Изобретение относится к СВЧ-приборостроению, в частности к изготовлению замедляющих систем (ЗС) для широкополосных ЛБВ коротковолновых диапазонов длин волн.
Как правило, подобные ЗС содержат металлические продольные выступы экрана, формирующие требуемую величину и характер (нулевая, аномальная) дисперсии в ней.
Целью изобретения является повышение точности за счет улучшения равномерности зазора между металлическими выступами экрана и спиралью.
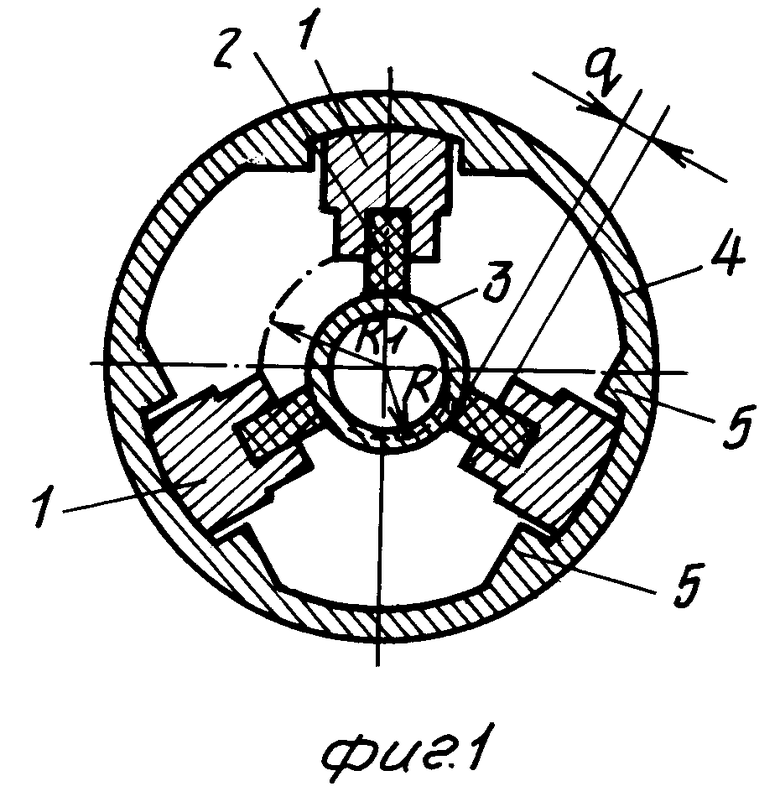
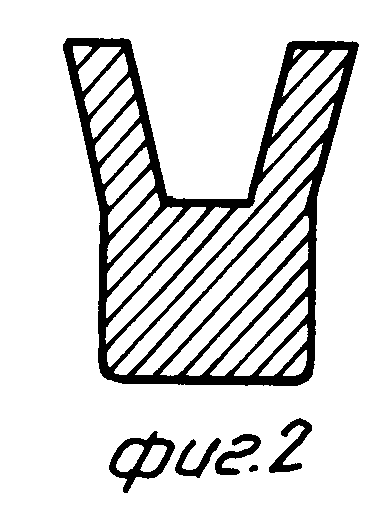
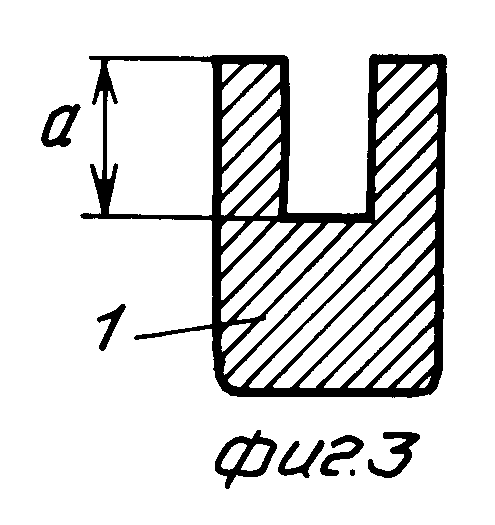
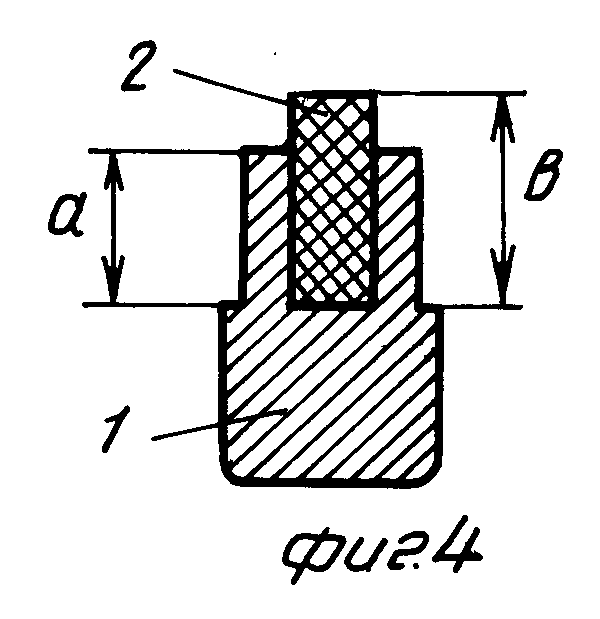
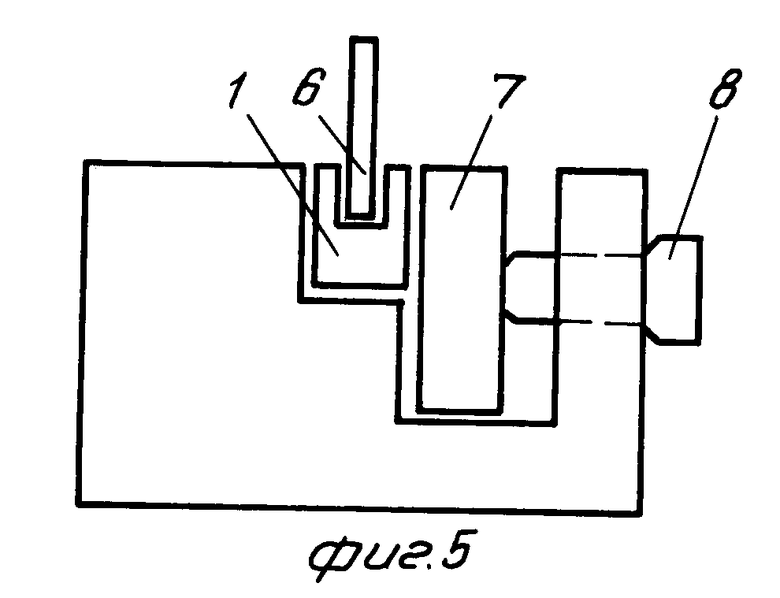
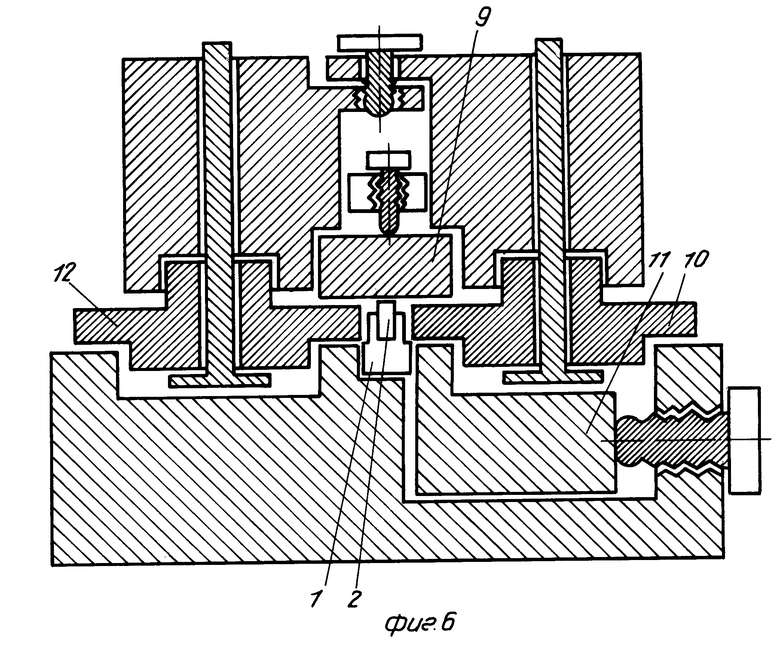
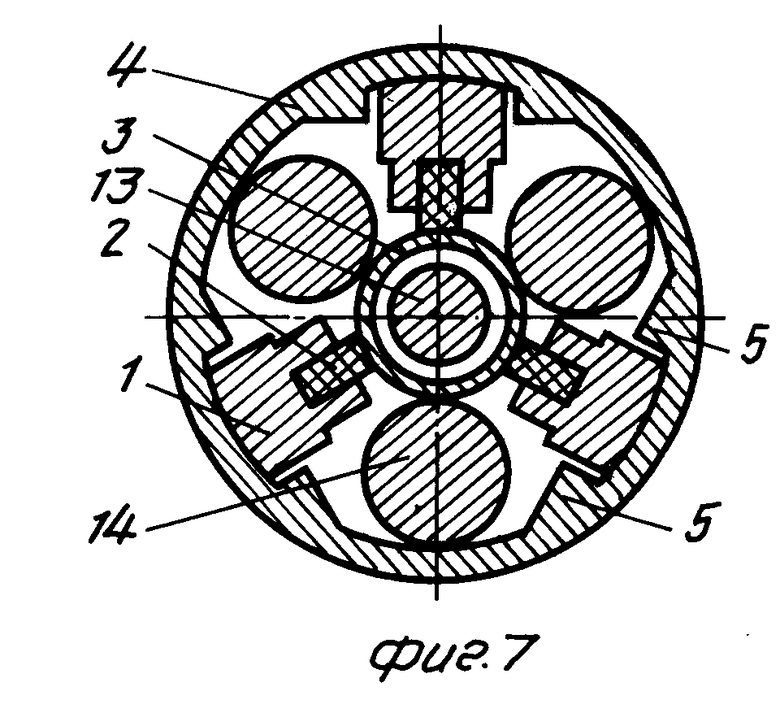
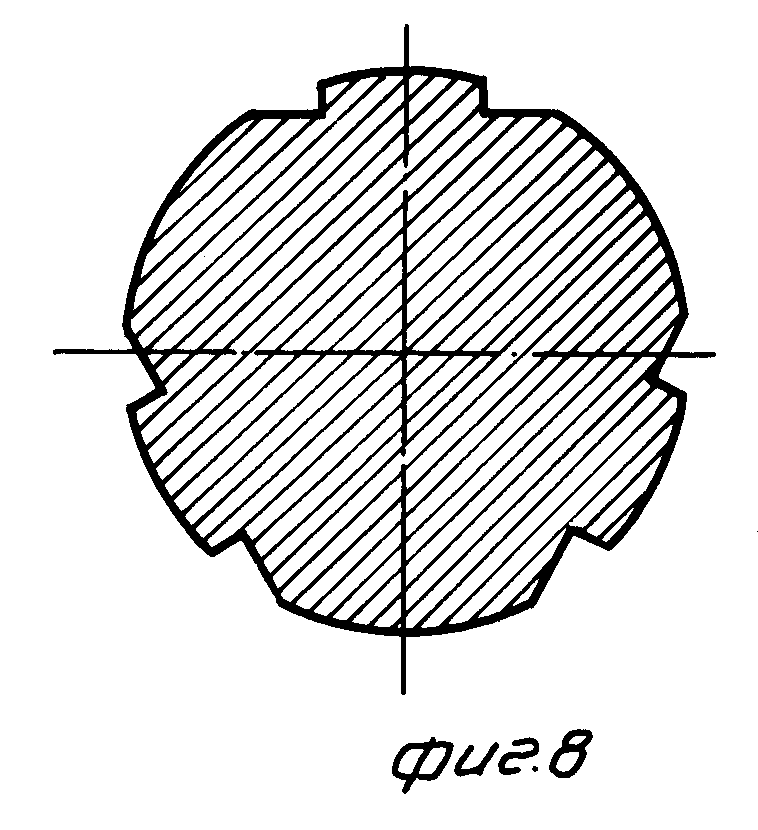
На фиг. 1 показано поперечное сечение ЗС; на фиг.2-4 - поперечные сечения металлического выступа экрана после его изготовления (фиг.2), обжатия (фиг. 3) и закрепления в его пазу диэлектрической опоры путем прокатки роликами (фиг.4); на фиг.5 - схематичное изображение специальной оснастки для обжатия отожженного металлического выступа и его месторасположение в ее посадочном месте; на фиг.6 - схематичное изображение специальной оснастки для закрепления диэлектрических опор в металлическом выступе прокаткой роликами и расположение собираемых элементов в ее посадочном месте, поперечное сечение; на фиг.7 - пакет, собранный с технологическими стержнями и отрезком металлической оболочки, поперечное сечение;на фиг.8 - керн для изготовления оболочки с направляющими дорожками, поперечное сечение.
Величина дисперсии в ЗС с азимутально-неоднородными экранами (см. фиг. 1), отвечающая за работоспособность ЛБВ в широкой полосе частот, зависит от отношения радиуса окружности R1, проведенного через торцовые поверхности выступов экрана, к среднему радиусу спирали R. При этом, чем меньше значения этих геометрических параметров по величине, тем более существенным становится влияние отклонения величины зазора q между выступами 1 экрана 4 и спиралью 3 от заданного значения на величину дисперсии и, соответственно, на выходные параметры прибора. В конструкции, представленной на фиг.1, величина q определяется разницей высоты b диэлектрических опор 2 и глубины паза а в выступах 1 (см. фиг.2-4). В случае выполнения условия 3/4q≅ b-a ≅5/4q, где q - оптимально заданный параметр, практического ухудшения параметров прибора не наблюдается.
Диэлектрические опоры и металлические выступы были изготовлены в соответствии с выражением
3/4q≅ b-a≅ 5/4q, где а - глубина паза в металлических выступах, мм;
b - высота диэлектрических опор, мм;
q - заданный зазор между металлическими выступами экрана и спиралью, мм.
Для исключения внутренних напряжений в металле после изготовления каждый из металлических выступов (с поперечным сечением в виде скобы, фиг. 2) отжигали при температуре рекристаллизации металла. Отожженный выступ 1 (фиг. 5) помещали в специальную оснастку, прижимали в ее посадочном месте металлической пластиной 6, вставленной в паз выступа, и обжимали в направлении, перпендикулярном его боковым поверхностям (пластиной 7, прижимаемой винтами 8). При этом профиль металлического выступа выравнивался (фиг. 3), обеспечивалась прямолинейность, а также за счет обжатия происходило некоторое его упрочнение (нагартовка). Отрихтованный элемент 1 закреплялся элементом 11 в посадочном месте другой специальной оснастки (фиг.6). В паз выступа 1 помещалась диэлектрическая опора 2, которая прижималась грузом 9 (фиг. 6), и закреплялась в пазу выступа прокаткой роликами 10, 12 с обеих сторон выступа. При этом для осуществления равномерного по высоте обжатия диэлектрических опор в пазу выступа и предотвращения пережатия глубина посадочного места в оснастке обеспечивала расположение выступа в нем не далее основания паза в выступе, а зазор ω между роликами выбирали из выражения с-(d2-d1) ≅ ω <с, где с, d2 - ширина металлического выступа и паза в нем соответственно, мм; d1 - ширина диэлектрической опоры, мм.
