Изобретение относится к электротехнике и может найти применение при изготовлении катушек трансформаторов и реакторов.
Известны электроизоляционные каркасы для катушек трансформаторов и реакторов, собираемые из шести плоских деталей.
Основным недостатком таких каркасов является недостаточная электрическая прочность их из-за наличия воздушных зазоров между деталями, составляющими каркас. Подобные каркасы обладают незначительной механической прочностью (особенно для большего диапазона мощностей) из-за частой поломки "усов" стенок, на которые опираются щеки.
Кроме того, при положительных предельных отклонениях толщины материала стенок сборка каркасов затруднена, а при отрицательных - щеки каркасов не фиксируются на торцах и могут смещаться вдоль каркаса, что создает неудобства при установке каркасов на намоточные станки.
Известны каркасы, состоящие из щек с отверстиями для крепления выводов катушки и сборной гильзы, лобовые стенки которой выполнены с выступами (с усами), образующими замок с щеками. Такие каркасы состоят из четырех частей.
Достоинства этих каркасов заключаются в том, что ребра гильзы имеют скругления и в них отсутствуют воздушные зазоры, что уменьшает вероятность повреждения изоляции провода и повышает электрическую прочность изоляции между обмоткой и корпусом трансформатора. Щеки этих каркасов предохранены от перемещения по гильзе имеющимися на них выступами.
К недостаткам этих каркасов относятся недостаточная механическая прочность из-за поломки усов лобовых стенок и низкая электрическая прочность каркаса из-за наличия воздушных зазоров между его деталями.
Известны также каркасы, состоящие из двух различных отпрессованных из пластмассы частей. Трансформаторы питания трехфазные низковольтные. Конструкция и размеры склеиваются по замку, расположенному на торцах гильз полукаркасов. После склеивания частей каркасы имеют жесткую конструкцию, высокие механические и электрические свойства, так как у них отсутствуют воздушные зазоры между частями.
Недостатком этих каркасов является ограниченность размеров сверху из-за большой массы пресс-форм и большой мощности требуемого оборудования. Из-за прессовочных уклонов, необходимых для извлечения частей каркаса из пресс-форм, точность выполнения окна каркаса получается невысокой, что затрудняет сборку частей каркаса в единое целое.
Наиболее близким по технической сущности к предлагаемому решению является каркас катушки, который имеет несколько концентрически расположенных закрытых обмоточных камер, образованных между гильзами и двумя торцовыми крышками. На торцовых крышках имеются отверстия для выводных концов обмоток с закрепленными в них контактными лепестками. Гильзовые элементы каркаса вставлены один в другой аксиально. Гильзовые элементы имеют на обоих торцах ступенчатые выступы, с помощью которых элементы каркаса соединяются с взаимным перекрытием.
Недостатками такого каркаса являются невозможность получения точных размеров торцов гильз из-за необходимости спрессовочных уклонов, а также заниженный коэффициент заполнения окна магнитопроводов проводниковым материалом при применении каркаса с обмоточными камерами, так как между обмоткой и верхней втулочной стенкой из условия собираемости должен быть воздушный зазор.
Целью изобретения является повышение точности размеров каркаса.
Поставленная цель достигается тем, что каркас электрической катушки разбивается на две пары одинаковых частей: фланцы с патрубком, имеющим ступенчатый торец, и стенки с П-образным сечением со ступенчатыми торцами. Части каркаса изготавливаются прессованием или отливкой из диэлектрика. Торцы гильзы соединены с торцами патрубков фланцев в замок с помощью склеивания или сваривания при изготовлении частей каркаса из термопластов.
