Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ футеровки сталеразливочного ковша, включающий укладку арматурного слоя (из шамотных изделий) и рабочего слоя (из известково-периклазовых изделий), сушку арматурного слоя до кладки рабочего слоя и последующую сушку и разогрев рабочего слоя (см. Великин Б.А. и др. Футеровка сталеразливочных ковшей, Металлургия, 1990, с. 220).
Недостатком указанного способа выполнения футеровки является ее низкая стойкость, обусловленная проникновением металла вглубь футеровки по швам и ее "прокозление" при минимальном износе футеровки.
Наиболее близким по технической сущности к изобретению является способ подготовки разливочного ковша при непрерывной разливке стали, включающий последовательную укладку по высоте металлического корпуса слоя (арматурного) из шамотного кирпича и слоя (рабочего) из необожженного пекодоломитового кирпича, выполненного насухо без обмазки поверхности стыков кирпичей параллельными кольцевыми слоями по высоте ковша и с установкой максимальных зазоров в местах стыка кирпичей (равных 0,001 - 0,003 их размеров), а также включающий раздельную сушку и термообработку арматурного и рабочего слоев футеровки (патент N 2025202, кл. B 22 D 11/10, 41/02, опубл. 30.12.94, БИ N 24).
Недостатком указанного способа-прототипа, так же как и аналога, является низкая стойкость футеровки ковша, обусловленная проникновением металла вглубь футеровки по швам и ее "прокозление" при минимальном износе футеровки (особенно в случае применения штучных термообработанных пекодоломитовых изделий). Технический эффект при использовании изобретения заключается в повышении стойкости футеровки разливочных ковшей при непрерывной разливке стали.
Указанный технический эффект достигается тем, что зазоры в местах стыка кирпичей рабочего слоя выполняют в пределах 0,001 - 0,01 размера кирпича, на поверхность шамотного слоя наносят обмазку из тонкомолотого (размер зерен преимущественно 0,1 мм) шамотного мертеля толщиной 5 - 15 мм, а между обмазкой и рабочим слоем футеровку устанавливают зазор в 10 - 20 мм, который заполняют смесью из шамотного тонкометаллического мертеля и гранулированного пека при количестве пека 20 - 50 объемных процента.
При этом кладка рабочего слоя может выполняться из штучных обожженных (в том числе пекодоломитовых) кирпичей, смесь мертеля и пека может заливаться в зазор между рабочим слоем и обмазкой в жидком виде, а дистанционирование рабочего слоя от обмазки может осуществляться посредством жгутов из гранулированного пека, укладываемых по швам кирпичей рабочего слоя футеровки.
Выполнение поверх арматурного слоя обмазки толщиной 5 - 15 мм из шамотного тонкомолотого мертеля объясняется закономерностями свойств обмазки при ее прогреве со стороны рабочего слоя футеровки.
При эксплуатации ковша рабочий слой футеровки прогревается от расплавленного металла, причем в обмазке указанного состава при температуре 1100oC (по некоторым данным при 1000oC) образуется жидкая стекловидная фаза, придающая указанному слою термопластические свойства (см. Стрелов К.К. Технология огнеупоров, Металлургия, 1988, с. 262 - 263). Температурное расширение рабочего слоя футеровки выдавливает указанную пластическую массу в пазы между кирпичами без заметных температурных напряжений от деформации, причем одновременно указанная стеклофаза препятствует проникновению металла по швам кирпичей (что в сумме дает эффект повышения стойкости футеровки).
Выполнение обмазки из мелкозернистого мертеля (преимущественная фракция 0,1 мм) объясняется необходимостью полного заполнения швов термопластической массой, что естественно происходит при указанном мелкозернистом фракционном составе обмазки. Диапазон значений толщин обмазки 5 - 15 мм связан с необходимостью иметь в наличии необходимое количество стеклофазы для заполнения швов. При толщине обмазки менее 5 мм стеклофазы недостаточно, а при толщине более 15 мм образуется ее избыток, обладающий меньшей огнеупорностью (что также нерационально).
