Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности к изобретению является способ футеровки и эксплуатации разливочного ковша при непрерывной разливке стали, включающий последующую укладку по высоте и днищу металлического корпуса ковша огнеупорных кирпичей с обмазкой огнеупорной смесью, нагрев футеровки и поддержание ее температуры. При этом футеровку ковша производят тремя слоями: теплоизолирующим в виде листового асбеста, арматурным из обожженного пористого шамотного кирпича и рабочим в виде ковшевого обожженного шамотного кирпича. Кладку ведут по винтовой линии по высоте ковша. После футеровки ковш нагревают до температуры 900-1100оС и поддерживают эту температуру футеровки до наполнения его металлом и начала процесса непрерывной разливки стали. После окончания разливки из ковша удаляют шлак, остужают ковш и удаляют рабочий слой футеровки. После укладки нового рабочего слоя футеровки ковш нагревают и продолжают эксплуатировать в процессе непрерывной разливки стали.
Недостатком известного способа является низкая стойкость разливочного ковша. Это объясняется тем, что футеровка ковша производится из обожженных шамотных кирпичей с применением огнеупорной обмазки между ними. В этих условиях при нагреве новой футеровки происходит деформация слоев кирпичей с образованием зазоров между ними. Кроме того, такая кладка футеровки из обожженных кирпичей требует соблюдения их геометрических размеров высокой точности. Шамотные кирпичи имеют относительно малую теплопроводность, что приводит к возрастанию термических напряжений и деформаций в кирпичах сверх допустимых значений. Обожженные кирпичи имеют значительную прочность, вследствие чего не имеют возможности деформации относительно друг друга при смещении в процессе кладки и нагреве слоев кладки кирпичей. Кроме того, шамотные кирпичи имеют малую стойкость к размыванию жидкой сталью и шлаком. Сказанное приводит к образованию в футеровке трещин, прожогу кирпичей жидкой сталью, что делает невозможным повторную эксплуатацию ковша без обновления футеровки и ее ремонта.
Технический эффект при использовании изобретения заключается в повышении стойкости разливочных ковшей при непрерывной разливке стали.
Указанный технический эффект достигается тем, что производят последовательную укладку по высоте и днищу металлического корпуса ковша огнеупорных кирпичей с обмазкой огнеупорной смесью, нагрев футеровки и поддержание температуры футеровки между опорожнением и наливом сталью ковша.
При футеровке обмазывают внутреннюю поверхность корпуса ковша огнеупорной смесью толщиной 3...5 мм, затем укладывают один слой шамотного кирпича с обмазкой поверхностей стыков кирпичей толщиной 4-6 мм и затем нагревают ковш в течение 1...2 ч до температуры 600...800оС. После этого укладывают необожженные пекодоломитовые кирпичи насухо без обмазки поверхностей стыков кирпичей в один слой параллельными кольцевыми слоями по высоте ковша и в два слоя на его днище. При этом в местах стыка кирпичей устанавливают зазор в пределах 0,001...0,003 размера кирпича между поверхностями стыков кирпичей. После этого осуществляют нагрев ковша до температуры 400...500оС со скоростью 10. ..20 град/мин, затем - до температуры 800...1000оС в течение 4...6 ч. Период между последовательными опорожнением и наливом ковша жидкой сталью устанавливают не более 2....6 ч, а температуру футеровки в этот период поддерживают в пределах 900...1000оС.
Кроме того, зазоры между поверхностями стыков кирпичей заполняют локальными участками пекодоломитовой смеси пылевидной фракции или в указанные зазоры устанавливают локальными участками тонкую полоску ленты из мягкой стали.
Повышение стойкости разливочных ковшей будет происходить вследствие кладки футеровки из необожженных пекодоломитовых кирпичей насухо без обмазки с определенными зазорами между ними. В этих условиях происходит деформация кирпичей относительно друг друга и их уплотнение вследствие расширения при нагреве из-за податливости кирпичей в необожженном состоянии. При этом вследствие повышенной теплопроводности пекодоломитовых кирпичей по сравнению с шамотными кирпичами происходит их быстрое высушивание и нагрев в условиях повышенной теплоизоляции шамотной кладкой. Отсутствие огнеупорной смазки между кирпичами обеспечивает отсутствие смещения кольцевых слоев кладки относительно друг друга по периметру и высоте ковша. Оптимальный температурный режим нагрева кирпичной футеровки обеспечивает необходимые условия твердения необожженных кирпичей и их прочность. Наличие зазоров между кирпичами в необходимых пределах обеспечивает условия допустимого затекания жидкого металла между кирпичами с последующей кристаллизацией, что повышает стойкость рабочей поверхности кладки из пекодоломитовых кирпичей. В этих условиях при допустимом времени между последовательными опорожнениями и наливами каждого сталеразливочного ковша обеспечивается его многочисленная повторная эксплуатация без разрушения пекодоломитовой кладки кирпичей.
