Изобретение относится к сварке и касается подключения обратного сварочного напряжения источника питания к корпусу полого цилиндрического аппарата, вращаемого на роликоопорах со сварочной скоростью роликовым вращателем.
Цель изобретения - расширение технологических возможностей путем обеспечения высокопроизводительной сварки толстостенных изделий.
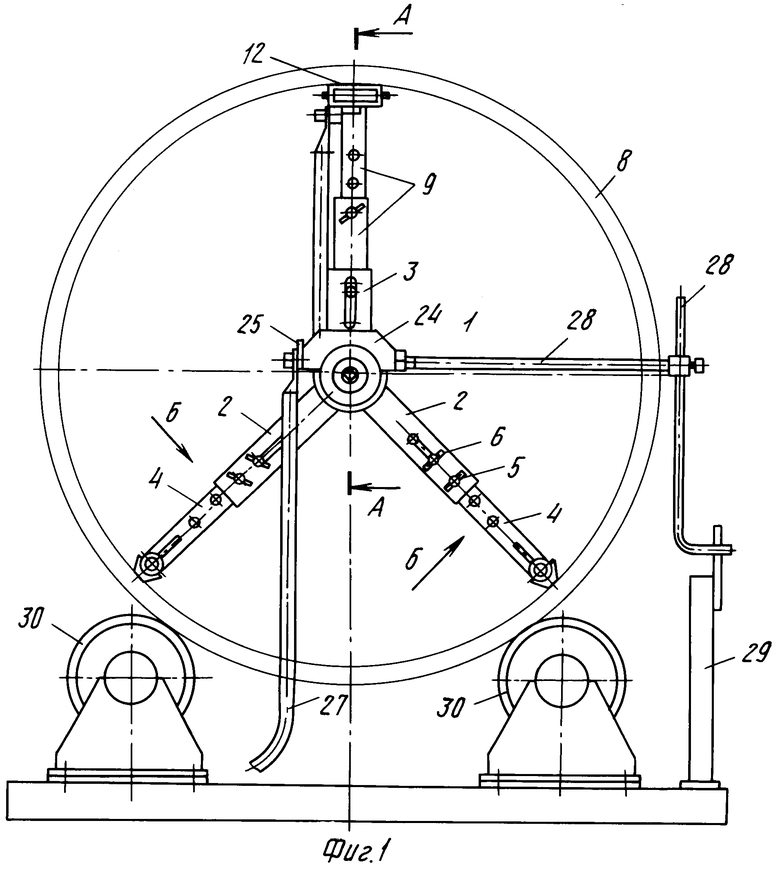
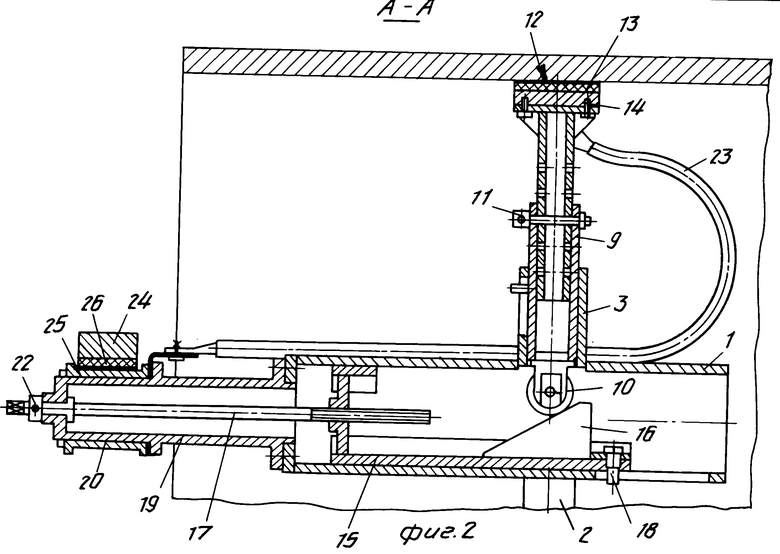
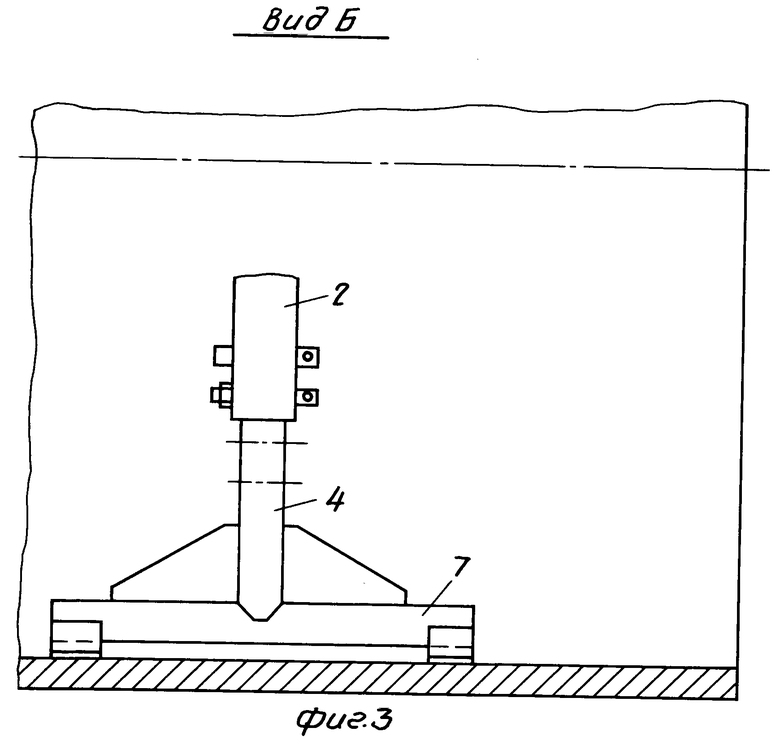
На фиг. 1 изображено предлагаемое устройство, вид по оси свариваемого изделия; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство содержит сварной корпус 1, выполненный в виде полой штанги с тремя радиально расположенными патрубками 2 и 3. В нижних патрубках установлены выдвижные стержни 4, фиксируемые относительно корпуса (патрубков) осью 5, размещенной в одной из сквозных отверстий стержня 3 и отверстии патрубка 2. В соседнем отверстии стержня устанавливается вспомогательная ось 6, которая перемещается во время выдвижения (вдвижения) стержня в направляющем радиальном пазу патрубков 2. На конце стержней 4 закреплен опорный элемент 7, концы которого контактируют с внутренней поверхностью свариваемого изделия 8 в разнесенных в продольном направлении местах соприкасания (опирания). В верхнем вертикальном патрубке 3 установлен с возможностью