Изобретение относится к области трубопроводного транспорта, а именно к технологии соединения труб с внутренним покрытием.
Известен “Способ соединения металлических труб с внутренним антикоррозионным покрытием” (см. патент RU №2154221, МКИ F 16 L 13/02, БИ №22 от 10.08.2000), включающий установку с некоторым зазором втулок из коррозионно-стойкого металла внутри концов труб и их закрепление, нанесение на внутреннюю поверхность труб антикоррозионного покрытия, включая частично поверхность втулок, подготовку кромок под сварку и соединение труб сваркой по известной технологии сваривания двуслойных материалов, при этом втулки устанавливают на внутренней поверхности концов труб, причем окончательное закрепление втулок производят путем редуцирования концов труб на длину втулок из коррозионно-стойкого металла и на величину, не превышающую величину радиального обжатия труб.
Недостатком данного способа является использование сложной технологии сваривания двухслойных материалов, которая требует использования дорогостоящего оборудования и высококвалифицированных специалистов, причем для получения качественного и герметичного шва требуются значительные затраты времени по сравнению с обычной сваркой и, следовательно, большие материальные затраты.
Известен также “Способ соединения труб с внутренним термопластичным покрытием” (см. патент RU №2157479, МКИ F 16 L 13/02, БИ №28 от 10.10.2000), включающий удаление покрытия от торцов труб, размещение внутри концов труб втулки с внутренним покрытием и кольцевой проточкой и с двумя кольцевыми канавками, расположенными по краям кольцевой проточки, размещение в кольцевую проточку теплоизоляционного материала, а в кольцевые канавки - уплотнительных колец, и соединение труб сваркой, при этом кольцевую проточку во втулке делают шириной больше, чем удвоенное расстояние от торцов трубы, при котором не происходит оплавление материала покрытия от тепла сварки, устанавливают в кольцевую проточку термопластичный материал, аналогичный материалу покрытия, удаляют материал покрытия внутри концов труб на расстояние, при котором не произойдет его деструкция, не расплавится от тепла сварки, распространяемого по металлу труб, размещают на термопластичный материал втулки теплоизоляционный материал шириной, равной длине оголенных от покрытия концов труб, устанавливают втулку внутри концов труб, при котором концы термопластичного материала втулки входят внутрь концов покрытия труб, а торцы теплоизоляционного материала упираются в торцы покрытия, соединяют трубы сваркой, при котором концы покрытия труб и термопластичного материала втулки свариваются между собой путем их оплавления за счет тепла сварки, распространяемого по металлу труб.
Недостатком данного способа является низкая надежность стыков из-за отсуствия гарантируемой герметичности соединения термопластичного материала труб, так как невозможно контролировать выделение тепла при сваривании, что может привести как к деструкции внутреннего покрытия в районе сварки, так и к неполному свариванию стыка по всему диаметру трубы.
Известен также “Способ неразъемного соединения труб с внутренней облицовкой” (см. патент RU №2037722, МКИ F 16 L 13/02, БИ №17 от 19.06.1995), включающий обработку концов труб, размещение в них кольцевых вставок, нанесение на внутреннюю поверхность труб облицовочного слоя и сварку концов труб между собой, при этом при размещении кольцевых вставок на внутренние поверхности концов труб наносят теплоемкое покрытие, облицовочный слой после нанесения отбортовывают на торцевые поверхности кольцевых вставок, а перед сваркой в корень шва устанавливают кольцо из сетки, перекрывающее торцевые поверхности облицовочного слоя.
Недостатками данного способа являются негарантируемая надежность, долговечность и герметичность соединения термопластичного материала из-за невозможности контроля за выделением тепла при сваривании и невозможности контроля качества соединения термопластичного материала после завершения технологического процесса сваривания труб, что приводит при большом количестве стыков к снижению срока эксплуатации трубопровода.
Известен также “Способ соединения металлических труб с внутренней термопластичной облицовкой” (см. патент RU №2023930, МКИ F 16 L 13/11, БИ №22 от 30.11.1994), включающий скрепление облицовки труб с металлической трубой, установкой в каждом конце трубы прижимного кольца и последующую сварку металлических труб, причем концы облицовки выводят за пределы концов трубы, прижимное кольцо размещают за зоной активного термического влияния сварки, а после его установки на него отбортовывают выступающую часть облицовки с последующим формированием концов облицовки, одного в виде впадины, а другого в виде ответного выступа, при этом на концы труб на длину зоны активного термического влияния сварки наносят теплозащитный слой.