Диапазон значений толщины огнеупорной обмазки внутренней поверхности металлического корпуса ковша в пределах 3...5 мм объясняется закономерностями деформации корпуса при эксплуатации ковша. При меньших значениях возможен контакт кирпичей шамотной кладки непосредственно с металлическим кожухом ковша, что приводит к разрушению кирпичей. При больших значениях происходит перерасход огнеупорной обмазки, при этом возможно ее саморазрушение и обвал.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от внутреннего диаметра металлического кожуха ковша на его верхнем уровне.
Диапазон значений величины толщины слоев огнеупорной обмазки между шамотными кирпичами в пределах 4...6 мм объясняется закономерностями деформации слоев кладки шамотных кирпичей по периметру и высоте ковша. При меньших значениях не будет обеспечиваться необходимое сцепление между шамотными кирпичами. При больших значениях возможна деформация кирпичей относительно друг друга с образованием щелей между ними.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от диаметра и высоты сталеразливочного ковша.
Диапазон времени нагрева ковша после футеровки шамотными кирпичами в пределах 1...2 ч объясняется закономерностями сушки и твердения огнеупорной обмазки. При меньших значениях огнеупорная обмазка не будет достигать необходимой твердости при неполном удалении из нее влаги. При больших значениях будет происходить перерасход энергии на нагрев ковша без дальнейшего улучшения служебных свойств шамотной футеровки ковша.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от емкости сталеразливочного ковша.
Диапазон нагрева ковша с шамотной футеровкой в пределах 600...800оС объясняется закономерностями твердения и удаления влаги из огнеупорной обмазки между кирпичами и из самих кирпичей. При меньших значениях в обмазке и кирпичах будет оставаться влага вследствие гигроскопичности этих материалов. При больших значениях в обмазке и кирпичах возникают температурные градиенты и термические напряжения и деформации, превышающие допустимые значения, что приводит к выходу из строя шамотной футеровки.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от емкости сталеразливочного ковша.
Кладка необожженных пекодоломитовых кирпичей в один слой по высоте ковша и в два слоя на его днище объясняется закономерностями воздействия жидкой стали и ее струи при наполнении ковша на поверхность огнеупорной футеровки при последовательных опорожнениях и наполнениях жидкой сталью в условиях непрерывной разливки методом "плавка на плавку" с последовательной сменой сталеразливочных ковшей на установке непрерывной разливки.
Диапазон значений зазоров между пекодоломитовыми кирпичами в местах их стыка в пределах 0,001...0,003 размера кирпича между поверхностями стыков кирпичей объясняется закономерностями расширения кирпичей при их нагреве и эксплуатации. При меньших значениях будет происходить деформация кирпичей при их нагреве сверх допустимых значений, что приведет к разрушению кирпичей. Кроме того, в такие зазоры не будет затекать жидкий металл. При больших значениях будут образовываться щели между кирпичами, превосходящие допустимые значения.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от размера кирпича между поверхностями стыков.
Диапазон предварительного нагрева ковша с пекодоломитовой футеровкой до 400. ..500оС объясняется закономерностями коксования пековой смолы в кирпичах. При меньших значениях не будет обеспечиваться необходимая прочность скоксованного огнеупорного кирпича. При больших значениях в материале кирпичей будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения, приводящие к трещинообразованию в кирпичах.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от габаритов кирпича между гранями стыка.
Диапазон скоростей предварительного нагрева ковша с пекодоломитовой футеровкой в пределах 10...20 град/мин объясняется закономерностями процесса пиролиза каменноугольного пека, входящего в состав пекодоломитовых кирпичей. При меньших значениях не будет происходить процесс коксования каменноугольного пека в полном объеме, что приведет к снижению прочности кирпичей. При больших значениях в материале кирпичей будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения, приводящие к трещинообразованию в кирпичах.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от габаритов кирпича.
Диапазон последующего нагрева ковша с пекодоломитовой футеровкой до 800...1000оС объясняется закономерностями полного удаления влаги из кирпичей и их твердения. При меньших значениях из материала кирпичей не будет удаляться полностью влага, кирпичи не будут обладать необходимой прочностью. При больших значениях будет происходить перерасход энергии на нагрев ковша без дальнейшего улучшения служебных свойств пекодоломитовой футеровки.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от емкости сталеразливочного ковша.
