со ас
СП
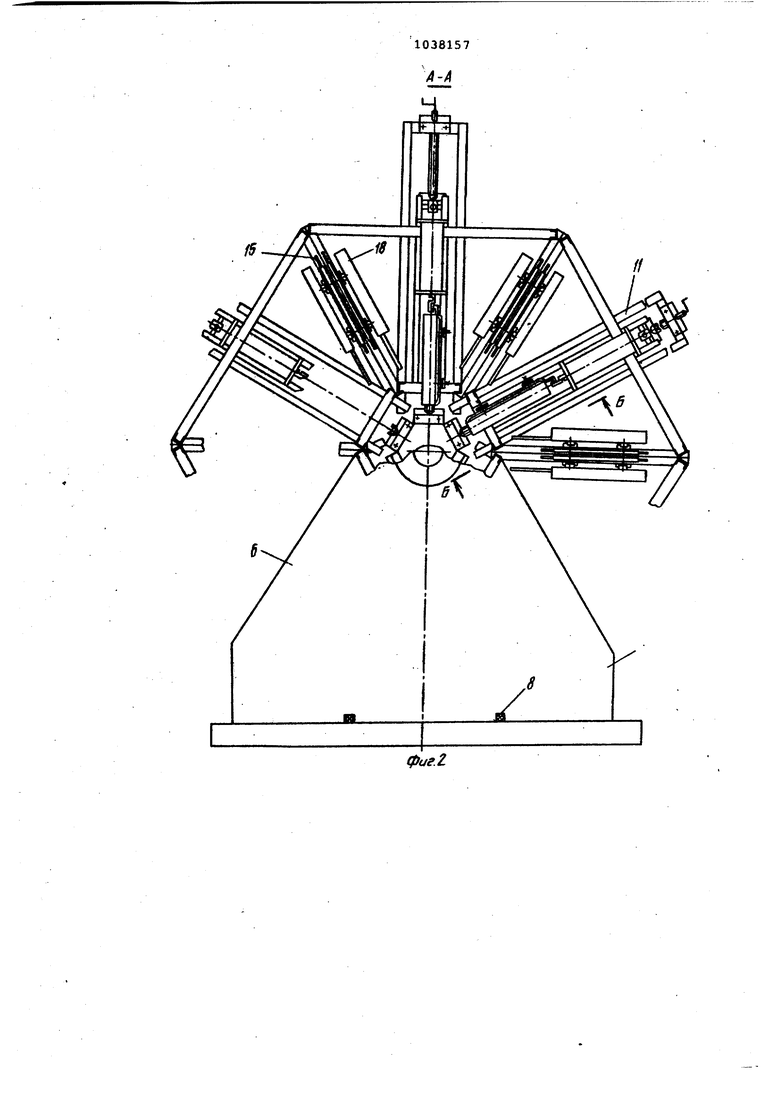
vi Изобретение относится к сварке, именно к устройствам для автоматической сборки и сварки целевых сит тел вращения с ребрс1ми жесткости. Известна установка для автомати ческой сборки и сварки щелевых сит с ребрами жесткости, содержащая смо тированные на основании вращатель с оправкой и колонну с кареткой, уста новленную на каретке с возможностью наклона раму-с радиальными и продол нымн направляющими дпя сварочных головок с кассетой для ребер и меха низмом фиксации ребер относительно оправки, выполненным в виде подпружиненного относительно рамы корпуса с радиальным направлякхоим naisoM для ребер и подающего толкателя для ребер, установленного с возможностью перемещения в направляющем пазу корпуса 1 . Однако подача ребер в этой установке осуществляется с помощью слржных механизмов в два этапа подача ребер перпендикулярно плоскости установки ребер на сите (стопкой в .кассете) к направляющему пазу корпуса, где отделяется одно ребро, а затем подача этого ребра толкателем ра диальнЪ относительно оправки к ситу т.е. каждое ребро перемещается двумя механизмами последовательно, что снижает производительность. Целью изобретения является повышение производительности путем одновременной подачи и фиксации ребер. Поставленная цель достигается тем, что в установке для автоматической сборки и сварки щелевых сит с ребрами жвст1 ости, содержащей смон тированные на основании вращатель с оправкой и колонну с кареткой и уста новленную на каретке с возможностью наклона раму с радиальными и продоль ными направляющими для сварочных головок, с кассетой для ребер и механизмом фиксации ребер относительно оправки, выполненным в виде подпружи ненного относительно рамы корпуса с радиальным направляющим пазом для ребер и подающего толкателя для рее. бер, установленного с возможностью перемещения в направляющем пазу корпуса, кассета для ребер установлена на корпусе механизма фиксации,ребер относительно оправки и выполнена с продольными пазаг/м и пазом для толка теля, корпус выполнен с Г-образным выступом и продольными пазами и оснащен подпружиненными относительно него прижимами для ребер, установлен ными в продольных пазах кассеты и корпуса, а толкатель выполнен с упором для Г-образного выступа корпуса На фиг.1 изображена предлагаемая установка; на фиг.2 - сечение А-А на фиг.1; на фйг.З - сечение Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг.З; на фиг.5 - сечение Г-Г на фиг.4на фиг.б - вид Д на фиг.4. Установка для автоматической сборки и сварки щелевых сит с ребрами жесткости содержит смонтированные на основании 1 вращатель 2 с оправкой 3 для изделия, привод 4 вращателя оправки с командоаппаратом 5 и колонну 6. Вращатель помещен на тележке 7, имеющей; возможность перемещаться вдсль основания 1 по направляющим 8 и устанавливаться в определенных местах, соответствующих каждому типоразмеру сита. На колонне б посредством цапфы 9 установлен диск 10 с кронштейнами 11, расположенными ралиально. Н кронштейнах смонтированы ходовы винты 12, на которых с возможностью перемещения установлены каретки 13. На каретке шарнирно с возможностью наклона и фиксации их положения установлена рама 14. Каждая рама 14 предстдвляет собой трапециевидную конструкцию. На раме 14 выполнены радиальные направляюще 15, в них установлены с возможностью перемещения приводом 16 продольные направляющие 17 для сварочных головок 18. Установка снабжена механизмом фикоации ребер относительно оиравки, который Выполнен в виде корпуса 19 с радиальным направляющим пазом для ребер 20 и подающего толкателя 21. Корпус 19 установлен на кронштейнах рамы посредством пружины 22. с натяжной гайкой 