Для устранения возможных поводок после обкатки проводили повторную операцию обжатия собранного металлокерамического элемента (фиг.4) в оснастке на фиг.5.
В результате проведенных операций элемент (фиг.4) приобрел достаточную для проведения последующих операций формоустойчивость.
Спираль 3 надевалась на керн 13 (фиг.7) приспособления, на одном конце которого закреплена втулка с ориентирующими пазами, в которые вставлялись металлические выступы с закрепленными диэлектрическими опорами. Между металлокерамическими опорами вкладывались технологические стержни 14. В связи с тем, что эти стержни выполняют функцию предварительной ориентации опор вокруг спирали вдоль пакета и необходимы для упрощения сборки с технологическим отрезком 6 металлической оболочки, их форма не существенна и может быть либо круглой, либо профильной. На противоположном конце керна опоры фиксировались вокруг спирали еще одной втулкой. Далее пакет вставляли в отрезок металлической оболочки с направляющими дорожками под опоры спирали длиной порядка 1/10 длины пакета и поперечным сечением, идентичным сечению применяемой металлической оболочки. Затем пакет ориентировали по направляющим металлической оболочки и вводили в нее, одновременно сдвигая технологический отрезок оболочки до полного снятия. Перед обжатием из пакета удаляли технологические стержни.
При практической реализации способа целесообразно использовать для металлической оболочки и выступов экрана пластичный материал с достаточно высокой теплопроводностью, например медь. Металлические выступы при этом могут быть изготовлены путем прокатки медной проволоки в валках соответствующей формы, что обеспечивает достаточно высокую точность их геометрических размеров, а отжиг проводится при температуре 600-700оС. Металлическая оболочка с направляющими дорожками может быть изготовлена путем обкатки медной трубки по жесткому керну (фиг.8), изготовленному, например, из молибдена, имеющему парные продольные выемки, формирующие на внутренней поверхности медной трубки парные выпуклости 5 с направляющими дорожками между ними. Обжимать пакет предпочтительно методом холодного механического обжатия.
Изобретение позволяет значительно повысить точность изготовления ЗС по зазору между спиралью и выступами экрана (с допуском 3-5 мкм), который в данном случае определяется только высотой диэлектрической опоры и глубиной паза в металлическом выступе и не зависит от допусков на изготовление спирали и оболочки ЗС.
По сравнению с известными способами изобретение позволяет избежать применения ряда сложных технологических операций: металлизации диэлектрических опор, фигурного фрезерования, ориентации опор относительно витков спирали и их пайки, а также, наряду с упрощением за счет этого процесса изготовления и снижения его трудоемкости, предопределяет дополнительные преимущества.
За счет возможности применения диэлектрических опор с более малыми поперечными размерами снижаются высокочастотные потери, а также повышается теплорассеивающая способность ЗС (уменьшается путь теплового потока от спирали к экрану).
Имеется возможность изготовления диэлектрических опор не цельными на всю длину ЗС, а набирать их в пазу металлического выступа из более коротких по длине, что дополнительно снижает брак, связанный с поломкой диэлектрических опор при изготовлении ЗС.