Диапазон времени последующего нагрева ковша с пекодоломитовой футеровкой в пределах 4. ..6 ч объясняется закономерностями полного удаления влаги из пекодоломитовых кирпичей, приобретением ими необходимой прочности и полным окончанием деформационных явлений в кирпичах и в их кольцевых слоях по периметру и высоте ковша. При меньших значениях не будут происходить полностью взаимные деформации между кирпичами в кольцевых слоях, а также кладка в целом не достигнет необходимой прочности. При больших значениях будет происходить перерасход энергии на нагрев ковша без дальнейшего улучшения служебных свойств пекодоломитовой футеровки.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от емкости сталеразливочного ковша.
Диапазон времени между последовательными опорожнением и наливом ковша жидкой сталью в пределах 2...6 ч объясняется закономерностями охлаждения пекодоломитовой футеровки после окончания очередного процесса непрерывной разливки стали. При больших значениях в материале пекодоломитовых кирпичей и в стыках между ними будут происходить необратимые структурные изменения, которые приведут к уменьшению числа повторных использований ковша. При меньших значениях уменьшается время для подготовки ковша к следующему использованию сверх допустимых значений.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от емкости сталеразливочного ковша.
Диапазон поддержания температуры футеровки ковша между разливками в пределах 900...1000оС объясняется закономерностями охлаждения футеровки ковша и теплопередачи через нее. При меньших значениях будут образовываться щели в местах стыков кирпичей. При больших значениях будет происходить перерасход энергии на подогрев ковша без дальнейшего улучшения его служебных характеристик при повторном использовании.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от емкости сталеразливочного ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Дан вариант осуществления изобретения, не исключающий другие в пределах формулы изобретения.
Способ футеровки и эксплуатации разливочного ковша при непрерывной разливке стали осуществляют следующим образом.
П р и м е р. В процессе футеровки сталеразливочного ковша производят последовательную укладку по высоте и днищу металлического корпуса ковша огнеупорных кирпичей с обмазкой огнеупорной смесью, затем производят нагрев футеровки и поддерживают температуру футеровки между опорожнением и наливом сталью ковша.
При футеровке обмазывают внутреннюю поверхность корпуса ковша огнеупорной смесью в виде шамотного мертеля, замешанного на воде, толщиной 3...5 мм. Затем укладывают один слой обожженного ковшевого кирпича с обмазкой поверхностей стыков кирпичей толщиной 4...6 мм. После этого нагревают ковш с шамотной футеровкой при помощи газовых горелок в течение 1...2 ч до температуры 600. ..800оС. Затем укладывают необожженные пекодоломитовые кирпичи насухо без обмазки поверхностей стыков кирпичей в один слой параллельными кольцевыми слоями по высоте ковша и в два слоя на его днище. Кладку, расположенную по высоте ковша, укладывают по периметру на двухслойную кирпичную кладку на днище.
В местах стыка пекодоломитовых кирпичей устанавливают зазор в пределах 0,001. ..0,003 размера кирпича между поверхностями стыков. Зазор устанавливают посредством местной засыпки локальными участками между сопряженными поверхностями кирпичей пекодоломитовой смеси пылевидной фракции. Эти же зазоры в другом варианте образуют посредством установки локальными участками между сопряженными поверхностями кирпичей отдельных кусочков тонких полосок ленты из мягкой стали, например 08Ю.
Одновременно между верхним буртиком металлического корпуса ковша и кладкой кирпичей оставляют зазор величиной 20...40 мм в прямо пропорциональной зависимости от высоты ковша. Этот зазор заполняют муллитовой массой, которая дает возможность расширения кирпичной кладки вверх при ее нагреве. Расширение кольцевой кладки при нагреве в поперечном направлении компенсируется деформацией кирпичей, что создает усилия прижима колец кирпичей к внутренней поверхности шамотной кладки и далее к корпусу ковша. Это приводит к упрочнению стыков кирпичей и повышению срока службы всей футеровки, а также к снижению давления кирпичей на днище ковша вследствие конусности боковых стенок ковша.
После кладки пекодоломитовых кирпичей осуществляют нагрев ковша при помощи газовых горелок до температуры 400...500оС со скоростью 10...20 град/мин, а затем - до температуры 800...1000оС в течение 4...6 ч.
Затем ковш наполняют жидкой сталью марки 3сп из сталеразливочного агрегата, например из конвертера, и начинают процесс непрерывной разливки. В процессе наполнения ковша жидкой сталью последняя проникает в имеющиеся зазоры между пекодоломитовыми кирпичами и вследствие их повышенной теплопроводности затвердевает в зазорах. Последнее является условием исключения проникновения стали дальше к шамотным кирпичам и, тем самым, прожога футеровки.
