Изобретение относится к литейному производству, а конкретнее к способам обработки керамических форм, используемых для литья тугоплавких и химически активных металлов и сплавов.
Литье таких сплавов, например на основе титана, предпочтительнее вести в керамических формах по сравнению с графитовыми, так как первые обладают высокими прочностными характеристиками, размерной точностью и экологическими условиями производства.
Однако при литье в керамические формы, например, на основе электрокорунда, изготовленные с этилсиликатным связующим, на поверхности отливок в результате взаимодействия материала формы и жидкого титана образуется видоизмененный слой глубиной до 500...1500 мкм в зависимости от содержания в связующем термодинамически неустойчивой двуокиси кремния SiO2. В этом слое наблюдаются трещины, снижающие прочностные и эксплуатационные характеристики деталей. Кроме того, в результате взаимодействия металла с формой в отливках появляются газовые дефекты, снижающие их плотность и физико-механические свойства.
Для повышения химической устойчивости формы к заливаемым сплавам на их рабочую поверхность наносят различные защитные покрытия.
Известен способ литейных керамических форм путем нанесения на их поверхность парообразного карбонила вольфрама. Однако данный способ позволяет получать отливки из титановых сплавов с большой глубиной видоизмененного слоя достигающего 410...670 мкм в зависимости от остаточного давления при нанесении защитного покрытия [1].
Известен также способ нанесения пироуглеродного покрытия на внутреннюю поверхность формы [2].
Однако такое покрытие получается неравномерным по толщине, на внутренней поверхности формы обнаруживаются незащищенные зоны, что приводит к снижению качества отливок в результате взаимодействия материала формы с жидким титаном. Кроме того, такое покрытие не оказывает защитного действия при литье деталей в подогретую до высоких температур (900...1100оС) форму.
Наиболее близким к заявляемому по технической сущности является способ нанесения на внутреннюю поверхность керамической формы защитного покрытия на основе водного раствора хлористого кальция, хлорида бария, натрия, калия [3].
Однако эти защитные покрытия пригодны для отливок с толщиной стенок не более 10-15 мм и обеспечивают глубину слоя 180...350 мкм. Это объясняется тем, что температуры снижения этих покрытий составляют 0,8-0,9 от температуры заливки металла в форму. Если учесть, что заливка сплавов на основе титана производится в вакууме, то температура кипения этих покрытий снижается до 1000оС. При такой заливке наблюдается возгонка защитных покрытий, что приводит к оголению внутренней полости литейной формы, а следовательно, к ее взаимодействию с заливаемым сплавом и ухудшению качества отливок.
Эти явления наблюдаются при заливке металла в "холодную" форму, а при заливке в нагретую до 900...1100оС форму происходит резкая интенсификация процессов взаимодействия жидкого металла с защитным покрытием, которое оказывает отрицательное действие, снижая плотность отливок и увеличивая глубину видоизмененного слоя.
Целью изобретения является улучшения качества отливок из тугоплавких и химически активных металлов и сплавов путем повышения термодинамической устойчивости керамической формы как в "холодном" состоянии, так и в нагретом до высоких температур (900...1100оС) перед ее заливкой металлом.
