Изобретение относится к металлургии, конкретнее к непрерывной разливке стали.
Наиболее близким по технической сущности является способ футеровки разливочного ковша для непрерывной разливки стали, включающий последовательную кладку по высоте и днищу металлического корпуса ковша огнеупорных кирпичей арматурного и рабочего слоев, между рабочими слоями футеровки стен и днища выполняют зазор толщиной около 100 мм и набивают его высокоглиноземистой массой на фосфатной связке для исключения контакта между рабочими слоями футеровки, затем ковш нагревают.
Недостатком известного способа футеровки разливочного ковша для непрерывной разливки стали является его низкая стойкость. Это объясняется тем, что при нагреве футеровки ковша в процессе его футеровки и в процессе разливки происходит расширение огнеупорных кирпичей. При этом кирпичи, выложенные по высоте ковша по его боковым стенкам, имеют возможность беспрепятственного расширения по высоте ковша. Кирпичи, выложенные на днище ковша, будучи зажаты кладкой боковых стенок через огнеупорную массу, не имеют возможности теплового расширения. В этих условиях кирпичи на днище ковша испытывают напряжения сжатия, превосходящие допустимые значения, что приводит к разрушению кирпичей, а также к выпучиванию кладки днища ковша.
Технический эффект при использовании изобретения заключается в повышении стойкости футеровки ковшей.
Указанный технический эффект достигают тем, что в процессе футеровки ковша устанавливают зазор между рабочими слоями стен и днища в пределах 0,008-0,12 диаметра рабочей полости ковша, при этом зазор заполняют безводной смесью следующего состава, об.
Сернокислый магний 7-10
Тонкомолотая глина 8-10
Магнезитовый порошок Остальное
и подвергают нагреву футеровку ковша до 1200oC.
Повышение стойкости футеровки ковша будет происходить вследствие обеспечения возможности расширения рабочего слоя футеровки днища ковша при его нагреве.
Диапазон значений величины зазора в пределах 0,008-0,012 диаметра днища рабочей полости ковша объясняется закономерностями теплового расширения кирпичей футеровки днища ковша. При меньших значениях в кирпичах будут возникать сжимающие напряжения, превосходящие допустимые значения. При больших значениях будет происходить выработка безводной смеси под действием жидкого металла.
Указанный диапазон устанавливают в обратной зависимости от диаметра днища рабочей полости ковша.
Применение безводной смеси указанного состава объясняется тем, что при этих параметрах происходит твердение и спекание смеси в пределах 1200oC. В этих условиях теплового расширения кирпичей заканчивается при температуре до 1000oC, что обеспечивает их свободное расширение, когда безводная смесь находится в податливом состоянии. При последующем повышении температуры нагрева футеровки до 1200oC происходит полное спекание и твердение смеси, что обеспечивает необходимую прочность всего днища ковша.
Ниже дан вариант осуществления изобретения, неисключающий другие варианты в пределах формулы изобретения.
Способ футеровки разливочного ковша при непрерывной разливке стали осуществляют следующим образом.
В процессе футеровки ковша осуществляют кладку по высоте и днищу корпуса ковша огнеупорных кирпичей, арматурного и рабочего слоев. Кладку арматурного слоя производят из шамотных кирпичей в один слой с обмазкой, рабочего из пекодоломитовых кирпичей насухо в два слоя. Стыки кирпичей засыпают огнеупорной пылевидной массой.
В процессе футеровки ковша устанавливают зазор между рабочими слоями стен и днища по периметру ковша в пределах 0,008-0,012 диаметра днища рабочей полости ковша. Образовавшийся по высоте футеровки зазор заполняют безводной смесью следующего состава, об.
Сернокислый магний 7-10
Тонкомолотая глина 8-10
Магнезитовый порошок Остальное
Фракционный состав смеси устанавливают в пределах ≅3 мм. После этого нагревают футеровку ковша до 1200oC.
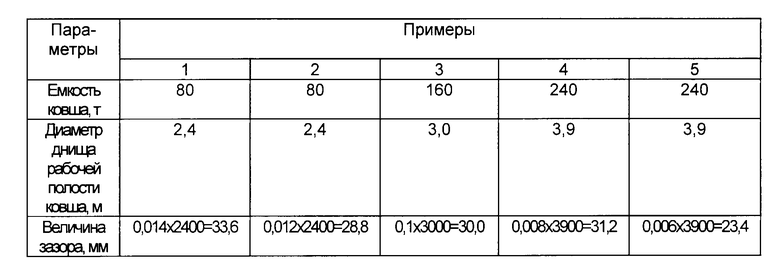
Для ковшей различной емкости величину зазора устанавливают следующей /см. таблицу/.
В первом примере вследствие большой величины зазора происходит его ускоренный износ под действием жидкого металла.
В пятом примере вследствие малой величины зазора происходит разрушение кирпичей и их выпучивание под действием сжимающих термических напряжений.
В оптимальных примерах 2-4 вследствие наличия зазора необходимой величины, заполненного безводной огнеупорной массой, обеспечивается свободное расширение кирпичей футеровки днища ковша без их разрушения и выпучивания.
Применение способа позволяет повысить стойкость футеровки ковшей на 5-10%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КЛАДКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2011 |
|
RU2486989C2 |
| СПОСОБ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1998 |
|
RU2138366C1 |
| СПОСОБ ПОДГОТОВКИ РАЗЛИВОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 1994 |
|
RU2025202C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2095192C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2096129C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| КРЫШКА ДЛЯ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1996 |
|
RU2104121C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2083324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ РАЗЛИВОЧНОГО КОВША | 2013 |
|
RU2558703C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ | 2000 |
|
RU2167030C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке стали. Технический результат заключается в повышении стойкости футеровки ковшей. Сущность способа: последовательно осуществляют кладку кирпичей арматурного и рабочего слоев футеровки стен и днища корпуса ковша и оставляют зазор между рабочими слоями стен и днища толщиной 0,008-0,12 диаметра днища ковша. Зазор заполняют безводной смесью следующего состава, об.%: сернокислый магний 7-10, тонкомолотая глина 8-10, магнезитовый порошок - остальное. Затем ковш нагревают до 1200oC. При температурах до 1000oC безводная смесь остается в податливом состоянии и не мешает тепловому расширению кирпичей. 1 табл.
Способ футеровки разливочного ковша для непрерывной разливки стали, включающий последовательную кладку огнеупорных кирпичей арматурного и рабочего слоев футеровки стен и днища корпуса ковша, выполнение зазора между рабочими слоями стен и днища, заполнение его огнеупорной массой, нагрев футеровки ковша, отличающийся тем, что зазор выполняют толщиной 0,008 0,012 диаметра днища ковша, а в качестве огнеупорной массы для его заполнения используют безводную смесь следующего состава, об.
Сернокислый магний 7 10
Тонкомолотая глина 8 10
Магнезитовый порошок Остальное
при этом нагрев футеровки осуществляют до 1200oС.
| Дифференцированная футеровка сталеплавильного ковша | 1973 |
|
SU518271A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