После окончания непрерывной разливки и опорожнения ковша из него сливают шлак, производят чистку разливочного стакана и профилактический осмотр шиберного затвора. При этом период между последовательными опорожнением и наливом ковша жидкой сталью устанавливают не более 2...6 ч, а температуру футеровки в этот период поддерживают в пределах 900...1000оС при помощи газовых горелок под накрытой крышкой ковша. По истечении этого времени ковш используют повторно несколько раз.
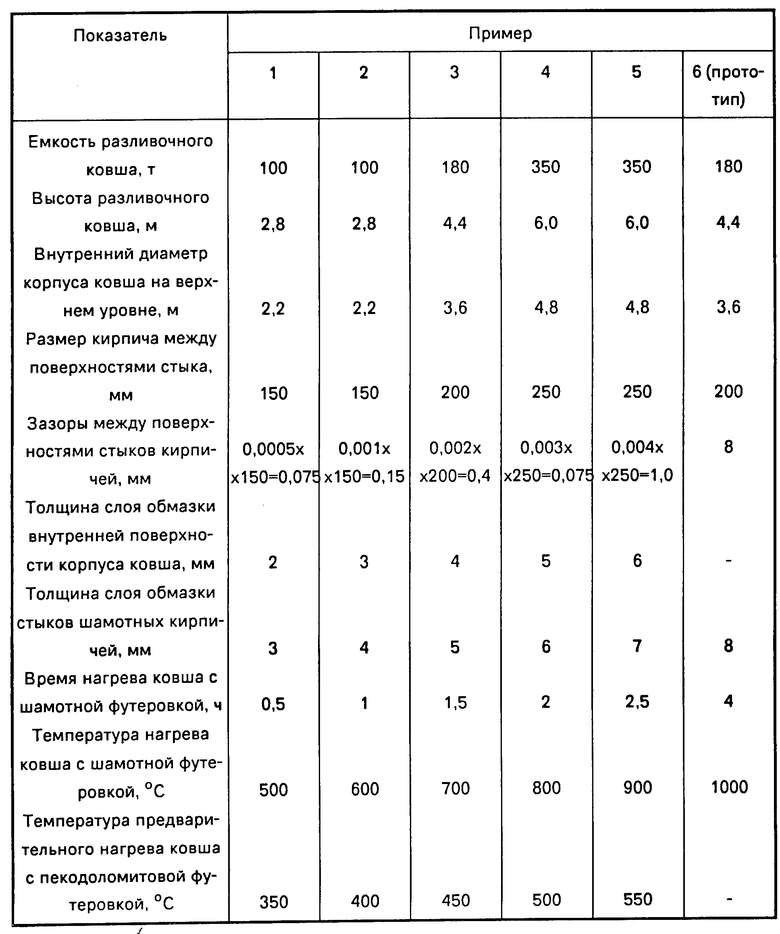
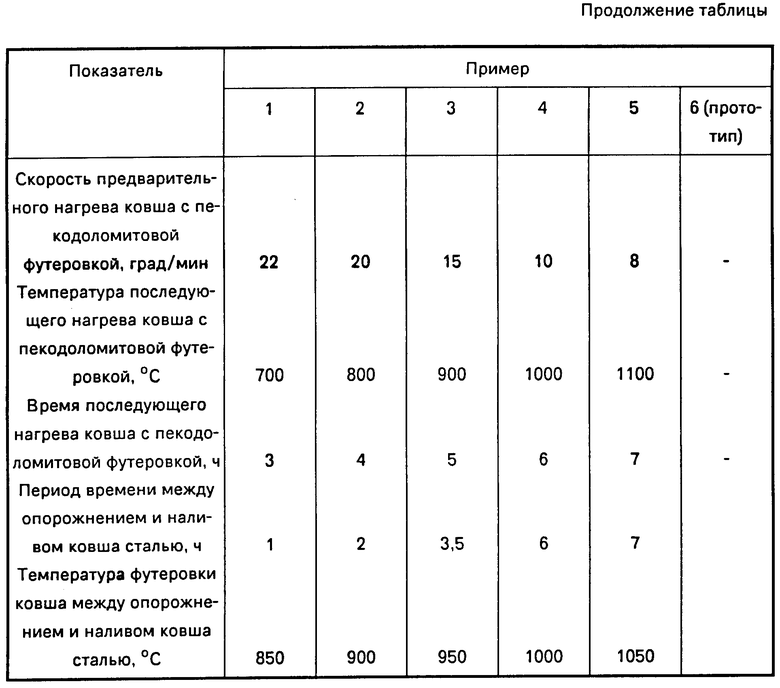
В таблице приведены примеры осуществления способа футеровки и эксплуатации разливочного ковша при непрерывной разливке стали с различными технологическими параметрами.