перемещения в радиальном направлении без вращения трубчатый составной стержень 9, на нижнем конце которого закреплена роликовая опора 10. Верхняя часть стержня 9 может быть выдвинута относительно нижней на различную высоту и зафиксирована осью 11. На конце стержня 9 закреплен электропроводный и контактирующий с внутренней поверхностью изделия элемент, состоящий из наружной латунной (медной) ленты 12, упругой резиновой прокладки 13 и сменной выпуклой формы прокладки 14, в которой закреплена с двух сторон медная лента 12.
Внутри полой штанги корпуса 1 размещен сварной ползун 15, выполненный в виде закрепленного на основании клина 16, контактирующего с роликовой опорой 10 стержня 9. Торцовая часть ползуна выполнена с винтовой резьбой и соединена с винтом 17, размещенного соосно с полой штангой корпуса 1. Ползун установлен с возможностью перемещения без вращения, что обеспечивается закрепленным на ползуне штырем 18, размещенным в продольном пазу полой штанги корпуса.
На конце полой штанги закреплена гильза 19 с установленной на ней бронзовой втулкой 20, выполненной с наружной цилиндрической поверхностью высокого класса шероховатости. На торце гильзы выполнена опора винта 17, зафиксированного от осевого перемещения кольцом 22. Втулка 20 соединена с контактной лентой 12 стержня 9 электрическим кабелем 23.