Диапазон значений зазоров между огнеупорными изделиями рабочего слоя в местах их стыка в пределах 0,001 - 0,01 размера кирпича между поверхностями стыков кирпичей объясняется закономерностями расширения кирпичей при их нагреве и эксплуатации. При меньших значениях будут происходить сколы кирпичей при их нагреве (особенно в случае использования обожженных огнеупоров), а при больших значениях будут образовываться щели между кирпичами, не заполняемыми стеклофазой.
Выполнение зазора 10 - 20 мм между арматурным и рабочим слоями, заполненного смесью шамотного мертеля и пека, при количестве пека 20 - 50 объемных процента, объясняется закономерностями поведения указанной смеси при нагреве. Нагрев рабочего слоя футеровки ковша осуществляется изнутри ковша, при этом имеет место опережающий нагрев поверхности футеровки и постепенный прогрев ее по толщине. При температуре 90oC пек размягчается, при дальнейшем нагреве в смеси образуется жидкая фаза, а начиная с 400 - 450oC пек скоксовывается, связывая окружающий его материал.
Нагрев рабочего слоя футеровки сопровождается ее расширением и раскрытием швов, однако заполняемых выдавливаемой в них термопластической массой из пека и мертеля.
При дальнейшем прогреве футеровки рабочего слоя по швам кирпичей формируется масса из шамотного мертеля, связанная углеродом коксового остатка от пека. При дальнейшей эксплуатации ковшей футеровка подвергается воздействию жидкой стали, в швах образуется стеклофаза с равномерно распределенным в них углеродным скелетом (то есть материал, наиболее интенсивно препятствующий размыванию кирпичей по швам из-за металлоотталкивающих свойств углерода, и практически отсутствие пор у стеклофазы).
Диапазон толщин 10 - 20 мм заполненного смесью пека и мертеля зазора между арматурным и рабочими слоями футеровки объясняется закономерностями процессов, связанных с эксплуатацией ковшей.
При меньших значениях материала смеси недостаточно для заполнения швов между кирпичами при их тепловом расширении, большие значения нерациональны из-за уменьшения строительной прочности футеровки, не достаточно расклиниваемой в этом случае со стороны арматурного слоя.
Диапазон содержания пека в смеси с тонкомолотым шамотным мертелем в пределах 20 - 50% объемных процента объясняется свойствами указанной смеси, связанных с эксплуатацией ковша. При содержании пека менее 20% коксового остатка, образующегося в швах между кирпичами, недостаточно для предотвращения проникновения металла по швам. При содержании пека более 50% термопластичной стеклофазы, формирующейся по швам кирпичей, получается недостаточное количество, что вызывает сколы кирпичей из-за температурных напряжений при расширении футеровки рабочего слоя.
