Изобретение относится к производству тонкостенных изделий из бетонных смесей с защитной облицовкой.
Известен способ, изготовления трубчатых изделий из бетонных смесей, включающий укладку бетонной смеси в форму, радиальное прессование посредством перемещения рабочего органа и извлечение последнего.
Недостатками известного способа являются низкое качество и невозможность изготовления изделий с облицовочным слоем.
Цель изобретения - изготовление изделий с облицовочным слоем и повышение качества.
Указанная цель достигается тем, что в способе изготовления трубчатых изделий из бетонных смесей после извлечения рабочего органа в зазор между поверхностями изделия и сердечника укладывают материал облицовочного слоя, а также после укладки последнего его уплотняют.
В качестве материала защитно-облицовочного слоя могут быть применены, в частности, известные составы для штукатурной или заливочной гидроизоляции, а кроме того, учитывая возможность создания достаточно высокого прессующего давления, могут быть использованы и известные составы, применяемые при изготовлении асбестоцементных изделий.
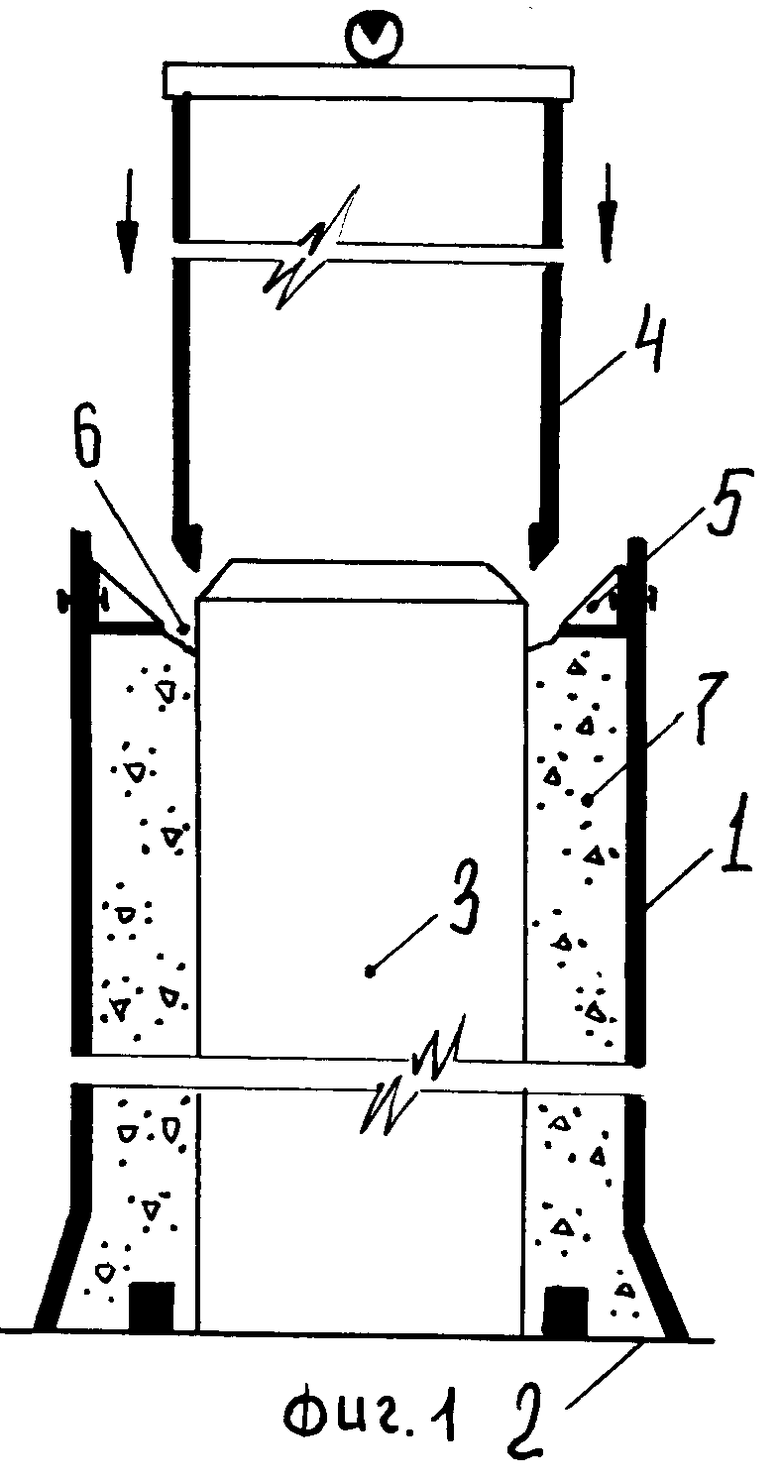
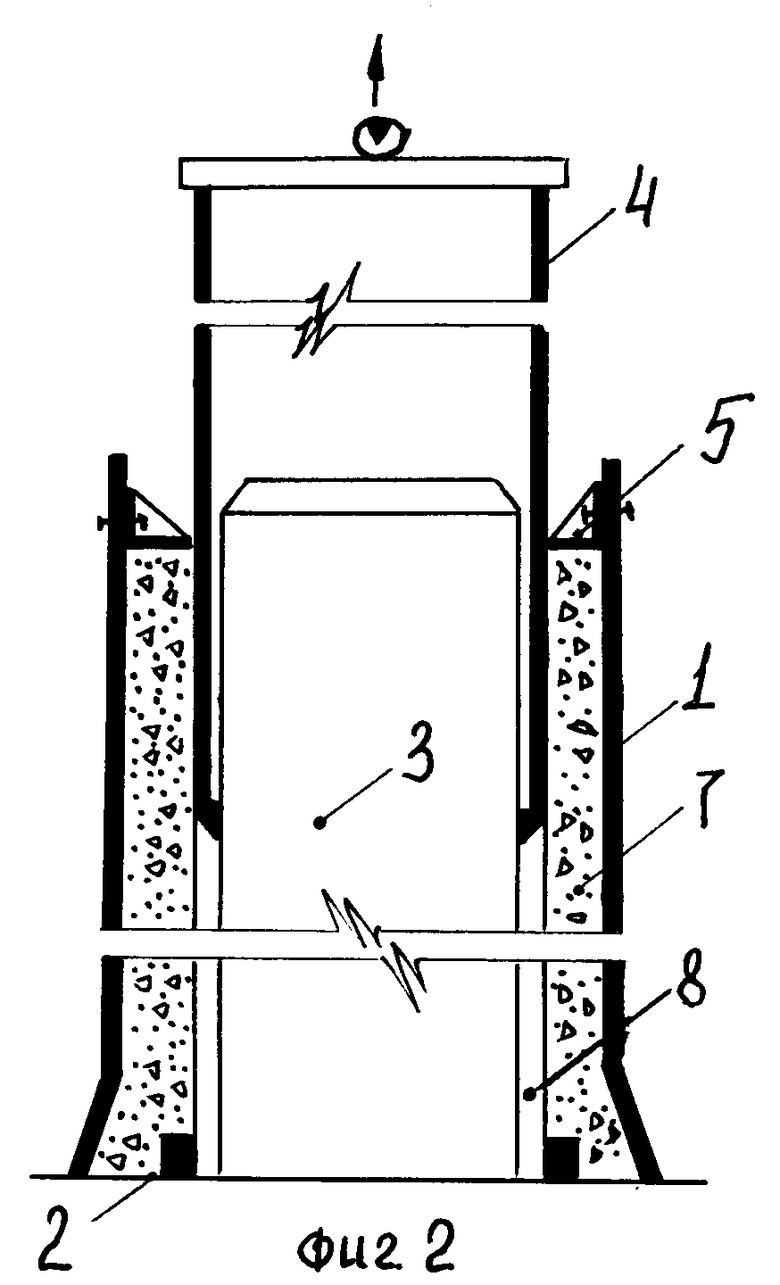
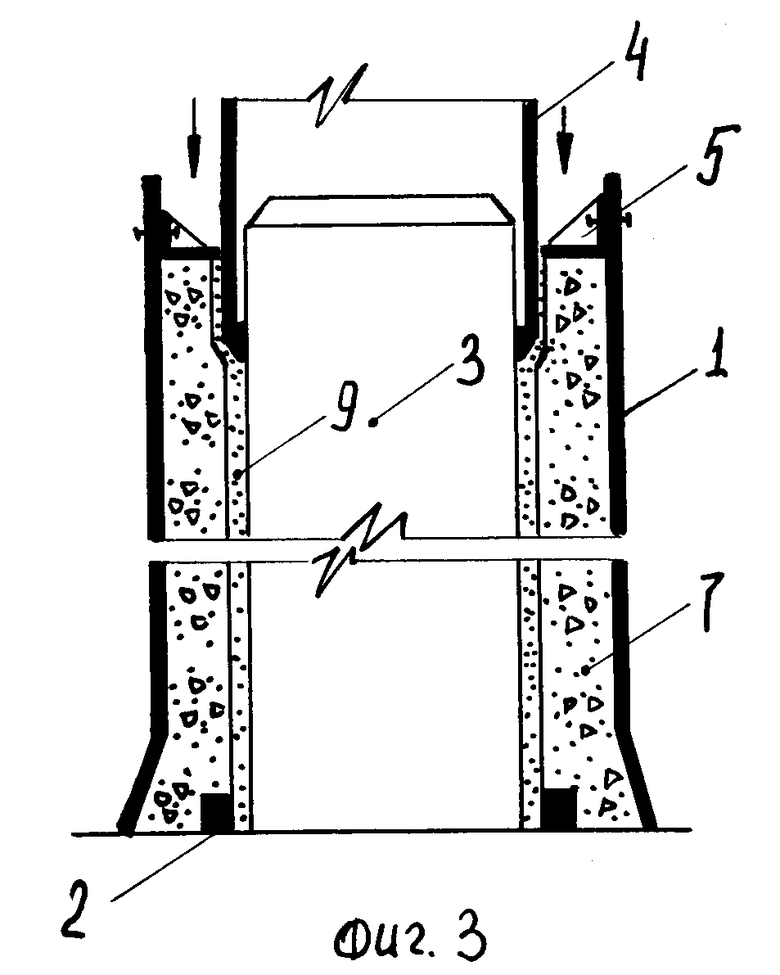
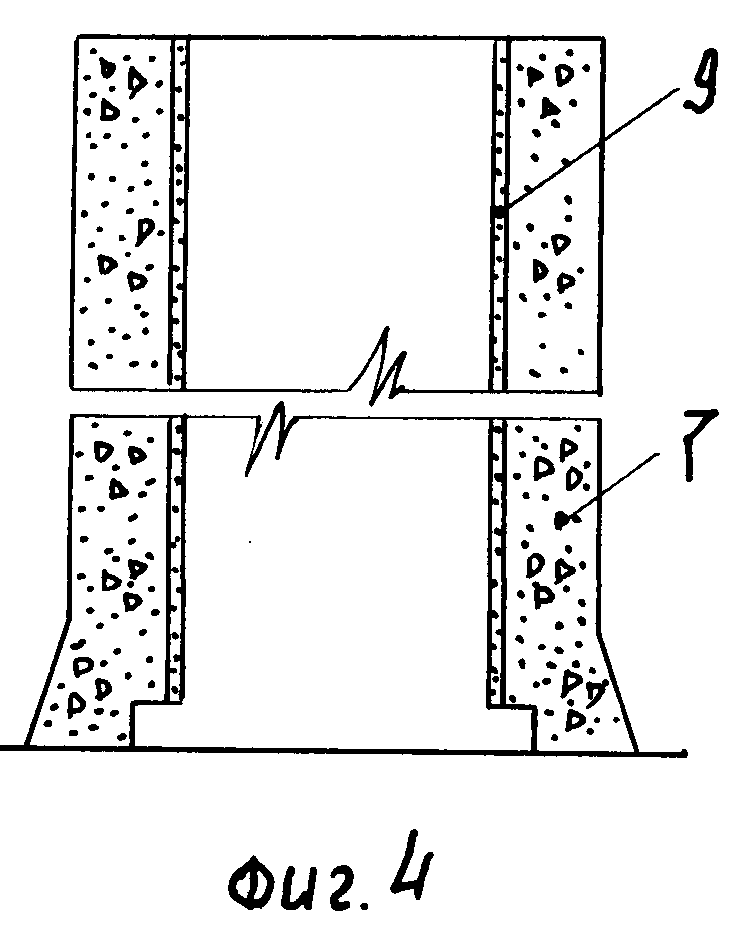