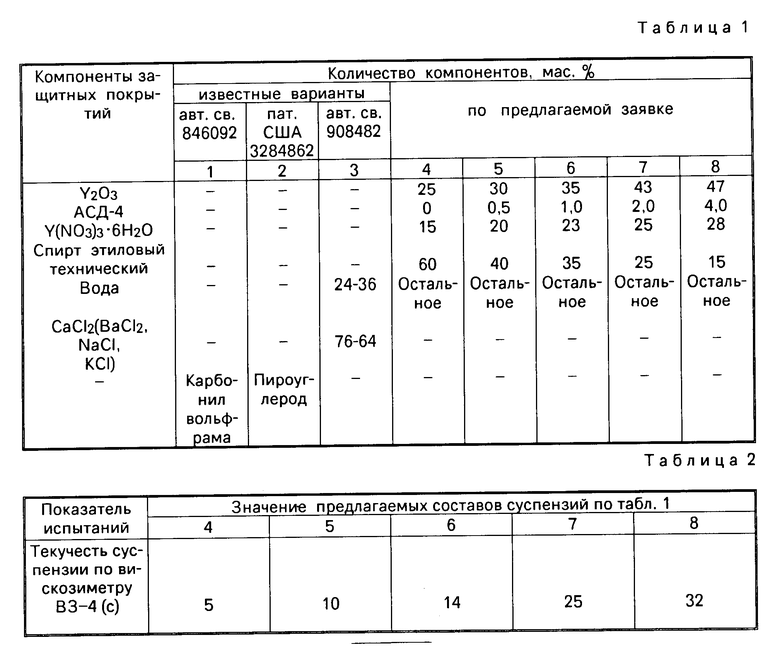
Цель достигается тем, что после прокалки керамической формы с этилсиликатным связующим, на ее внутреннюю поверхность методом ополаскивания наносится суспензия следующего состава, мас.%:
(защитное покрытие)
порошок плавленый Y2O3
зернистостью не бо-
лее 50 мкм 30...43
порошок алюминия зернис-
тостью не более 40 мкм 0,5...2,0
иттрий азотнокислый 6-вод-
ный Y(NO3)3˙ 6H2O 20...25
спирт этиловый технический 25...40
вода остальное
После нанесения защитного покрытия керамические формы подвергают прокалке при 1200-1500оС в течение 2-8 ч.
При введении порошков Y2O3 менее 30% защитное покрытие получается толщиной менее 100 мкм и не обеспечивает достаточного защитного действия, снижая при этом качество отливок (увеличивается глубина видоизмененного слоя, снижается плотность отливок).
Введение порошков Y2O3 более 43% приводит к увеличению вязкости суспензии. Слой получается толщиной более 800-1000 мкм и неравномерным по толщине, что приводит к его растрескиванию в процессе прокалки формы и отслоению в отдельных зонах. Это приводит к повышенной шероховатости отливок, а в местах отслоения покрытия (особенно в углах формы) наблюдается взаимодействие жидкого металла с материалом формы, ухудшающее качество отливок.
При введении алюминиевых порошков, например, АСД-4, более 2,0% снижается термодинамическая устойчивость защитного покрытия, приводящая к увеличению глубины видоизмененного слоя в отливках.
При введении алюминиевых порошков менее 0,5% ухудшается спекаемость порошков при 1200...1500оС и понижается прочность защитного покрытия, то же наблюдается в случае применения алюминиевых порошков зернистостью более 40 мкм. Улучшить спекаемость возможно увеличением температуры спекания до 1950. . . 2000оС. Однако это связано с резким снижением производительности труда, увеличением трудоемкости изготовления форм, а также снижением их точности геометрических размеров из-за большего перепада температур в прокалочной печи и нестабильности линейной усадки форм.
Введение Y(NO3)3 ˙ 6H2O более 25% приводит к резкому снижению живучести суспензии, а следовательно, к невозможности ее длительного хранения и перерасходу материалов.
При содержании Y(NO3)3˙ 6H2O менее 20% снижаются связующие свойства суспензии, а следовательно, уменьшается прочность защитного покрытия в непрокаленном состоянии, что ухудшает его качество, а следовательно, качество отливаемых деталей.
Количество спирта технического выбрано из условий обеспечения требуемой вязкости суспензии, которая определяется вискозиметром ВЗ-4.
Вода вводится в суспензию для улучшения растворения порошков Y(NO3)3 ˙ 6H2O. Прокаленные керамические формы изготавливают следующим образом.
Вначале готовят суспензию, для чего в расчетное количество спирта технического добавляют воду и порошок Y(NO3)3 ˙ 6H2O и размешивают раствор до полного растворения порошка. Затем в раствор при непрерывном перемешивании засыпают предварительно смешанные порошки Y2O3 с алюминиевыми порошками, например, АСД-4. Суспензию перемешивают в течение 20-30 мин и замеряют вязкость вискозиметром ВЗ-4, которая должна быть в пределах 10-25 с.
При необходимости суспензию разбавляют спиртом техническим до получения нужной вязкости. Затем очищают внутреннюю поверхность литейной керамической формы от загрязнений, например, обдувкой сжатым воздухом, замазывают все технологические отверстия обычной суспензией или вставляют керамические пробки (если это необходимо) и заливают приготовленную суспензию во внутреннюю полость формы через литниковую чашу.