Изобретение позволило создать работоспособную конструкцию ЗС для широкополосной ЛБВ миллиметрового диапазона с пролетным каналом 0,6 мм, поперечными сечениями: металлических выступов - 0,6х0,6 мм; диэлектрических опор - 0,3х0,4 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМЕДЛЯЮЩАЯ СИСТЕМА СПИРАЛЬНОГО ТИПА С АНОМАЛЬНОЙ ДИСПЕРСИЕЙ | 1984 |
|
RU2067335C1 |
| ЛАМПА БЕГУЩЕЙ ВОЛНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1988 |
|
SU1646441A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛИ ДЛЯ ЗАМЕДЛЯЮЩЕЙ СИСТЕМЫ ЛБВ | 2019 |
|
RU2722211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМЕДЛЯЮЩЕЙ СИСТЕМЫ ЛАМПЫ БЕГУЩЕЙ ВОЛНЫ | 2007 |
|
RU2340036C1 |
| ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 1991 |
|
RU2036530C1 |
| ПОЛУПРОЗРАЧНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2016 |
|
RU2644419C2 |
| МОЩНАЯ СПИРАЛЬНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2004 |
|
RU2285310C2 |
| Способ контроля качества контакта сопряженных элементов изделия | 1981 |
|
SU1149330A1 |
| Способ сборки СВЧ прибора 0-типа | 1982 |
|
SU1045307A1 |
| СПИРАЛЬНАЯ ЗАМЕДЛЯЮЩАЯ СИСТЕМА ЛБВ | 2020 |
|
RU2738380C1 |
Использование: в СВЧ-приборостроении. Сущность изобретения: металлические выступы экрана с продольными пазами под диэлектрические опоры изготовливаются путем прокатки проволоки в валках соответствующей формы, после чего они зажимаются в пазах выступов путем прокатки с двух сторон роликами. При этом происходит нагартовка металлического элемента и достаточная формоустойчивость для проведения последующих операций. Спираль надевается на керн приспособления, на одном конце которого закреплена втулка с ориентирующими пазами, в которые вставляются металлические выступы с закрепленными диэлектрическими опорами. Между выступами вкладываются технологические стержни, на противоположном конце керна опоры фиксируются вокруг спирали еще одной втулкой с пазами. Далее пакет вставляется сначала по крайней мере в один отрезок металлической оболочки с длиной не более 1/10 длины пакета, вырезанный из идентичной с применяемой металлической оболочки, выполненной с направляющими дорожками. Собранный таким образом пакет ориентируют по направляющим дорожкам металлической оболочки и вставляют в нее при одновременном сдвиге технологического отрезка металлической оболочки, который на завершающей стадии снимается. 8 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМЕДЛЯЮЩИХ СИСТЕМ, включающий изготовление металлических выступов экрана с продольными пазами под диэлектрические опоры спирали, закрепление опор в пазах выступов, установку опор вокруг спирали, надетой на керн, с помощью втулок, фиксирующих опоры на краях высокочастотного пакета, введение пакета в металлическую оболочку и обжатие, отличающийся тем, что, с целью повышения точности за счет улучшения равномерности зазора между металлическими выступами экрана и спиралью, металлические выступы экрана и диэлектрические опоры спирали выполняют с размерами в соответствии с выражением
3/4q ≅ b-a ≅ 5/4q,
где a - глубина паза в металлических выступах, мм;
b - высота диэлектрических опор, мм;
q - заданный зазор между металлическими выступами экрана и спиралью, мм,
отжигают выступы экрана при температуре рекристаллизации металла, каждый из выступов экрана со вставленной в его паз металлической пластиной обжимают в направлении, перпендикулярном к его боковым поверхностям, затем в паз выступа вставляют диэлектрические опоры, прижимают их, закрепляют прокаткой роликами с обеих сторон выступа, причем зазор ω между роликами выбирают из выражения
c - (d2-d1) ≅ ω < c ,
где c, d2 - ширина металлического выступа и паза в нем соответственно, мм;
d1 - ширина диэлектрической опоры, мм,
далее повторяют операцию обжатия, установку опор вокруг спирали вместе с втулками, фиксирующими их на краях пакета, и технологическими круглыми или профильными стержнями, спираль в опорами сначала вставляют по крайней мере в один перемещаемый вдоль пакета отрезок металлической оболочки, выполненный с направляющими дорожками под опоры спирали длиной порядка 1/10 длины пакета, и поперечным сечением, идентичным сечению применяемой металлической оболочки, затем ориентируют по направляющим металлической оболочки и вводят в нее, одновременно сдвигая технологический отрезок оболочки до полного снятия, а перед обжатием из пакета удаляют технологические стержни.
| Прибор для наглядного представления свойств кривых 2 порядка (механические подвижные чертежи) | 1921 |
|
SU323A1 |
| Пловучая установка для сбора нефти с водной поверхности | 1947 |
|
SU75126A1 |
