Изобретение относится к трубопроводному транспорту и может быть использовано при строительстве трубопроводов из облицовочных труб в нефтяной, химической и других промышленностях.
Цель изобретения повышение качества соединения путем получения непрерывной в зоне шва и прикрепленной к трубе облицовки.
Сравнение предложенного решения не только с прототипом, но и с другими решениями, известными в этой области техники, показало, что известно нанесение на внутреннюю поверхность трубы покрытия, например, стекла. В предложенном решении покрытие наносят на внутреннюю поверхность раструбов, причем это покрытие обязательно должно быть теплоемким, так как оно кроме своей основной функции защиты металла трубы от коррозии проявляет новое свойство, заключающееся в отборе части тепла из зоны термического воздействия шва. Отбортовка облицовочного слоя на торцевые поверхности труб прием в целом не новый, однако без него невозможно получить монолитного покрытия. Новым в этом признаке является то, что отбортовку облицовочного слоя производят на торец кольцевой вставки.
Установка в корень шва закладной детали для получения гарантированного зазора между свариваемыми деталями также широко известный прием. Однако в нашем случае закладная деталь выполнена в виде кольца из сетки, кроме того указанное кольцо установлено таким образом, чтобы оно перекрывало торцевые поверхности кольцевых вставок, а это новый, не известный нам ранее прием. Кольцо из сетки выполняет несколько функций, одна из них передача тепла от шва к облицовочному слою, другая удержание материала облицовочного слоя от растекания и третья армирование полученного шва между облицовочными слоями.
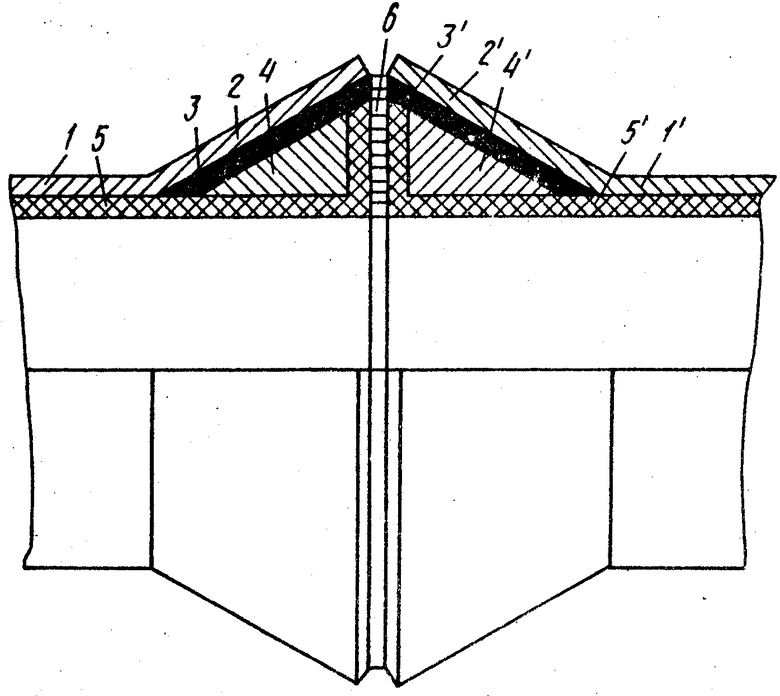
На чертеже показано подготовленное к сварке соединение.
Соединение содержит трубы 1 и 1' с раструбами 2 и 2', внутренние поверхности раструбов 2,2' покрыты теплоемким покрытием 3 и 3', внутрь раструбов установлены кольцевые конические вставки 4 и 4'. Конус вставок по размерам соответствует конусу раструбов. Внутри труб 1 и 1' установлены облицовочные слои 5 и 5' таким образом, чтобы часть 6 и 6' каждого облицовочного слоя была отбортована на торцевые поверхности вставок 4 и 4'. Облицовочный слой может быть установлен путем волочения полиэтиленовой трубы внутрь металлической. Между раструбами размещено кольцо 6, выполненное из стальной сетки и размещенноe таким образом, чтобы оно перекрывало торцевые поверхности втулок 4 и 4' с нанесенным на них облицовочным слоем. Особое внимание при установке кольца 6 уделено тому, чтобы оно находилось своей наружной частью в корне будущего сварочного шва, а внутренней не перекрывало проходного сечения труб.