23. Корпус 19 выполнен с Г-образным выступом 24 и продольными пазалш 25. Толкатель 21 выполнен с упором 26 для выступа 24. Установка снабжена кассетами 27 для ребер 20, устанавливаемыми в корпусах 19 и выполненными с продольными пазами 28, пазом 29 для упора 26 толкателя 21 и пазом 30 для вы грузки ребер. Корпус 19 оснащен прижимами 31 для ребер, подпружиненными относи- , тельно корпуса и установленными в продольных пазах корпуса и кассеты, ПРИЖИ1УЫ 31 удерживают заготовки от свободного перемещения в кассете и выпадания в том случае, когда штоки толкателя 21 не поджимают их к оправке 3. Кассета 27 закрепляется на корпусе 19 кулачковыми держателями 32. Дпя точной установки кассеты в корпусе выполнено гнездо 33 со стенками из полосовой стали. С помощью винта 12 и винта, прикрепленного шарнирно к каретке 13 и соединяющего последнюю с рамой 14 (посредством поворотной гайки) , уста;навливают каждую раму по соответствуютлему размеру сита. Осуществляют это подводом рам 14 к оправке 3 с навитымна ней ситом- так.,--чтобы при выдвинутых штоках толкателей 21 корпусы 19 не доходили до поверхности сита на величину, достаточную для подхода сварочной проволоки от головок 18 к месту сварки. Смещение корпусов 19 относительно рам 14 действи ем пружин в направлении сита предот вращается гайками 23, Цпираклдамися в кронштейны рам 14. Величина- хода пружин выбрана такой, чтобы корпусы 19 не мешали павороту или выводу оправки 3 с готовым ситом из зоны сварки. Для предотвращения выпадания ребар из кассеты при транспортировке и установке в стенку кассеты ввернут винт 34, прижимающий первую по ходу подачи заготовку к противоположной стенке. Перед пуском установки винт ойлабляют. В соответствии с диаметрами и высотами изготавливаемых сит и максимально возможным количеством узлов сварки может быть несколько типоразмеров установок, при этом-на установ ке одного типоразмера можно изготавливать несколько типоразмеров сит. Это обеспечивается применением для всех типоразмеров сит, изготавливае. мых на каждой установке, одинаковых по габаритам кассет, имеющих (для коротких по высоте сит) перегородки 35, исключающие смещение з:аготовок в кассетах. Установка работает следующим образом. Устанавливают оправку 3 вместе с фланцаьо и навитой проволокой, образукнцей сито, и соединяют вал оправки 3 с приводом 4 вра|цателя. Устанавливают и закрепляют в каждом корпусе 19 кассету 27 с ребрами. Для облегче ния установки кассет в наиболее удаленные корпусы диск 10 вместе с крон штейнами 11 поворачивают на некоторы угол и стопорят. Установив ограничитель хода тележки 7 в положение, соответствующее типоразмеру изготавливаемого сита, вводят тележку с враща телем в зону сварки. Переключением подачи воздуха в каждый толкатель 21 вручную или с помощью концевого выключателя, установленного в конце пути тележки, и электропневматическо го клапана (пусковая аппаратура) выдвигается его шток, который проходит внутри кассеты и, преодолевая сопротивление прижимов 31, смещает стопу заготовок.до упора передней по коду подачи в поверхность сита, при этом в начале хода иггока Kopnica 19 действием пружины приближается вместе с кассетой 27 к поверхности сита,но не доходит до нее, обеспечивая зазор между концом кассеты и ситом для под хода сварочной проволоки от головки 18 к месту сварки.