Наполнив керамическую форму доверху, дают выдержку в течение 1-5 мин и выливают суспензию в следующую форму или емкость с суспензией.
Ополощенную таким образом форму выдерживают на воздухе в течение 5-15 мин и подвергают вакуумно-аммиачной сушке по известной технологии.
Затем формы устанавливают в прокалочную печь и подвергают высокотемпературной прокалке по режиму:
- до 600оС подъем температуры не выше 50оС/ч,
- до 1200-1500оС подъем температуры не выше 100оС/ч,
- выдержка при температуре 1200-1500оС в течение 2-8 ч,
- охлаждение форм до 600оС с печью далее произвольное.
После прокалки керамические формы с защитным покрытием используют для заливки тугоплавких и химически активных металлов и сплавов.
Примеры приготовления суспензии для обработки керамических прокаленных форм (защитных покрытий).
П р и м е р 1. Разбавляют 100 мл спирта этилового технического 23,8 мл воды и засыпают при непрерывном перемешивании порошок Y(NO3)3˙6H2O в количестве 50 г. Раствор перемешивают до полного растворения порошка. Затем добавляют порошки Y2O3 и АСД-4 соответственно в количестве 75 и 1,3 г, предварительно смешанные друг с другом. Суспензию перемешивают в течение 25 мин и замеряют вязкость по вискозиметру ВЗ-4. Далее суспензию заливают в прокаленную керамическую форму и производят операции по описанной выше технологии.
П р и м е р 2. В отличие от примера 1 в 100 мл спирта добавляют 17, 2 мл воды; 65,8 г порошка Y(NO3)3 ˙ 6H2O, 100,1 г Y2O3, 2,9 г АСД-4. Далее технология аналогична примеру 1.
П р и м е р 3. В отличие от примера 1 в 100 мл спирта добавляют 20 мл воды, 100 г порошка Y(NO3)3˙ 6H2O, 172 г Y2O3, 8,0 г АСД-4. Далее технология аналогична примеру 1.
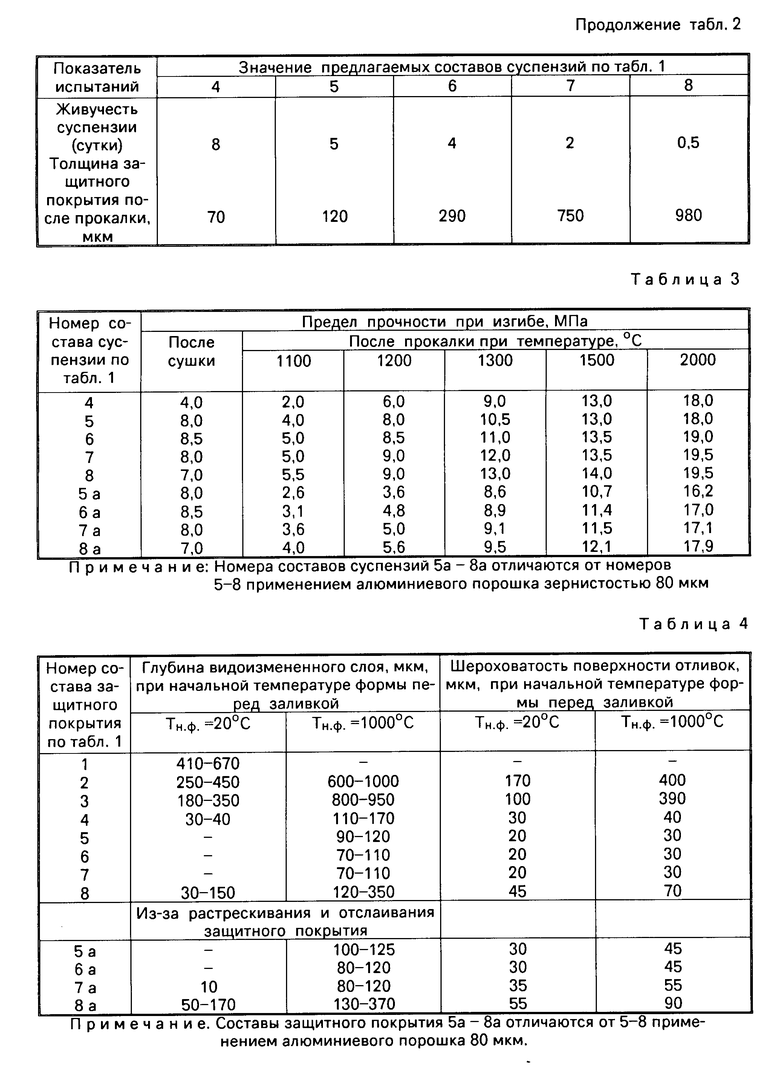
В табл. 1 показаны составы защитных покрытий по известным и предлагаемому вариантам; в табл. 2 - свойства суспензий по предлагаемому варианту составов по табл. 1; в табл. 3 - свойства образцов, изготовленных из суспензий составов, приведенных в табл. 1; в табл. 4 - данные по глубине видоизмененного слоя и шероховатости поверхности деталей из сплава ВТ20Л, отлитых в "холодные" (20оС) и нагретые до 1000оС керамические формы с защитным покрытием по известным и предлагаемым вариантам.
