.
дам металлических труб, но меньшей ширины. В разрезанные концы труб вводят коническую втулку 5 с прорезями со стороны большего основания и наружным слоем термопластичного материала 6. Концы труб при этом расширяются и частично прижимаются к внутренней поверхности полумуфт 4. Термопластичный материал оболочки 2 и слоя 6 частично вдавливаются в прорези 3 концов труб. Подготовленные таким образом трубы располагают соос- но и скрепляют сваркой полумуфт 4 между собой. Внутренняя оболочка 2 и слой термопластичного материала 6, защищенные от прямого воздействия
сварочной дуги стенкой металлических труб 1 и воздушными прослойками в зазорах между элементами конструкции соединения, расплавляются теплом разогретых металлических деталей. В результате воздействия тепла, упругих сил разрезанных и сдеформированных концов металлических труб 1 и втулок
5 расплавлейный термопластичный материал течет, заполняет зазоры в конструкции соединения и сваривается. После охлаждения термопластичного материала в зоне соединения образуется
армированная металлом защитная оболочка, дополнительно прикрепленная к стенке труб 1 втулка 5. 3 ил.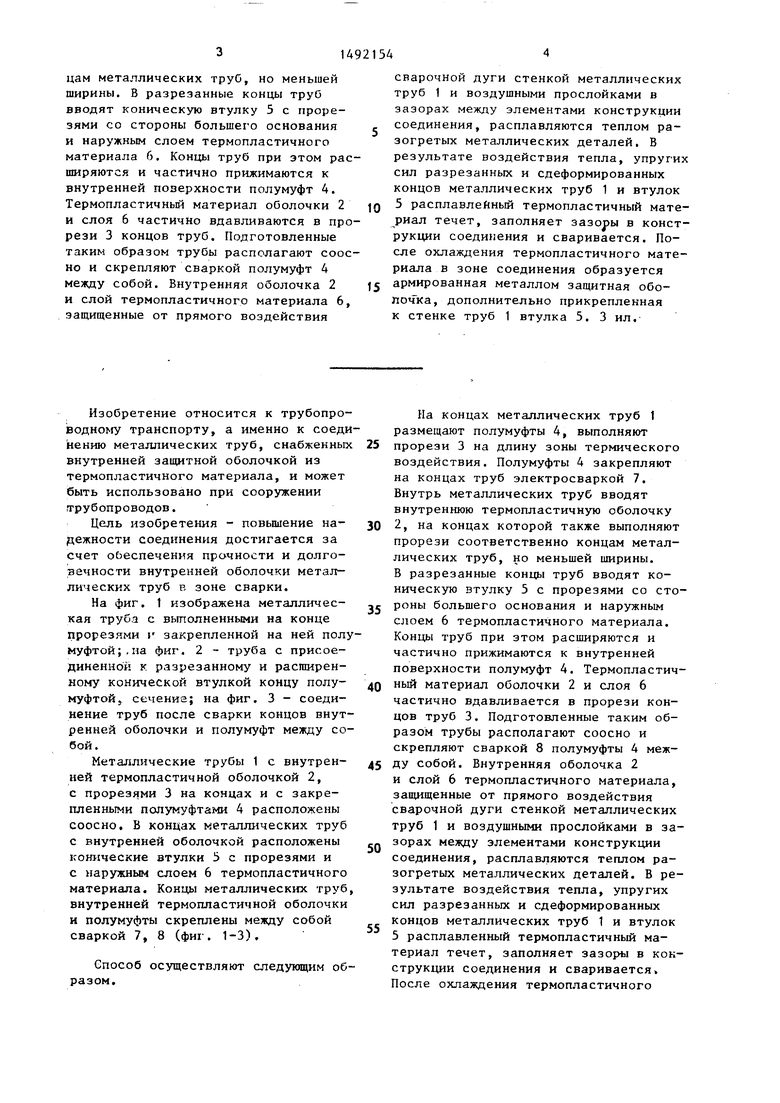
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2164638C2 |
| ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ И ЦЕНТРАТОР ДЛЯ ИХ СБОРКИ ПОД СВАРКУ В ТРУБОПРОВОД | 2003 |
|
RU2245479C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2027939C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2236628C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2232334C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1991 |
|
SU1825061A1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355536C1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |

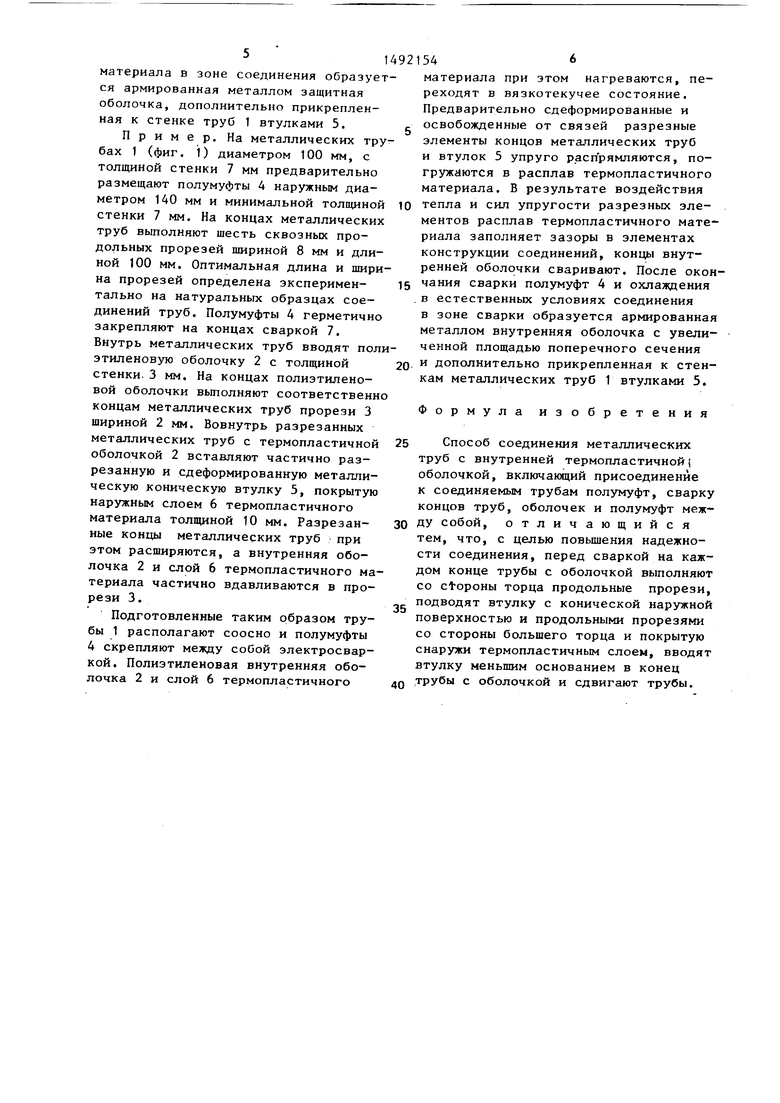
Изобретение относится к трубопроводному транспорту, к неразъемным соединениям металлических труб, снабженных внутренней оболочкой из термопластичных материалов, и может быть использовано при сооружении трубопроводов. Цель изобретения - повышение надежности соединения - достигается за счет обеспечения прочности и долговечности внутренней оболочки металлических