Недостатками данного способа являются негарантируемая надежность, долговечность и герметичность соединения внутренней термопластичной облицовки из-за невозможности контроля за выделением тепла при сваривании и невозможности контроля качества соединения термопластичной облицовки после завершения технологического процесса сваривания труб, что приводит к низкой надежности всего трубопровода в целом.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является “Способ соединения металлических труб, снабженных внутренней оболочкой из термопластического материала” (см. патент RU №1188437, МКИ F 16 L 13/11, БИ №40 от 30.10.1985), включающий сварку внутренних оболочек с последующей герметизацией металлических труб, при этом с целью повышения надежности соединения после сварки смежных концов оболочек срезают наплыв шва, смыкают концы металлических труб и герметизируют. Данный способ осуществляют следующим образом: после стыковки внутренней оболочки ее герметично соединяют сваркой, затем срезают наплыв сварного шва и смыкают концы металлических труб и их герметизируют наружным стаканом при помощи сварки либо резьбового соединения.
Недостатками данного способа являются негарантируемая надежность и долговечность соединения внутренней термопластичной оболочки из-за наличия внутреннего напряжения, которое приводит к отслоению и возникновению вздутостей оболочки на концах труб, что приводит при большом количестве стыков в результате перепадов давления во внутритрубном пространстве к отслоению оболочки от металлической трубы и, как следствие, к разрушению внутренней оболочки в результате ее “схлопывания”, то есть к втягиванию оболочки к центру трубы с перекрытием проходного ее сечения.
Техническая задача состоит в том, чтобы создать такой способ соединения труб, снабженных внутренней оболочкой, при котором гарантировались бы надежность, долговечность и герметичность соединения внутренней оболочки, за счет сохранения геометрии внутренней поверхности оболочки, прилегания оболочки к концам труб и отсутствия влияния внутренних напряжений, что в совокупности предохраняет трубы от отслоения внутренней оболочки в районах стыков и приводит к значительному увеличению межремонтного периода и, как следствие, к экономии средств на ремонт и замену трубопроводов, вызванных коррозией.
Поставленная техническая достигается описываемым способом соединения труб, снабженных внутренней оболочкой, включающим герметичное соединение внутренних оболочек с последующим соединением труб стаканом при помощи сварки.
Новым является то, что перед соединением труб стаканом на концах труб на длину зоны активного термического влияния сварки между внутренней поверхностью трубы и внутренней оболочкой размещают термоизоляционный материал, при этом внутренняя оболочка выступает за концы труб на длину, достаточную для герметичного соединения внутренних оболочек, затем стыкуют внутренние оболочки с последующим их герметичным соединением, например, свариванием, после чего для придания монолитности конструкции внутреннее пространство между торцами труб заполняют непластичным материалом, причем стакан устанавливают снаружи на место соединения труб с равномерным перекрытием концов труб, а концы стакана присоединяют к трубам сваркой.
Новым является также то, что в качестве оболочки используют все материалы, предназначенные для футерования внутренней поверхности труб.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличительными признаками в заявляемом способе, т.е. о соответствии заявляемого решения критерию “существенные отличия”.
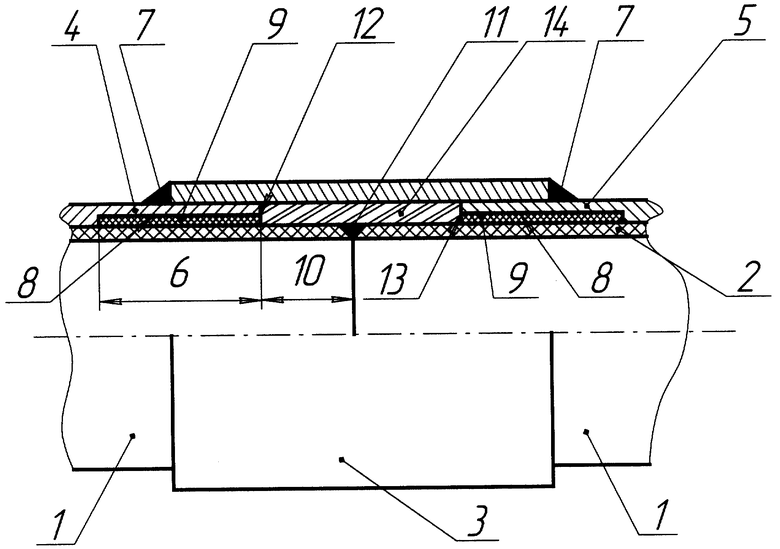
На чертеже представлен продольный разрез соединения труб, снабженных внутренней оболочкой.
Способ осуществляют в следующей последовательности: перед соединением труб 1, снабженных внутренней оболочкой 2, стаканом 3 на концах 4 и 5 труб 1 на длину 6 зоны активного термического влияния сварки 7 между внутренней поверхностью 8 трубы 1 и внутренней оболочкой 2 размещают термоизоляционный материал 9. При этом внутренняя оболочка 2 выступает за концы 4 и 5 труб 1 на длину 10, достаточную для герметичного соединения 11 внутренних оболочек 2. Затем стыкуют внутренние оболочки 2 с последующим их герметичным соединением 11, например, свариванием. Для придания монолитности конструкции внутреннее пространство между торцами 12 и 13 труб 1 заполняют непластичным материалом 14, причем стакан 3 устанавливают снаружи на место соединения труб 1 с равномерным перекрытием концов 4 и 5 труб 1, а концы стакана 3 присоединяют к трубам сваркой 7.