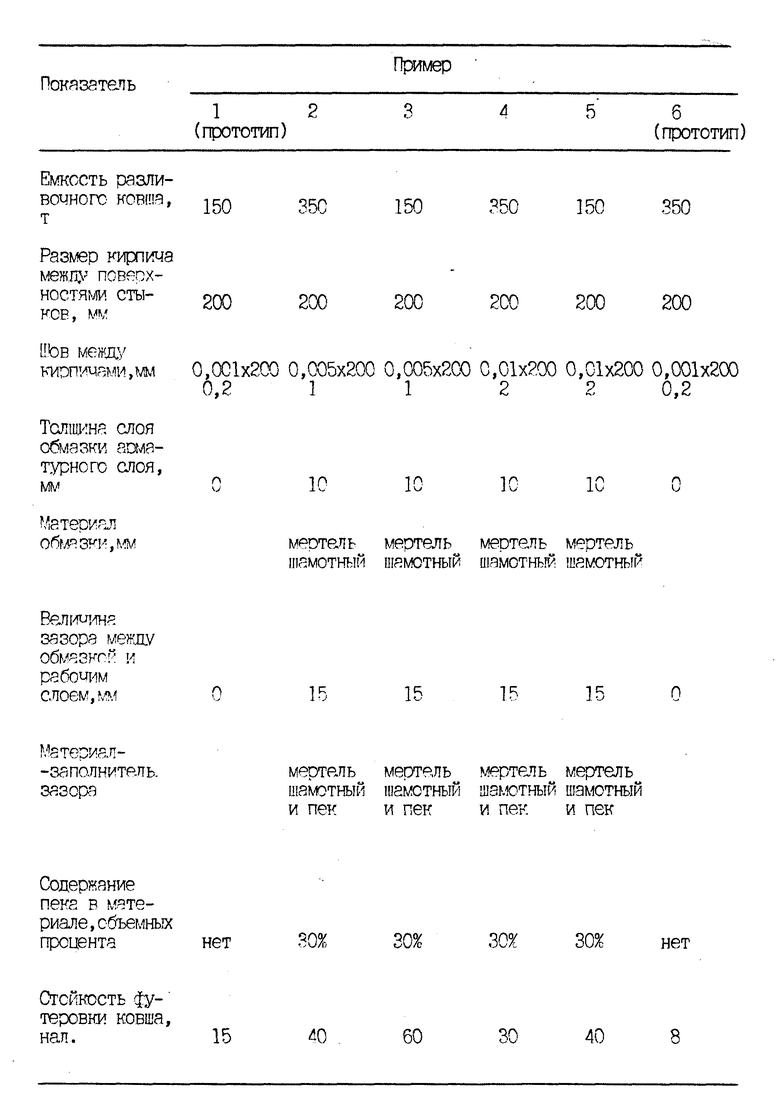
Для иллюстрации способа футеровки сталеразливочного ковша приведена таблица с примерами осуществления способа футеровки и эксплуатации разливочного ковша при непрерывной разливке стали с различными технологическими параметрами.
В примерах 1 - 6, даже при выполнении кладки с наименьшим размером шва (0,2 мм), по способу-прототипу в результате теплового расширения швы раскрываются, что приводит к прокозлению футеровки и быстрому выходу ее из строя со стойкостью футеровки 15 наливов (для 150 т ковша) и 8 наливов для 350 т ковша.
В примерах 2 и 3 с оптимальными параметрами выполнения футеровки по предлагаемому способу (размер шва - 1 мм, толщина слоя обмазки - 10 мм, из шамотного мелкозернистого мертеля, толщина зазора между обмазкой и рабочим слоем 15 мм, заполненного смесью шамотного мертеля и пека в пропорции 70 к 30 об. %) получаются наивысшие параметры стойкости футеровки (40 - 60 наливов).
При выполнении футеровки с увеличенным размером шва (2 мм) (примеры 4 и 5) стойкость футеровки ковшей снижается до 30 - 40 наливов.
