Изобретение относится к производству изделий из проволоки, в частности к конструкции устройств для изготовления щелевых сит - тел вращения, и может быть использовано при сварке ребер.
Известна установка для дуговой точечной сварки длинномерных изделий, преимущественно решетчатых конструкций, содержащая направляющие, сварочную тележку, сварочную головку, кондуктор для закрепления изделия, устройство позиционирования сварочной головки (авт.св. N 1207700, кл. B 23 K 37/04, 1984).
Недостатком этого устройства является недостаточная фиксация свариваемых деталей.
Известна установка для автоматической сборки и сварки щелевых сит с ребрами жесткости [1], содержащая вращатель с оправкой, колонну с кареткой, установленную на каретке с возможностью наклона раму с радиальными и продольными направляющими для сварочных головок, с кассетой для ребер и механизмом фиксации ребер относительно оправки и подающего толкателя.
Недостатком этого устройства - прототипа является недостаточная фиксация ребра при сварке, особенно при использовании плоских длинных ребер, а также ограниченные технологические возможности устройства при изготовлении щелевых сит-тел вращения с образующей различной длины, так как кассеты для ребер состыкованы со сварочными головками.
Техническим результатом изобретения является улучшение фиксации ребер и расширение технологических возможностей посредством использования широкого диапазона размеров ребер и надежного закрепления последних при сварке.
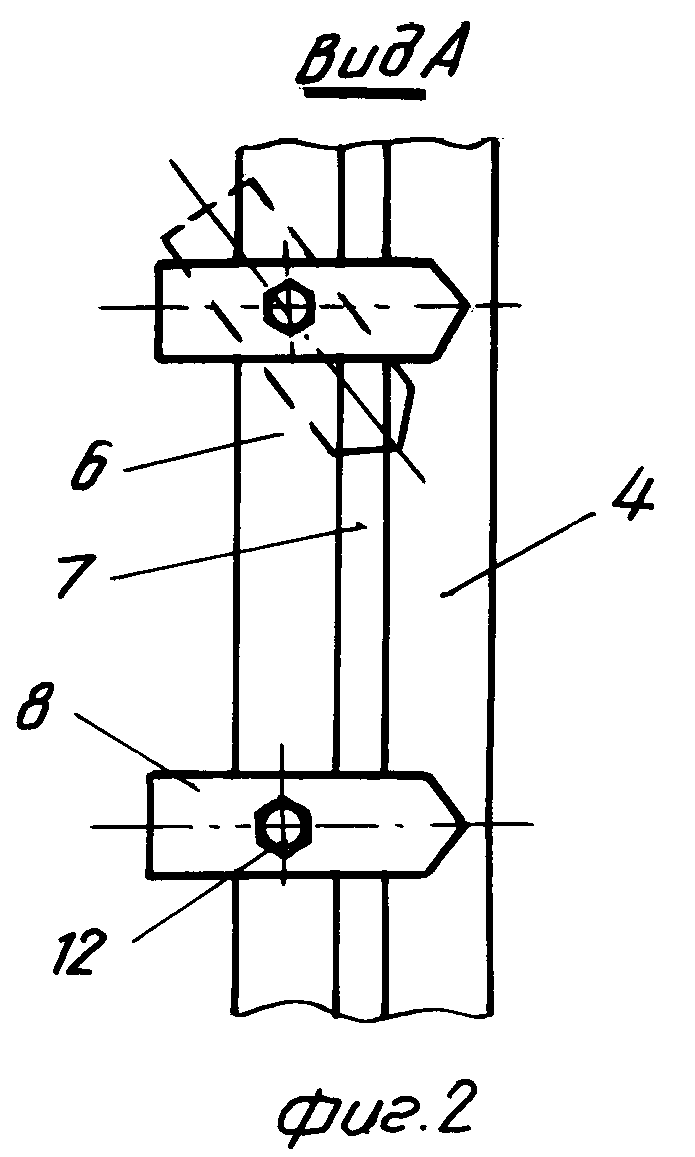
На фиг. 1 представлено предлагаемое устройство; на фиг.2 - вид по стрелке А на фиг.1.
Устройство для дуговой сварки изделий-тел вращения, преимущественно щелевых сит с ребрами жесткости, содержит оправку 1 на опорах 2, сварочную головку 3, механизм фиксации ребер жесткости 4, состоящий из стоек 5, несущей 6, ограничительной 7 и накладных 8 планок.
Стойки 5 укреплены на шарнирах 9 и связаны гибкой связью, например пружинами 10, с опорами 2 оправки.
Ограничительная 7 планка установлена с возможностью перемещения на несущей 6 планке и фиксируется болтами 11 с нижней стороны несущей 6 планки.
Накладные 8 планки установлены с возможностью поворота в плоскости ребра 4 на несущей 6 планке и удерживаются болтами 12 с шайбами 13 на верхней стороне несущей 6 планки.