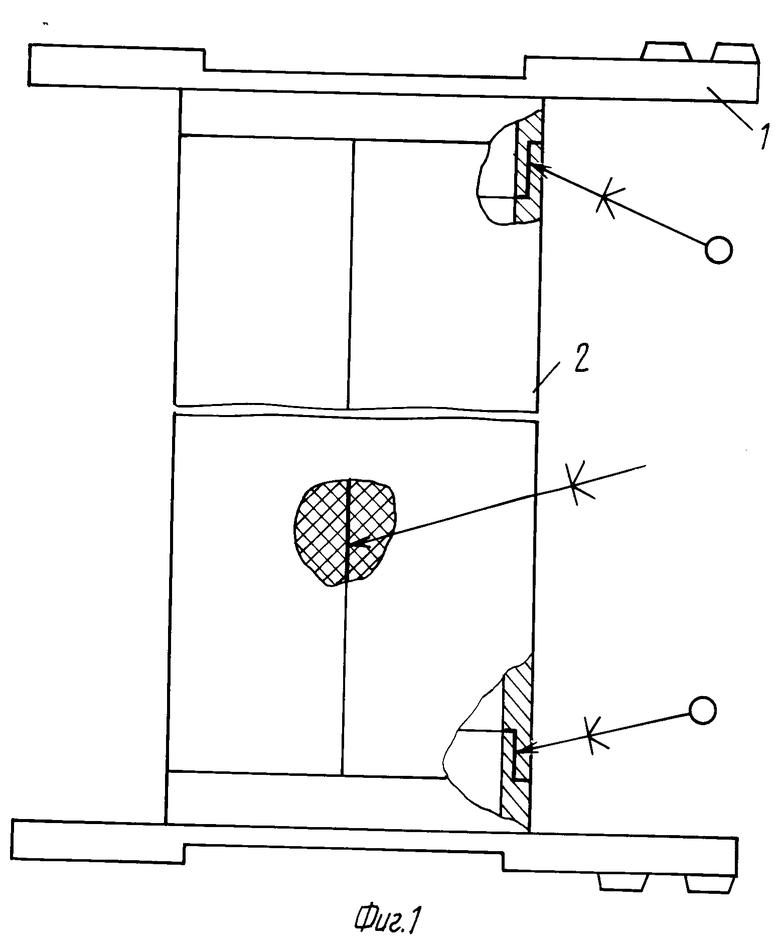
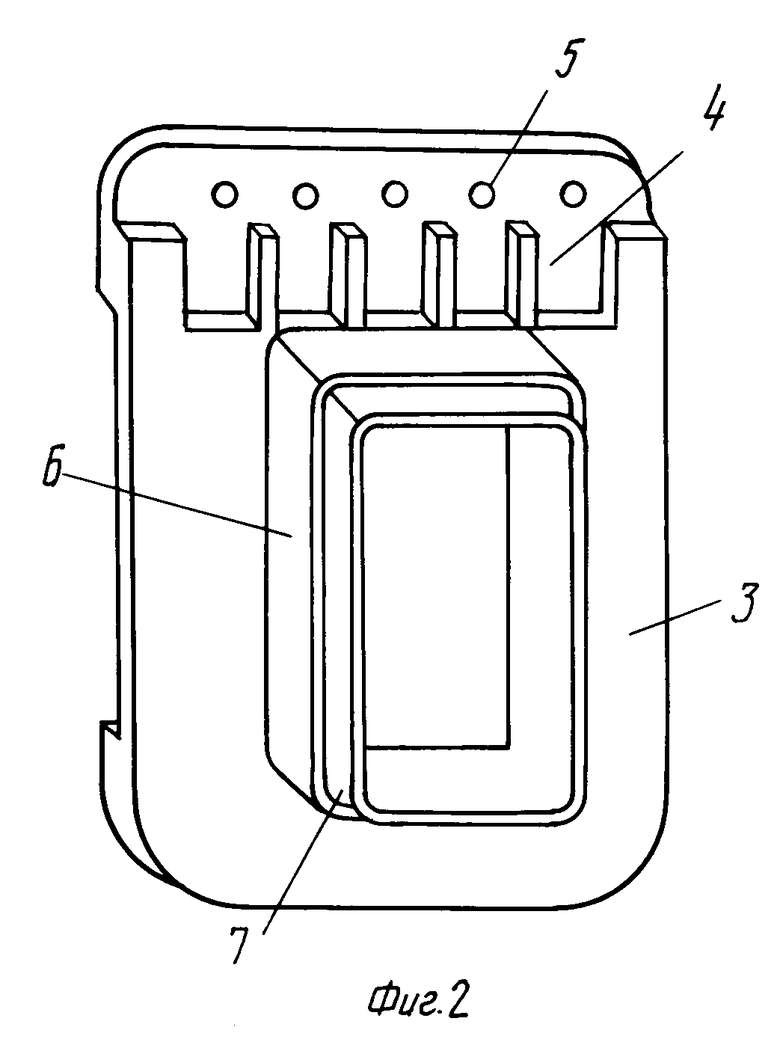
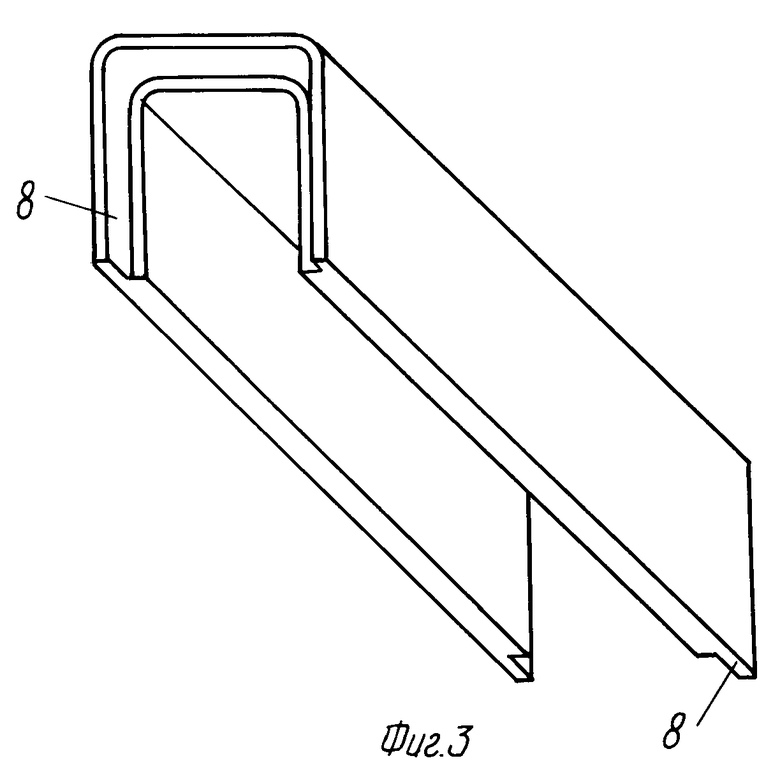
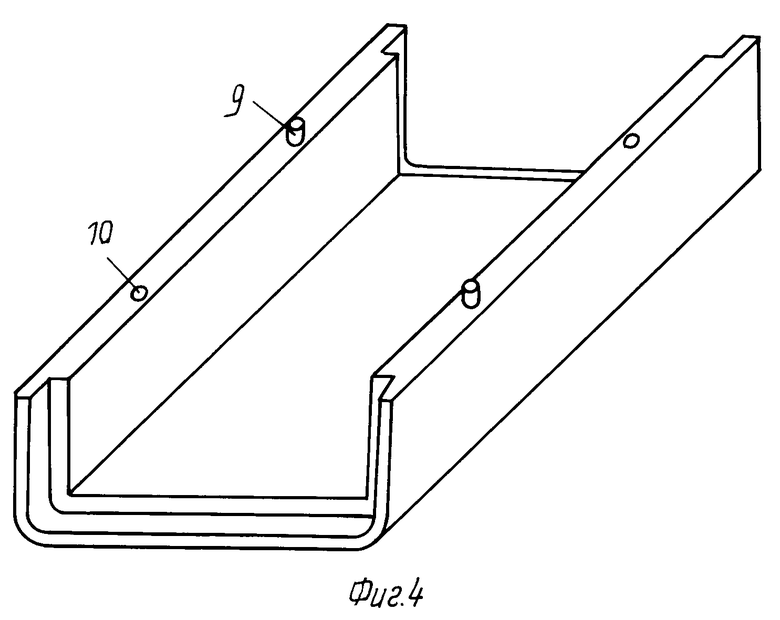
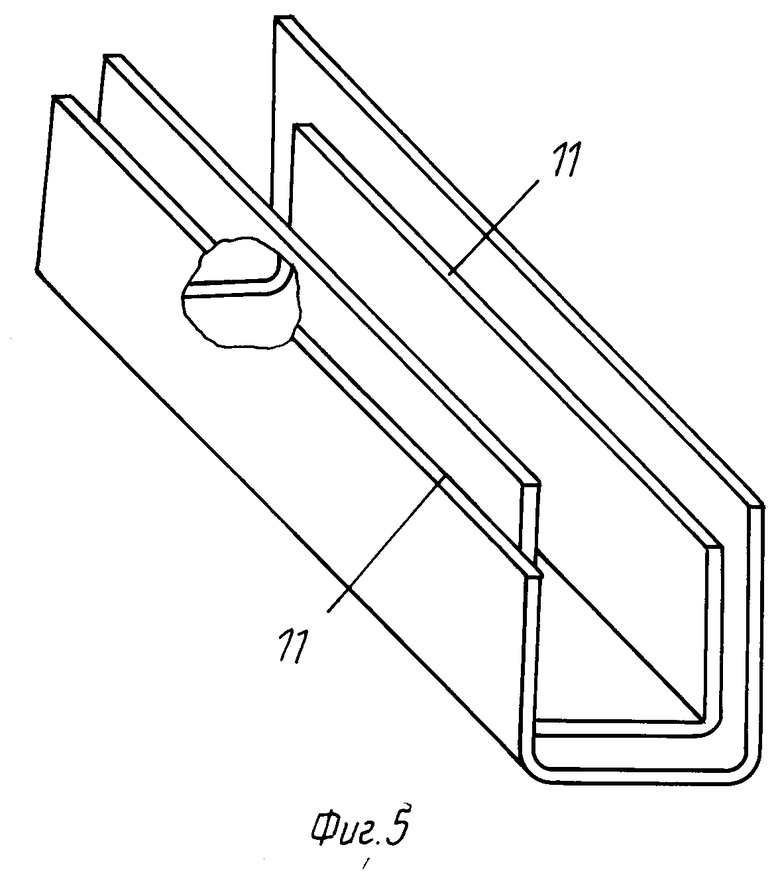
На фиг.1 показан предлагаемый каркас в собранном виде; на фиг.2 - фланец каркаса; на фиг.3 - стенка П-образного сечения со ступенчатыми торцами; на фиг. 4 - то же, с выступами и впадинами; на фиг.5 - то же, с наличием ступенчатых полок.