Способ иллюстрируется схемой-рисунком выполнения футеровки, приведенным на чертеже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ РАЗЛИВОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 1994 |
|
RU2025202C1 |
| СПОСОБ ФУТЕРОВКИ РАЗЛИВОЧНОГО КОВША ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2092278C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2096129C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2083324C1 |
| КРЫШКА ДЛЯ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1996 |
|
RU2104121C1 |
| СПОСОБ КЛАДКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2011 |
|
RU2486989C2 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2095192C1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША ИЗ СУХИХ СПЕКАЕМЫХ МАСС | 1993 |
|
RU2057617C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке стали. Способ включает последовательную укладку по высоте корпуса арматурного слоя из шамотного кирпича и рабочего слоя из огнеупорного кирпича. В местах стыка кирпичей рабочего слоя устанавливают зазор величиной 0,001-0,01 размера кирпича. Стыки между кирпичами не обмазывают. На поверхность арматурного слоя наносят обмазку из тонкомолотого шамотного мертеля толщиной 5-15 мм. Между обмазкой и рабочим слоем устанавливают зазор в 10-20 мм и заполняют его смесью из шамотного мертеля и гранулированного пека при содержании последнего 20-50 об.%. При нагреве рабочего слоя зазоры между кирпичами заполняются выдавливаемой в них термопластичной массой из пека и мертеля. Это препятствует проникновению металла вглубь ковша, что способствует повышению стойкости футеровки и уменьшению ее износа. 3 з.п.ф-лы, 1 ил., 1 табл.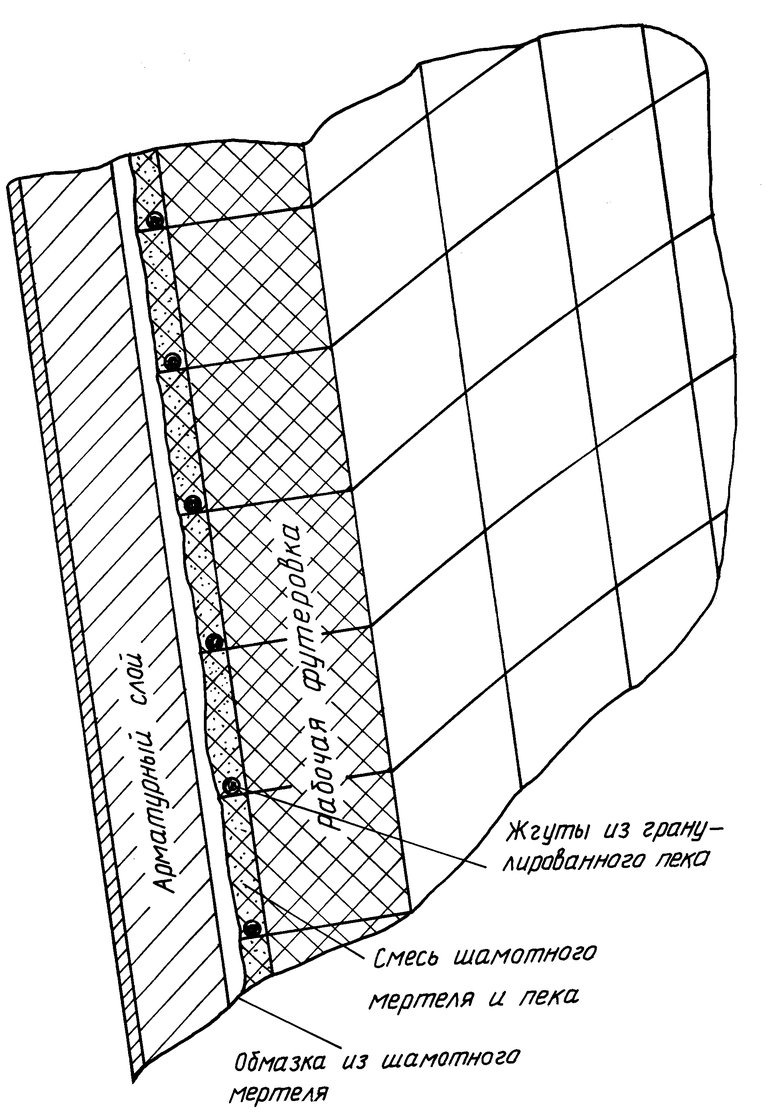
| СПОСОБ ПОДГОТОВКИ РАЗЛИВОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 1994 |
|
RU2025202C1 |
| СПОСОБ ФУТЕРОВКИ РАЗЛИВОЧНОГО КОВША ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2092278C1 |
| Дифференцированная футеровка сталеплавильного ковша | 1973 |
|
SU518271A1 |
| Способ обертывания раструбных дренажных труб и устройство для его осуществления | 1985 |
|
SU1364665A1 |