Одновременно по кс 1анде пусковой аппаратуры включаются приводы 16 перемещения нaпpJ вляющих 17 и последние приближаются к ситу. Затем с помощью концевых выключателей, установленных в конце пути направляющих, включаются в работу самоходные сварочные головки 18, которые приваривают рёбра жесткости к ситу. С окончанием сварки по команде пусковой аппаратуры направляющие со сварочными головками и штоки толкателей 21 возвращаются в начальное положение. При втягивании штоки своими упорами захватывгиот Г-образные выступы корпусов 19, сжимая пружины, отводят корпуса вместе с кассетами от сита. Далее, по команде концевого выключателя установленного в конце обратного пути направляюЕЦИх, включается привод 4 вращателя 2 и последний поворачивает оправку на угол, соответствуквдий требуемому шагу расположения ребер жесткости на сите. По команде командоаппарата 5 вращатель останавливается и включается привод пернмещения направляющих.Дальше процесс в части поворотов оправки и приварки ребер жесткости повторяется до тех пор, пока не будет приварено требуемое количество ребер жесткости. . Так/ например, при необходимом количестве ребер 36 штук и возможном размещении.на установке 12 сварочных головок поворот вращателя и при варки ребер повторится 3 раза; самоходные сварочные головки при этом перемещаются то в , то в противоположногл направлении. С окончанием приварки всех ребер жесткости по команде счетчика включается привод перемещения тележки 7 и вращатель вместе с оправкой и ситомвыводится из зоны сварки. Сняв оправку с готовым ситом, устанавливают следующую оправку. Дальше процесс повторяется по всему циклу . После расходования всех pe6ep itycтые кассеты заменяют заполненными. Изменение наклона рам и положений: кареток производится при переходе . . на изготовление сит дрУг(о типоразмера (на чертежах установка показана в положении для изготовления сит минимального типоразмера, когда рамы соседних узлов.сварки касаются друг другдХ Таким образсяч, выполнение корпуса механизма фиксации ребер относительно оправки с г-образным выступом и продольными пазами, выполнение толкателя с упором для выступа корпуса,расположение кассеты для ребер в корпусе и оснащения корпуса прижимами для ребер позволяет проиэ1водить одновременную подачу и фиксацию ребер, что повышает производительность установки по сравнению с прототипом. / / fpusT /I-А
./J
.гг
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ЩЕЛЕВЫХ СИТ С РЕБРАМИ ЖЕСТКОСТИ | 1992 |
|
RU2023564C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Станок для заточки боковых сторон зубьев пил | 1987 |
|
SU1491629A1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ ПЛОСКОЙ ДЕТАЛИ | 2015 |
|
RU2622074C2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ | 1968 |
|
SU220010A1 |
| УСТРОЙСТВО для АВТОМАТИЧЧЕСКОЙ СВАРКИ | 1971 |
|
SU292746A1 |


УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И СВАРКИ ЦЕЛЕВЫХ СИТ С РЕБРАМИ ЖЕСТКОСТИ, содержащая смонтированные на основании вращатель с оправкой и колонну с кареткой и установленную на каретке с возможностью наклона ра|му с радиальными и продольными направляющими для сварочных головок, с кассетой для ребер и механизмом фиксации ребер относительно оправки, вы|попненным в виде подпружиненного относительно рамы корпуса с радиальным направляющим пазом для ребер и подающего толкателя для ребер, установленного с возможностью перемещения в направляющем пазу корпуса, о т личающаяся тем, что, с целью повышения производительности путем одновременной подачи и фиксации ребер, кассета для ребер установлена на корпусе механизма фиксации ребер относительно оправки и выполнена с продольными пазами и пазом для толкателя, корпус выполнен с Г-образным выступом и продольными пазами и оснащен подпружиненными относительно него прижимами для ребер, установленСП ,ными в продольных пазах кассеты и .корпуса, а толкатель выполнен с упос ром для Г-образного выступа корпуса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 832875, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