Стойки 5 могут быть скреплены, например сварены, с основанием, на котором установлена оправка. В этом случае прижатие ребра к оправке 1 осуществляется за счет упругой деформации соек 5 механизма фиксации.
Ограничительная 7 планка может быть выполнена в виде одного или нескольких упоров.
Устройство работает следующим образом.
Устанавливают оправку 1 вместе с навитой проволокой 14, образующей щелевое сито.
Ограничительную 7 планку устанавливают на несущей 6 планке в положение, соответствующее высоте ребра 4, и закрепляют ее болтами 11. Устанавливают накладные 8 планки, причем высота шайб 13 равна толщине ребра 4.
Перед установкой ребра 4 в позицию сварки, поворачивают наклонные 8 планки, как показано на фиг.2 пунктиром, а после установки ребер 4 фиксируют его, повернув накладные 8 планки в основное положение.
Сварочной головкой 3 приваривают ребра 4 к навитой проволоке 14, образующей щелевое сито. С окончанием сварки отводят механизм фиксации, вращают оправку 1 на величину шага (расстояние между ребрами), устанавливают очередное ребро 4 им прижимают его к оправке 1 с навитой проволокой 14.
После приварки последнего ребра снимают оправку с готовым ситом и устанавливают следующую оправку. Дальше процесс повторяется.
В процессе сварки при перемещении сварочной головки 3 вдоль ребра при подходе сварочной головки 3 к накладной 8 планке стержень, укрепленный на сварочной головке 3, поворачивает накладную 8 планку в положение, как показано на фиг. 2 пунктиром, для освобождения зоны сварки. При прохождении сварочной головки 3 накладную планку 8 возвращают в основное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2053040C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2074782C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ - ТЕЛ ВРАЩЕНИЯ И РАЗМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО СИТА - ТЕЛА ВРАЩЕНИЯ | 1993 |
|
RU2067907C1 |
| Установка для автоматической сборки и сварки щелевых сит с ребрами жесткости | 1980 |
|
SU1038157A1 |
| Щелевое сито | 1990 |
|
SU1727936A1 |
| ЩЕЛЕВОЕ СИТО | 1993 |
|
RU2066575C1 |
| Способ изготовления щелевого сита | 1990 |
|
SU1756002A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ МАТЕРИАЛА ПРИ НАВИВКЕ НА ОПРАВКУ | 1991 |
|
RU2025648C1 |
| Способ изготовления щелевого сита-тела вращения | 1990 |
|
SU1756003A1 |
Использование изобретения: для сварки щелевых сит с ребрами жесткости. Сущность изобретения: устройство содержит опоры 2 с оправкой 1. На основании шарнирно установлены стойки 9, подпружиненные относительно опор. На стойках расположены несущая 6, ограничительная 7 и накладные 8 планки. 2 з.п. ф-лы, 2 ил.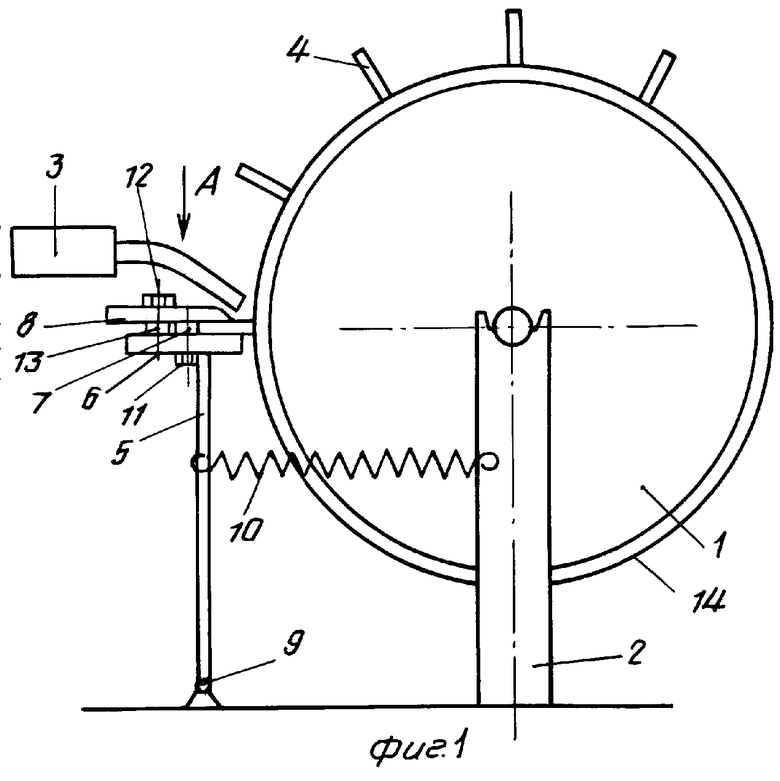
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для автоматической сборки и сварки щелевых сит с ребрами жесткости | 1980 |
|
SU1038157A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