Для подключения обратного сварочного напряжения источника питания (не показан) на цилиндрическую поверхность втулки 20 устанавливают токосъемник, выполненный в виде корпуса 24 с закрепленной на нем медной лентой 25, контактирующей с верхней цилиндрической поверхностью втулки 20. Между корпусом 24 и лентой размещена упругая резиновая прокладка 26. Лента 25 соединена с источником питания электрическим кабелем 27. Корпус 24 зафиксирован от вращения относительно вращающейся при сварке втулки 20 с помощью закрепленного на корпусе стержня 28, конец которого размещен в отверстии стационарной стойки 29.
Изделие установлено на роликоопоры 30 и при сварке сварочной головкой (не показана) вращающейся со сварочной скоростью.
Устройство работает следующим образом.
Предварительно производят настройку устройства на заданный размер внутреннего диаметра изделия. С этой целью стержня 4 вытягивают на необходимое расстояние от оси полой штанги корпуса 1 и фиксируют относительно корпуса (патрубков) осями 5. Сквозные отверстия в стержнях 4 имеют цифровые обозначения, для какого диаметра изделия они предназначены. Аналогично производят настройку необходимой длины составного стержня 9.
После установки изделия на роликоопоры стенда устанавливают с помощью грузоподъемного устройства и специального захвата (не показаны) устройство внутри изделия на необходимом расстоянии от торца изделия на опорные элементы 7 стержней 4. Ось полой штанги корпуса 1 занимает при этом положение, близкое к расположению центральной оси свариваемого изделия, а вследствие того, что центр масс устройства не выходит за пределы крайних точек соприкосновения опорных элементов 7 с изделием, после удаления захвата полая штанга занимает устойчивое горизонтальное положение.
В исходном положении перед вращением винта 17 стержень 9 располагается в крайнем нижнем, а ползун 15 - в крайнем правом (фиг. 2) положениях.
При вращении винта съемной рукояткой (не показана) клин 16 перемещаясь влево и взаимодействуя с роликовой опорой 10 стержня 9 выдвигает его до контактирования электропроводной контактной ленты 12 с внутренней поверхностью изделия. Радиус кривизны сменной подкладки 14 позволяет обеспечить контакт ленты с изделием по достаточно большой площадке. После установки в рабочее положение корпуса 24 с электроконтактной лентой 25 на втулку 20 изделие может быть подключено к источнику питания перед началом процесса сварки.
Использование предлагаемого устройства позволит производить сварку толстостенной аппаратуры сварочными горелками большой мощности с большой производительностью сварочного процесса и со сниженными энергозатратами на формирование сварного шва. Энергозатраты будут такими же, как и при сварке встык листов сварочным автоматом большой мощности с силой тока 1000А и более, при условии одинаковой толщины листов и толщины стенки цилиндрического изделия и одинаковой скорости перемещения электрода относительно изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2002 |
|
RU2252849C2 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2004 |
|
RU2271268C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ТРУБЧАТЫХ ОТВОДОВ | 2004 |
|
RU2261785C1 |
| ПАРОМ РЕЧНОЙ | 2009 |
|
RU2401767C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2006 |
|
RU2313449C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2014 |
|
RU2567161C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2003 |
|
RU2254986C1 |
| Устройство для выравнивания торцовых кромок собираемых обечаек | 1987 |
|
SU1581544A1 |
Использование: для подключения к изделию обратного сварочного напряжения источника питания постоянного тока. Сущность изобретения: по крайней мере один из подвижных относительно корпуса радиальных стержней оснащен электропроводным элементом с электропроводной лентой, контактирующей с внутренней поверхностью изделия. Корпус оснащен расположенной соосно изделию электропроводной втулкой, верхняя поверхность которой контактирует с электропроводной лентой, закрепленной на корпусе и соединенной электрическим кабелем с лентой. Корпус зафиксирован от вращения относительно вращающейся при сварке втулки с помощью закрепленного на нем стержня, конец которого размещен в одном из отверстий стойки, закрепленной на основании. 1 з.п. ф-лы, 3 ил.
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
