Изобретение относится к области трубопроводного транспорта и может найти применение при строительстве трубопроводов.
Известен способ соединения металлических труб с внутренней термопластичной облицовкой, включающий обрезку термопластичной оболочки, установку прижимного кольца и последующую сварку соединения.
Основной недостаток этого соединения в том, что прижимное кольцо корродирует и разрушается, результатом чего являются отслоение облицовки от металлической трубы и последующее нарушение герметичности трубопровода.
Известен также способ соединения металлических труб с внутренней термопластичной облицовкой, включающий скрепление облицовки с металлической трубой установкой в каждом конце трубы прижимного кольца, установку защитного кольца и последующую сварку металлических труб.
Недостаток этого соединения аналогичен недостатку аналога, т.е. прижимное кольцо остается незащищенным, хотя наличие протекторной втулки должно удлинить срок эксплуатации, однако на практике канал сообщения протектора с внутренней полостью трубы загрязняется, в результате чего протекторная защита не работает.
Целью изобретения является повышение срока службы трубопровода.
Поставленная цель достигается тем, что по способу соединения металлических труб с внутренней термопластичной облицовкой, включающему скрепление облицовки с металлической трубой установкой в каждом конце трубы прижимного кольца, установку защитного кольца и последующую сварку металлических труб, согласно изобретению концы облицовки выводят за пределы концов трубы, прижимное кольцо размещают за зоной активного термического влияния сварки, а после его установки на него отбортовывают выступающую часть облицовки с последующим формированием концов облицовки, одного конца - в виде впадины, другого - в виде ответного выступа.
Способ отличается также тем, что на концы труб на длину зоны активного термического влияния сварки наносят теплозащитный слой. Кроме того, каждое защитное кольцо размещают на ответном выступе. Еще одним важным отличием является выполнение защитного кольца в виде спиральной навивки.
Сравнение предложенного решения с прототипом выявляет их различие. Таким образом, предложенное техническое решение соответствует критерию "новизна".
Сравнение заявленного технического решения не только с прототипом, но и с другими техническими решениями в данной и смежных областях техники не выявило технических решений, сходных с отличительными признаками. Кроме того, защитное кольцо, кроме функции защиты термопластичной оболочки от термического влияния сварки, еще и формирует ответный выступ, регулирует подачу тепла к термопласту оболочки и дополнительно армирует эту оболочку.
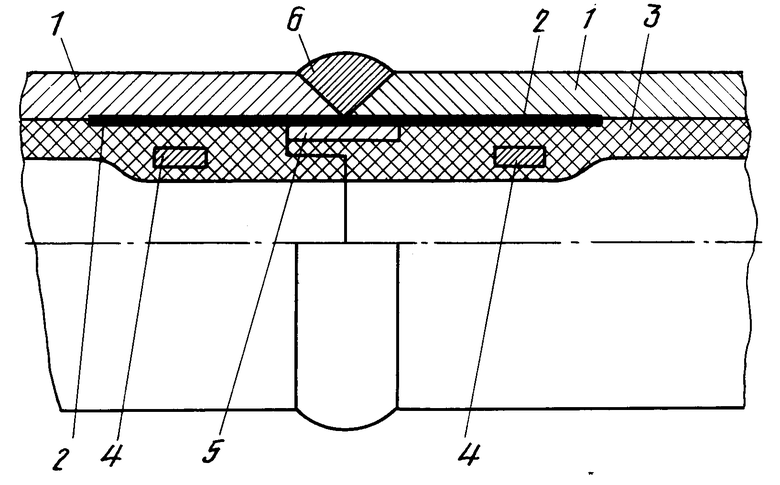
На чертеже изображена схема соединения по предлагаемому способу.
На металлические трубы 1 диаметром 273 мм на длину (220 мм), превышающую термическое влияние сварки, на каждый конец наносят способом плазменного напыления термозащитный слой 2 из самофлюсующего материала. После этого трубы футеруют известным способом, например затягиванием термопластичной полиэтиленовой трубы 3 внутрь металлической, при этом полиэтиленовая труба 3 должна выступать за пределы металлической трубы 1 на 100-120 мм (размер уточняется в зависимости от толщины полиэтиленовой трубы). Затем путем дорнирования устанавливают прижимные кольца 4, обеспечивая тем самым сцепление полиэтиленовой трубы со стальной. Следующей операцией является отбортовывание выступающей части полиэтиленовой трубы внутрь на прижимные кольца. Отбортовывание ведут путем нагрева с использованием специального отбортовочного устройства, одновременно с отбортовыванием один конец полиэтиленовой трубы формируют с впадиной, а другой - с выступом. После нормализации концов на выступ с натягом наматывают металлическую ленту (3 витка), получая тем самым защитное кольцо 5. В таком состоянии трубы готовы к состыковке и сварке.
Состыковку осуществляют путем осевого перемещения труб до попадания выступа во впадину и соприкосновения металлических частей труб 1. Далее проводят сварку 6 обычным способом, например электродуговым. Тепло сварки передается на защитное кольцо 5 и, частично нагревая его, способствует тем самым более плотной посадке выступа во впадину.
Изготовленное таким способом соединение в корне сварочного шва полностью защищено от воздействия внутренней среды трубопровода.
Предложенный способ соединения уменьшает трудозатраты на обработку концов труб на 17%, увеличивает срок службы трубопровода с 7 до 15 лет.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1992 |
|
RU2037722C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ТЕРМОПЛАСТИЧНОЙ ОБЛИЦОВКОЙ | 1991 |
|
RU2037721C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1991 |
|
SU1825061A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2232334C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2236628C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СМЕНЫ ЗАДВИЖЕК УСТЬЕВОЙ АРМАТУРЫ СКВАЖИНЫ БЕЗ ЕЕ ГЛУШЕНИЯ | 1992 |
|
RU2042789C1 |
| Способ сварки стальных труб | 1990 |
|
SU1745466A1 |
| Способ соединения металлических труб с внутренней термопластичной оболочкой | 1987 |
|
SU1492154A1 |
| СПОСОБ ПАЙКИ ТРУБ | 1993 |
|
RU2063312C1 |
Использование: в области трубопроводного транспорта, при строительстве трубопроводов. Сущность изобретения: концы облицовки выводят за пределы концов трубы, прижимное кольцо размещают за зоной активного термического влияния сварки, а после его установки на него отбортовывают выступающую часть облицовки с последующим формированием концов облицовки, одного конца - в виде впадины, а другого - в виде ответного выступа. 3 з.п. ф-лы, 1 ил.
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1988 |
|
SU1572141A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