Каркас состоит из двух фланцев с патрубком 1 и двух стенок П-образного сечения 2. Патрубки и торцы стенок имеют ступенчатые торцы, которые соединяются в каркасе в замок на клее. При применении термопластичных материалов детали могут свариваться, например ультразвуком. Фланец каркаса 3 имеют патрубок 6 со ступенчатым торцом 7. На фланце выполнены пазы 4 для размещения выводов и отверстия 5 для крепления контактных лепестков.
Стенка П-образного сечения может быть выполнена со ступенчатыми торцами 8, с выступами, а также с вкладышами 10, расположенными на полках стенки симметрично осям в шахматном порядке, и ступенчатыми полками 11.
Для изготовления частей каркаса нужны лишь две пресс-формы. При изготовлении пластмассовых деталей листьев и прессованием точность размеров определяется усадкой материала и точностью обработки оформляющих элементов пресс-форм. На точность размеров влияют и технологические уклоны, необходимые для извлечения отпресованных изделий из оснастки.
Гильзы каркасов относится к тонкостенным изделиям, которые при прессовании из жестких реактопластов типа АГ-4 требуют уклонов - для внутренних поверхностей 1:100, для наружных 1:200.
Для каркасов трехфазных трансформаторов приняты уклоны, не превышающие 30'.
Размеры окна в каркасах под магнитопровод выполняются по 12 квалитету точности. Уклоны выполняются за счет увеличения размеров окна. Они снижают точность размеров.
Предложенное техническое решение позволяет повысить точность размеров каркаса. Рассмотрим это на примере каркаса для магнитопровода ПЛ 40х80-220.
Примем длину патрубка фланца равной 15 мм. Тогда высота гильзы со ступенчатым торцом составит 200 мм. При прессовании полной гильзы по прототипу прессовочный уклон на одну сторону составит K = l˙ tg α= =200˙ tg 30' ≈200 0,0087 = 1,74 мм. На две стороны уклоны составят 3,48 мм. Точность выполнения размера 41 мм снизится с +0,25 до +3,73 мм. Зазоры между элементами замка каркаса при больших размерах его принимают такие значения, что сборка каркаса становится невозможной.
При выполнении гильзы по предлагаемому техническому решению стенка П-образного сечения имеет высоту 20,5 мм. Уклон на одну сторону составит K" = 20,5˙ tg 30' ≈0,18 мм. Уклоны на обе стороны составят 0,36 мм. Предельное отклонение размера торца гильзы составит 0,61 мм. Причем оба торца гильзы будут иметь одинаковые размеры.
Таким образом точность выполнения размеров гильзы повысится в  ≈ 6 раз.
≈ 6 раз.
Повышение точности размеров торцов гильзы и то обстоятельство, что торцы имеют одинаковые размеры, повышают точность размеров каркаса и улучшают качество сборки.
Использование: в электротехнике при изготовлении трансформаторов и реакторов. Сущность изобретения: каркас содержит две пары одинаковых частей: фланцы с патрубком, имеющим ступенчатый торец и стенки П-образного сечения со ступенчатыми торцами. При сборке части каркаса соединяются клеем или ультразвуковой сваркой в замок. Усовершенствование заключается в том, что гильза разбита на две одинаковые части с П-образным сечением, что позволяет изменить направление прессования и повысить точность размеров каркаса. 5 ил.
КАРКАС ЭЛЕКТРИЧЕСКОЙ КАТУШКИ, содержащий гильзу со ступенчатыми торцами и фланцы, каждый из которых выполнен с патрубком, имеющим ступенчатый торец, на каждом фланце выполнены пазы и отверстия для заделки выводов, торцы гильзы соединены с торцами патрубков фланцев в замок, отличающийся тем, что, с целью повышения точности размеров, гильза выполнена в виде двух стенок П-образного сечения.
| СПОСОБ ОБНАРУЖЕНИЯ ПОСУДЫ НА ОСНОВЕ ПЕРЕКРЕСТНОГО НАГРЕВА ТЕРМОПАРЫ | 2014 |
|
RU2651734C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