Пример конкретного выполнения
Перед протаскиванием (футерованием) внутрь трубы 1 (см. чертеж) диаметром 114 мм и толщиной стенки 7 мм (ГОСТ 8731-78) внутренней оболочки 2, на внутренней поверхности 8 концов 4 и 5 трубы 1 на длину 6 (120-140 мм) зоны активного термического влияния сварки 7 размещают термоизоляционный материал 9, состоящий, например, из асбеста или базальтового волокна. Затем в трубу 1 через обжимающий фильер с калибрующим пояском диаметром 93 мм (на чертеже не показаны) протаскивают внутреннюю оболочку 2 диаметром 110 мм и толщиной стенкой 5,3 мм, оставляя выступающие концы с обеих сторон на длину 10 (не менее 55-70 мм) за торцы 12 и 13 трубы 1 Выступающую за торцы 12 и 13 трубы 1, внутреннюю оболочку 2 отрезают на длину 10 (50 мм) с фасками, предусмотренными для сварного соединения по ГОСТ 16310-80. Стакан 3 предварительно изготавливают толщиной стенки не менее 4 мм и длиной 160 мм с внутренним диаметром, равным наружному диаметру на концах 4 и 5 трубы 1, с учетом свободной посадки.
Подготовленные трубы 1 (см. чертеж) с внутренней оболочкой 2 доставляют к месту сборки, где производят стыковку внутренних оболочек 2 труб 1, предварительно надев на один из концов 4 или 5 трубы 1 стакан 3, затем производят герметичное соединение 11 внутренней оболочки 2 сваркой согласно ГОСТ 16310-80. Контроль за герметичностью соединения 11 производят любым из известных способов (например: визуальный контроль, опрессовка и т.д.) после чего пространство между торцами 12 и 13 труб 1 заполняют непластичным в условиях эксплуатации материалом 14, например двумя половинками трубы с наружным диаметром 114 мм, а толщиной 7 мм и длиной 102 мм, с условием плотного прилегания торцов 12 и 13 труб 1 к непластичному материалу 14. Затем на концы 4 и 5 труб 1, фиксируя непластичный материал 14, надвигают стакан 3 так, чтобы равномерно перекрывались концы 4 и 5 труб 1, то есть на ≈30 мм от торцов 12 и 13, после чего стакан 3 с двух сторон присоединяют к трубам 1 при помощи сварки 7 по ГОСТ 5264-80, при этом благодаря наличию термоизоляционного материала 9 не происходит разрушения внутренней оболочки 2. Затем аналогично производят последовательно дальнейшие соединения труб 1 с внутренней оболочкой 2 до необходимой длины трубопровода.
Предлагаемый способ соединения труб, снабженных внутренней оболочкой, гарантирует надежность, долговечность и герметичность соединения внутренней оболочки за счет сохранения геометрии внутренней поверхности оболочки, прилегания оболочки к концам труб и отсутствия влияния внутренних напряжений, что в совокупности предохраняет трубы от отслоения внутренней оболочки в районах стыков и приводит к значительному увеличению межремонтного периода и, как следствие, к экономии средств на ремонт и замену трубопроводов, вызванных коррозией.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения труб, снабжённых внутренней оболочкой | 2016 |
|
RU2626709C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2232334C1 |
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
| Способ соединения металлических труб,снабженных внутренней оболочкой из термопластического материала | 1984 |
|
SU1188437A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ | 1992 |
|
RU2056572C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
Изобретение относится к области трубопроводного транспорта, а именно к технологии соединения труб с внутренним покрытием. Перед соединением труб стаканом на концах труб на длину зоны активного термического влияния сварки между стеной трубы и внутренней оболочкой размещают термоизоляционный материал. При этом внутренняя оболочка выступает за концы труб на длину, достаточную для герметичного соединения внутренних оболочек. Затем стыкуют внутренние оболочки с последующим их герметичным соединением, например, свариванием. Для придания монолитности конструкции внутреннее пространство между торцами труб заполняют непластичным материалом. Причем стакан устанавливают снаружи на место соединения труб с равномерным перекрытием концов труб, а концы стакана присоединяют к трубам сваркой. В качестве оболочки используют все материалы, предназначенные для футерования внутренней поверхности труб. Изобретение позволяет гарантировать надежность, долговечность и герметичность соединения внутренней оболочки за счет отсутствия влияния внутренних напряжений и отслоения внутренней оболочки в районах стыков. 1 з.п. ф-лы, 1 ил.
| Способ соединения металлических труб,снабженных внутренней оболочкой из термопластического материала | 1984 |
|
SU1188437A1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ТЕРМОПЛАСТИЧНОЙ ОБЛИЦОВКОЙ | 1992 |
|
RU2023930C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1992 |
|
RU2037722C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| US 3843170 А, 22.10.1974 | |||
| US 4366971 А, 04.01.1983. | |||