труб в зоне сварки. На концах металлических труб 1 размещают полумуфты 4, выполняют прорези 3 на длину зоны термического воздействия. Полумуфты 4 закрепляют на концах труб. Внутрь металлических труб вводят внутреннюю термопластичную оболочку 2, на концах которой также выполняют прорези соответственно концам металлических труб, но меньшей ширины. В разрезанные концы труб вводят коническую втулку 5 с прорезями со стороны большего основания и наружным слоем термопластичного материала 6. Концы труб при этом расширяются и частично прижимаются к внутренней поверхности полумуфт 4. Термопластичный материал оболочки 2 и слоя 6 частично вдавливаются в прорези 3 концов труб. Подготовленные таким образом трубы располагают соосно и скрепляют сваркой полумуфт 4 между собой. Внутренняя оболочка 2 и слой термопластичного материала 6, защищенные от прямого воздействия сварочной дуги стенкой металлических труб 1 и воздушными прослойками в зазорах между элементами конструкции соединения, расплавляются теплом разогретых металлических деталей. В результате воздействия тепла, упругих сил разрезанных и сдеформированных концов металлических труб 1 и втулок 5 расплавленный термопластичный материал течет, заполняет зазоры в конструкции соединения и сваривается. После охлаждения термопластичного материала в зоне соединения образуется армированная металлом защитная оболочка, дополнительно прикрепленная к стенке труб 1 втулками 5. 3 ил.
Изобретение относится к трубопро- вoднo fy транспорту, а именно к соединению металлических труб, снабженных внутренней защитной оболочкой из термопластичного материала, и может быть использовано при сооружении трубопроводов.
Цель изобретения - повышение надежности соединения достигается за счет обеспечения прочности и долговечности внутренней оболочки металлических труб в зоне сварки.
На фиг, 1 изображена металлическая труба с вьтолненными на конце прорезями г закрепленной на ней полумуфтой;, на фиг. 2 - труба с присоединенной к разрезанному и расгаирен- ному конической втулкой концу полумуфтой, сечениа; на фиг. 3 - соединение труб после сварки концов внутренней оболочки и полумуфт между собой.