В первом примере вследствие малых зазоров между пекодоломитовыми кирпичами в них не затекает сталь, что приводит к их взаимному спеканию и трещинообразованию при деформации. Малая толщина обмазки между шамотными кирпичами не обеспечивает их необходимое сцепление. Малая толщина обмазки внутренней поверхности корпуса ковша приводит к нарушению сплошности шамотных кирпичей. Недостаточная температура нагрева футеровки приводит к неполному удалению из нее флаги. Большая скорость нагрева приводит к трещинообразованию в футеровке. Сказанное приводит к снижению стойкости ковша.
В пятом примере вследствие большой величины зазоров между пекодоломитовыми кирпичами между ними образуются щели несмотря на затекание в них жидкой стали. В сочетании с большой толщиной обмазки шамотных кирпичей это приводит к прожогу футеровки и корпуса ковша. Повышенный нагрев футеровки за длительное время приводит к перерасходу энергии на нагрев ковша.
В шестом примере (прототипе) вследствие отсутствия футеровки из необожженных кирпичей, уложенных насухо без обмазки, происходит разрушение обмазки между шамотными кирпичами. Вследствие малой теплопроводности шамотных кирпичей в них происходит трещинообразование при нагреве и под действием жидкой стали. При этом шамотные кирпичи имеют малую стойкость к размыванию жидкой сталью и шлаком. Сказанное приводит к разрушению футеровки ковша и быстрому выходу его из работы, делает невозможным повторное использование ковшей.
В примерах 2-4 вследствие применения в качестве рабочего слоя футеровки из необожженных пекодоломитовых кирпичей, уложенных насухо без обмазки с определенным зазором оптимальной величины, обеспечивается деформация кирпичей относительно друг друга при их расширении в процессе нагрева, что обеспечивает необходимую плотность кладки. При этом частичное затекание жидкого металла в зазоры между кирпичами и последующая его кристаллизация из-за относительно высокой теплопроводности пекодоломитовых кирпичей обеспечивает дальнейшее уплотнение футеровки, предохраняющее последующее протекание металла к шамотным кирпичам. Регламентированный нагрев футеровки и последовательность смены процессов опорожнения и наливов ковшей жидкой сталью обеспечивают повышение их стойкости, а также условия повторного использования.
Применение предлагаемого способа позволяет повысить стойкость сталеразливочных ковшей при непрерывной разливке методом "плавка на плавку" с 5-10 до 40-50 плавок. Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ футеровки и эксплуатации разливочных ковшей при непрерывной разливке стали, применяемый на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1998 |
|
RU2138366C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2096129C1 |
| СПОСОБ ФУТЕРОВКИ РАЗЛИВОЧНОГО КОВША ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2092278C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| КРЫШКА ДЛЯ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1996 |
|
RU2104121C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2083324C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2095192C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2086348C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| СПОСОБ КЛАДКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2011 |
|
RU2486989C2 |
Использование: металлургия, конкретнее непрерывная разливка стали. Сущность: обмазывают внутреннюю поверхность корпуса ковша огнеупорной смесью толщиной 3. ..5 мм, затем укладывают один слой шамотного кирпича с обмазкой поверхностей стыков кирпичей толщиной 4...6 мм и нагревают ковш в течение 1. ..2 ч до температуры 600...800°С, после этого укладывают необожженные пекодоломитовые кирпичи насухо без обмазки поверхности стыков кирпичей в один слой параллельными кольцевыми слоями по высоте ковша и в два слоя на его днище, в местах стыка кирпичей устанавливают зазор в пределах 0,001...0,003 размера кирпича между поверхностями стыков кирпичей, после этого осуществляют нагрев ковша до температуры 400...500°С со скоростью 10...20 град/мин, а затем - до температуры 800...1000°С в течение 4...6 ч; период между последовательными опорожнением и наливом ковша жидкой сталью устанавливают не более 2...6 ч, а температуру футеровки в этот период поддерживают в пределах 900...1000°С, зазоры между поверхностями стыков кирпичей заполняют локальными участками некодоломитовой смеси пылевидной фракции или в указанные зазоры устанавливают локальными участками тонкую полоску ленты из мягкой стали. 2 з.п. ф-лы, 1 табл.
| Евтеев Д.П | |||
| и Колыбалов И.Н | |||
| Непрерывное литье стали | |||
| М.: Металлургия, 1984. |
