего барабана 18 автоматическая система управления выключает электродвигатель 27 и тормозной узел останавливает транспортер, и аппарат поперечного резания осуществляет резку многослойной ткани в поперечном направлении между камерами А10 и В1 в верхней ветви транспортера, после резки автоматическая система управления устанавливает ножи в верхнем положении и включает электродвигатель 7, который приводит в движение транспортер. После дальнейшего пуска в работе транспортера в нижней ветви осуществляется третий цикл путем полного перекрытия окна S1 камеры А1 плоскостью ведущего барабана 18 по всей плоскости, что обеспечивает снятие сил сцепления и увеличения сил гравитации по всей нижней плоскости, что способствует одновременному отрыву вырезанных деталей и укладки на основу 30.
При выходе в верхней ветви транспортера камеры А1 с сечением окна S1 из контактной плоскости с барабаном 18 окноS1 перекрывается левым крылом перегородки 25 и воздух через отверстие f1 не всасывается, в верхней ветви всасывание воздуха и сцепление ткани осуществляется через окна F1 отверстия f2 по мере выхода камер А1-А10 из контактной плоскости с барабаном 18. Камеры В1-В10 выполняют одинаковую функцию и работу аналогично камер А1-А10.
Выполнение конструкции на основе трехциклового непрерывного всасывания и подачи камерами транспортера в рабочих зонах многослойный материал позволяет в рабочей зоне верхней ветви увеличить силу сцепления в два раза, так как всасывание осуществляют в этой зоне через все отверстия f1 и f2 при первом и начале второго циклах работы транспортера, кроме того увеличена зона всасывания и плавного перехода благодаря всасыванию воздуха только через отверстие f1 во втором цикле в нижней ветви и обеспечению при третьем цикле полного перекрытия всех всасывающих отверстий f2, или способствованием силам гравитации без воздействия других сил обеспечивают отрыв деталей с поверхности камер и их укладку равномерно в стопу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для расщипывания упакованного в кипы табака | 1987 |
|
SU1494903A1 |
| Смеситель листового табака | 1981 |
|
SU1020118A1 |
| ЖЕСТКАЯ ПАНЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА С ЦЕНТРАЛЬНЫМ ВСПЕНЕННЫМ СЛОЕМ И СМОЛЯНЫМ ПОКРЫТИЕМ | 2022 |
|
RU2833453C2 |
| УСТАНОВКА ДЛЯ ДОБЫЧИ ЖЕЛЕЗОМАРГАНЦЕВЫХ КОНКРЕЦИЙ СО ДНА ОКЕАНА | 2005 |
|
RU2289696C1 |
| ГИДРОЭЛЕКТРОСТАНЦИЯ КОНВЕЙЕРНОГО ТИПА | 2012 |
|
RU2515695C2 |
| СПОСОБ РАБОТЫ КОЛЬЦЕВОГО РЕАКТИВНОГО МОТОРА ВНУТРЕННЕГО СГОРАНИЯ И КОЛЬЦЕВОЙ РЕАКТИВНЫЙ МОТОР ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146335C1 |
| Устройство для сортировки бревен на воде | 1975 |
|
SU695935A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| Устройство для прессования и упаковки табака в кипы | 1986 |
|
SU1349751A1 |
| Поточная линия для изготовленияМНОгОСлОйНОгО МАТЕРиАлА | 1979 |
|
SU827631A1 |
Изобретение позволяет осуществить фиксацию многослойной ткани одновременно с транспортировкой путем введения трехциклового непрерывного присасывания слоев ткани к камерам транспортера, при этом ткань переворачивают и укладывают на основу, а силу сцепления и фиксации многослойной ткани на поверхность камер транспортера регулируют в зависимости от плотности ткани изменением величину сечения каждого отверстия камер от 725 до 1400 мм. При первых двух циклах многослойная ткань присасывается и одновременно переворачивается, что дает возможность провести контроль за качества резки нижнего слоя, а третий цикл работы транспортера обеспечивает укладку и фиксацию отрезанных кусков ткани на основу в пакете под силы собственной гравитации материала. 10 ил.
УСТРОЙСТВО ДЛЯ РАСКРОЯ МНОГОСЛОЙНЫХ НАСТИЛОВ МАТЕРИАЛОВ, содержащее средство для подачи материалов на раскройный стол с прорезью для ножей аппарата продольного резания, выравниватель слоев материала и ленточный транспортер со средством для создания вакуума, отличающееся тем, что с целью повышения надежности в работе, один из барабанов транспортера выполнен перфорированным, а его лента имеет окна, при этом внутренняя часть транспортера имеет две вакуумные зоны и группу изолированных всасывающих камер, соединенных с окнами ленты, причем одна вакуумная зона связана с камерами окон верхней ветви транспортера, а другая - с первой камерой каждой группы нижней ветви транспортера, при этом вакуумные зоны разделены Z-образной перегородкой, жестко связанной с корпусом транспортера, а камеры каждой группы соединены со средством для создания вакуума посредством патрубка.
| Патент N 4527346, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