Предлагаемый способ обработки прокаленных керамических форм методом ополаскивания вышеуказанным составом позволяет существенно повысить качество литых деталей из химически активных металлов и сплавов за счет повышения термодинамической устойчивости рабочей поверхности литейной формы по отношению к жидкому металлу. Так, по сравнению с прототипом существенно снизилась глубина видоизмененного слоя отливок из титановых сплавов, особенно при литье в предварительно нагретую форму (в 8 раз при литье в горячую форму и в 6 раз при литье в холодную форму), улучшилась шероховатость литой поверхности деталей (в 16 раз при литье в горячую форму и в 3,5 раза при литье в холодную форму). Кроме того, как показали проведенные исследования, увеличилась плотность литых деталей.
Достигнутый уровень качества литых деталей обусловлен тем, что предлагаемое защитное покрытие на основе Y2O3 является термодинамически устойчивым по отношению к химически активным металлам и сплавам, а способ обработки керамических форм нанесением защитного покрытия методом ополаскивания с последующей сушкой и прокалкой при 1200-1500оС позволяет получить равномерное по толщине, достаточно прочное защитное покрытие, препятствующее проникновению жидкого металла к керамической форме, содержащей в своем составе термодинамически неустойчивую двуокись кремния, которая применяется в качестве связующего материала при изготовлении керамических форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ТОЧНЫХ ЗАГОТОВОК ДЕТАЛЕЙ | 1994 |
|
RU2083323C1 |
| СУСПЕНЗИЯ ОГНЕУПОРНАЯ ДЛЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2503520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1996 |
|
RU2098220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРАМИ | 2014 |
|
RU2572118C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1990 |
|
RU2021877C1 |
| Способ изготовления керамических форм по выплавляемым моделям для получения точных отливок из химически активных и жаропрочных сплавов | 2021 |
|
RU2757519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532764C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1995 |
|
RU2082535C1 |
Изобретение относится к литейному производству, а конкретнее к способам изготовления керамических форм, используемых для литья тугоплавких и химически активных металлов и сплавов. Способ заключается в том, что на прокаленную форму наносят методом ополаскивания защитное покрытие следующего состава, мас. % : порошок плавленой окиси иттрия зернистостью не более 50 мкм 30 ... 43; алюминиевый порошок зернистостью не более 40 мкм 0,5 ... 2; иттрий азотнокислый шестиводный 20 ... 25; спирт этиловый технический 25 ... 40; вода - остальное, а после сушки проводят повторное прокаливание формы при 1200 .. . 1500°С в течение 2 ... 8 ч. Способ позволяет улучшить качество отливок за счет повышения термодинамической устойчивости формы. 2 з.п. ф-лы.
Порошок плавленной окиси иттрия зернистостью не более 50 мкм 30,0 - 43,0
Порошок алюминия зернистостью не более 40 мкм 0,5 - 2,0
Иттрий азотнокислый шестиводный 20,0 - 25,0
Спирт этиловый технический 25,0 - 40,0
Вода Остальное
а после сушки проводят повторное прокаливание формы.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ обработки литейных форм для получения литья из химически активных металлов | 1980 |
|
SU908482A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