На фиг. 1 изображен вариант выполнения устройства для осуществления предлагаемого способа перед началом формования изделия, поперечный разрез; на фиг.2 и 3 - то же, этапы изготовления; на фиг.4 - готовое изделие.
Устройство для осуществления способа изготовления трубчатых изделий из бетонных смесей состоит из формы 1, установленной и закрепленной к поддону 2, цилиндрического сердечника 3, рабочего органа 4 трубчатой формы, установленного коаксиально сердечнику 3 (или как возможный вариант формы 1), упорного кольца 5 с окном 6 для прохода рабочего органа 4.
Предлагаемый способ заключается в следующем.
После подачи в форму 1 бетонной смеси 7 (при применении жестких и особо жестких бетонных смесей подача осуществляется под вибровоздействием) и установки упорного кольца 5 осуществляют прессование бетонной смеси посредством внедрения в замкнутое пространство, ограниченного формой 1, поддоном 2, сердечником 3 и кольцом 5, рабочего органа 4 с образованием кольцевого зазора 8, в который после извлечения рабочего органа 4 подают материал облицовочного слоя 9, например мелкозернистую асфальтовую мастику, с последующим его прессованием тем же или с несколько меньшим поперечным сечением рабочим органом 4. Согласно способу возможно изготовление изделий и с наружной облицовкой.
Использование способа позволяет осуществить изготовление изделий с облицовочным слоем, повысить качество и адгезию составляющих изделие слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2092310C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1987 |
|
RU2047485C1 |
| СПОСОБ ВОЗВЕДЕНИЯ НАБИВНОЙ СВАИ-ОБОЛОЧКИ | 1989 |
|
RU2006551C1 |
| Способ возведения набивной сваи-оболочки и устройство для его осуществления | 1989 |
|
SU1738920A1 |
| Способ возведения набивной сваи-оболочки | 1989 |
|
SU1719541A1 |
| Способ формования трубчатых изделий из бетонных смесей | 1987 |
|
SU1816265A3 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2090361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2012489C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2113986C1 |
| Способ возведения набивкой сваи-оболочки | 1989 |
|
SU1719540A1 |
Использование: изготовление изделий трубчатой формы, например труб, эксплуатируемых в условиях агрессивных сред. Сущность изобретения: после извлечения рабочего органа в зазор между поверхностями изделия и сердечника укладывают материал облицовочного слоя. 1 з.п. ф -лы, 4 ил.
| Способ формования трубчатых изделий и устройство для его осуществления | 1985 |
|
SU1316831A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