Способ осуществляют следующим образом. К трубам 1,1' приваривают раструбы 2,2', кроме того раструбы можно формовать из тела трубы путем прокатки или осадки. Затем внутреннюю поверхность раструбов футеруют теплоемким покрытием, а именно расплавленным стеклом, футерование можно производить любым известным способом, удобнее всего это осуществить путем плазменного напыления. Далее в раструбы 2 и 2' устанавливают кольцевые втулки 4 и 4', причем установку их производят таким образом, чтобы она адгезионно соединялась с теплоемким покрытием. Лучше всего кольцевую вставку разогреть и поместить в раструб, пока стеклянное покрытие находится в пластичном состоянии. После охлаждения на внутреннюю поверхность труб наносят облицовочный слой. Он получается путем размещения (волочением) внутри трубы из полиэтиленового материала. Концы полиэтиленовых труб отбортовывают на торцовые поверхности кольцевых вставок таким образом, чтобы они на 1,5-2 мм выступали за торец раструба. Перед сваркой кольцо из сетки устанавливают между подготовленными таким образом раструбами и прижимают трубы друг к другу в осевом направлении. Сетка кольца вдавливается в полиэтилен и одновременно предотвращает приближение друг к другу раструбов, то есть между раструбами устанавливается гарантированный зазор. При сварке часть металла сетки между раструбами расходуется на получение шва, а оставшаяся передает тепло облицовочному слою (полиэтилену) на торцах кольцевых вставок, расплавляет его, в результате чего торцы свариваются между собой.
Пример конкретного выполнения. На концах труб диаметром 273 мм толщиной стенки 10 мм (ГОСТ 10704-87) формировали раструб длиной 110 мм и углом 15о. Затем раструбы разогревали и плазменным способом наносили на их внутренние поверхности стеклянный шликер (РД 39-1-47-78) на толщину 3-5 мм, и тут же в раструб вставляют кольцевую коническую вставку с углом, соответствующим углу раструба (15о), при этом стекло равномерно перераспределяется по кольцевой поверхности. При установке кольцевой вставки следует обращать внимание на то, чтобы торцы вставки и раструбов были совмещены. Затем в трубы волочением размещают полиэтиленовые трубы диметром 253 мм и толщиной стенки 6,5 мм (ГОСТ 18599-83). Концы полиэтиленовых труб отбортовывают на торцевые поверхности кольцевых ставок на толщину 3-4 мм (зависит от отбортовочного устройства). Перед сваркой между подготовленными таким образом трубами устанавливают кольцо из сетки (материал сетки сталь 10, диаметр проволоки 1 мм), наружный диаметр которого 290 мм и внутренний 242 мм (на 8-9 мм больше проходного сечения трубы). При совмещении в осевом направлении труб развивают усилие 70-100 кг, при этом гарантированный зазор между раструбами получается 2 мм.
Качество соединения труб проверили путем отбора образцов труб из зоны соединения трубопровода. Отобранные образцы испытывали на сплошность внутренней оболочки электроискровым дефектоскопом "Крона-1Р". Нарушений сплошности оболочки на образцах не обнаружено.
Технико-экономический эффект может быть получен от уменьшения количества ремонтов и повышения срока их службы ориентировочно до 10-15 лет. Удельный экономический эффект составляет 2-5 тыс.руб. на 1 км трубопровода в год. Суммарный экономический эффект может составить 400-500 тыс.рублей в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1992 |
|
RU2037722C1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДОВ ИЗ МЕТАЛЛОПЛАСТМАССОВЫХ ТРУБ | 2011 |
|
RU2458277C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2236628C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2232334C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Способ соединения секций футерованного трубопровода | 2021 |
|
RU2769328C1 |
| СПОСОБ СОЕДИНЕНИЯ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2003 |
|
RU2238830C1 |
| Способ неразъемного соединения труб с защищенной внутренней поверхностью | 1985 |
|
SU1328121A1 |
| СПОСОБ ПРОТАСОВА В.Н. ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНОГО РАСТРУБНОГО СОЕДИНЕНИЯ | 2015 |
|
RU2584016C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2263244C1 |
Сущность изобретения: на концах труб выполняют раструбы, в которых размещают кольцевые вставки. На внутреннюю поверхность трубы наносят облицовочный слой. Сваривают раструбы между собой. Перед размещением кольцевых вставок на внутренние поверхности раструбов наносят теплоемкое покрытие. Облицовочный слой после нанесения отбортовывают на торцовые поверхности вставок. Перед сваркой в корень шва устанавливают кольцо из сетки, перекрывающее торцовые поверхности вставок. 1 ил.
СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ, включающий выполнение на концах трубы раструбов, размещение в них кольцевых вставок, нанесение на внутреннюю поверхность трубы облицовочного слоя и сварку раструбов между собой, отличающийся тем, что перед размещением кольцевых вставок на внутренние поверхности раструбов наносят теплоемкое покрытие, облицовочный слой после нанесения отбортовывают на торцовые поверхности кольцевых вставок, а перед сваркой в корень шва устанавливают кольцо из сетки, перекрывающее торцовые поверхности вставок.
| Способ неразъемного соединения труб с защищенной внутренней поверхностью | 1985 |
|
SU1328121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