Металлические трубы 1 с внутренней термопластичной оболочкой 2, с прорезями 3 на концах и с закрепленными полумуфтами 4 расположены соосно. В концах металлических труб с внутренней оболочкой расположены конические втулки 3 с прорезями и с наружным слоем 6 термопластичного материала. Концы металлических труб внутренней термопластичной оболочки и полумуфты скреплены между собой сваркой 7, 8 (фиг. 1-3),
Способ осуществляют следующим образом.
На концах металлических труб 1 размещают полумуфты 4, выполняют
прорези 3 на длину зоны термического воздействия. Полумуфты 4 закрепляют на концах труб электросваркой 7. Внутрь металлических труб вводят внутреннюю термопластичную оболочку
2, на концах которой также выполняют прорези соответственно концам металлических труб, но меньшей ширины. В разрезанные концы труб вводят коническую втулку 5 с прорезями со стороны большего основания и наружным слоем 6 термопластичного материала. Концы труб при этом расширяются и частично прижимаются к внутренней поверхности полумуфт 4. Термопластичнь1Й материал оболочки 2 и слоя 6
частично вдавливается в прорези концов труб 3. Подготовленные таким образом трубы располагают соосно и скрепляют сваркой 8 полумуфты 4 межДУ собой. Внутренняя оболочка 2
и слой 6 термопластичного материала, защищенные от прямого воздействия сварочной дуги стенкой металлических труб 1 и воздушными прослойками в зазорах между элементами конструкции
соединения, расплавляются теплом разогретых металлических деталей. В результате воздействия тепла, упругих сил разрезанных и сдеформированных концов металлических труб 1 и втулок 5 расплавленный термопластичный материал течет, заполняет зазорж в конструкции соединения и сваривается. После охлаждения термопластичного
51
материала в зоне соединения образуется армированная металлом защитная оболочка, дополнительно прикрепленная к стенке труб 1 втулками 5.
Пример. На металлических трубах 1 (фиг. 1) диаметром 100 мм, с толщиной стенки 7 мм предварительно размещают полумуфты 4 наружным диаметром 140 мм и минимальной толщиной стенки 7 мм. На концах металлических труб выполняют щесть сквозных продольных прорезей щириной 8 мм и длиной 100 мм. Оптимальная длина и ширина прорезей определена эксперимен- тально на натуральных образцах соединений труб. Полумуфты 4 герметично закрепляют на концах сваркой 7. Внутрь металлических труб вводят полиэтиленовую оболочку 2 с толщиной стенки. 3 мм. На концах полиэтиленовой оболочки вьтолняют соответственно концам металлических труб прорези 3 шириной 2 мм. Вовнутрь разрезанных металлических труб с термопластичной оболочкой 2 вставляют частично разрезанную и сдеформированную металлическую коническую втулку 5, покрытую наружным слоем 6 термопластичного материала толщиной 10 мм. Разрезан- ные концы металлических труб при этом расширяются, а внутренняя оболочка 2 и слой 6 термопластичного материала частично вдавливаются в прорези 3.
Подготовленные таким образом трубы 1 располагают соосно и полумуфты 4 скрепляют между собой электросваркой. Полиэтиленовая внутренняя оболочка 2 и слой 6 термопластичного
с
0 5 0 5 0
5
0
546
материала при этом нагреваются, переходят в вязкотекучее состояние. Предварительно сдеформированные и освобожденные от связей разрезные элементы концов металлических труб и втулок 5 упруго распрямляются, по- гружаются в расплав термопластичного материала. В результате воздействия тепла и сил упругости разрезных элементов расплав термопластичного материала заполняет зазоры в элементах конструкции соединений, концы внутренней оболочки сваривают. После окончания сварки полумуфт 4 и охлаждения в естественных условиях соединения в зоне сварки образуется армированная металлом внутренняя оболочка с увеличенной площадью поперечного сечения и дополнительно прикрепленная к стенкам металлических труб 1 втулками 5.
Формула изобретения
Способ соединения металлических труб с внутренней термопластичной) оболочкой, включающий присоединение к соединяемым трубам полумуфт, сварку концов труб, оболочек и полумуфт между собой, отличающийся тем, что, с целью повьш1ения надежности соединения, перед сваркой на каждом конце трубы с оболочкой выполняют со ctopoны торца продольные прорези, подводят втулку с конической наружной поверхностью и продольными прорезями со стороны большего торца и покрытую снаружи термопластичным слоем, вводят втулку меньшим основанием в конец трубы с оболочкой и сдвигают трубы.
f 2
5
3
W8./
| Способ соединения металлических труб,снабженных внутренней оболочкой из термопластического материала | 1984 |
|
SU1188437A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
