Устройство для сварки отводов предназначено для установки и вращения в процессе сварки секционных отводов трубопроводов большого диаметра (1,5-1,8 м) с большой массой (весом).
Известное по заявке №2002111545 (опубл. 10.11.2003) устройство, помимо преимуществ над известными устройствами такого же назначения, обладает и недостатками.
Эти недостатки обусловлены тем, что закрепление отвода с помощью одной обоймы, смонтированной на конце балки, недостаточно надежно. Схема нагружения, при которой вся нагрузка от собственной массы отвода и обоймы, а также усилие воздействия ролика на закрепленный в обойме отвод сосредоточены на конце балки, является экономически невыгодной, так как влечет за собой повышенный расход металла при изготовлении балки и обоймы. Чтобы надежно закрепить отвод в одной обойме, необходимо прикладывать к отводу большие усилия, создаваемые винтовыми прижимами обоймы. Это обстоятельство приводит к быстрому износу винтовых пар.
Существенным недостатком устройства по указанной заявке является невозможность регулирования положения отвода (совместно с узлом для закрепления) с целью обеспечить соосность шпинделя и геометрической оси секции отвода, поверхность которой взаимодействует с роликом роликоопоры.
Необходимость указанного регулирования возникает при сварке отводов, у которых величина угла между секциями различная и отличается от стандартной.
Задача предлагаемого изобретения - расширение технических возможностей устройства, обеспечивающего сварку секционных отводов, у которых углы между секциями не равны стандартным значениям (величинам).
Сущность изобретения состоит в том, что устройство для сварки секционных отводов, содержащее смонтированный на основании поворотный шпиндель, жестко соединенную со шпинделем балку, размещенную под углом к шпинделю, и несущей узел для закрепления отвода, включающего в состав узла обойму с винтовыми прижимами, оснащено дополнительными узлами. Один из них - это смонтированный на основании опорный узел, верхний корпус которого с закрепленной на нем площадкой смонтированы с возможностью перемещения по вертикали и взаимодействия в рабочем положении с концом балки. Второй узел - это смонтированная на основании роликоопора с роликом, смонтированным в роликоопоре с возможностью регулируемого взаимодействия с секцией устанавливаемого в обойму отвода.
Отличием является то, что устройство, включающее в состав узла для закрепления отвода обойму с винтовыми прижимами, снабжено двумя настроечными узлами, каждый из которых несет закрепленную на нем обойму. Узлы размещены на балке разнесенными и ориентированными под углом между собой, равным приблизительно углу между секциями отвода. При этом каждая площадка узла, на которой закреплена обойма, смонтирована на закрепленных к балке опорах с возможностью перемещения относительно указанных опор перпендикулярно закрепляемой секции отвода.
Отличием является и то, что для перемещения площадок настроечных узлов с закрепленными на них обоймами предусмотрен механизм перемещения, выполненный в виде смонтированных в опорах балки поворотных осей с закрепленными на них эксцентрично цилиндрическими кулачками, сочлененными с опорами площадки, несущей обойму. При этом одна пара опор балки со смонтированной на них осью установлена на площадке балки с возможностью перемещения по ее поверхности при повороте каждой из двух поворотных осей, а одна из каждой пары опор поворотных осей выполнена с винтовыми фиксаторами, взаимодействующими в рабочем положении с поворотными осями.
На фиг.1 изображено предлагаемое устройство, общий вид;
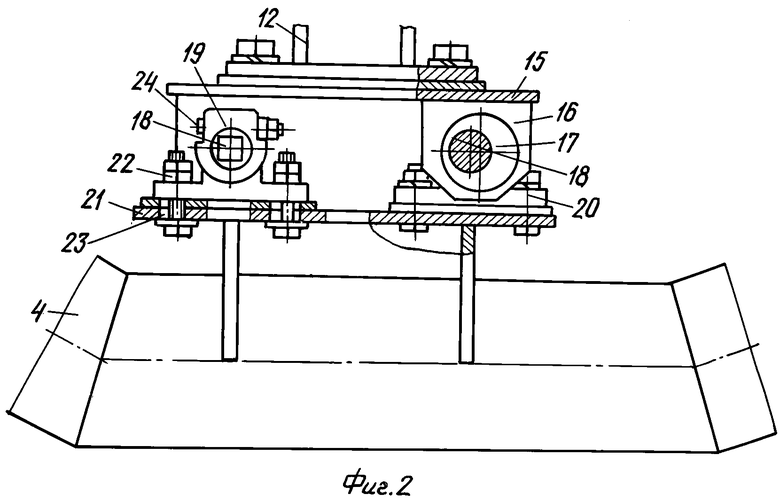
на фиг.2 изображена частично балка с одним из настроечных узлов, несущим обойму;
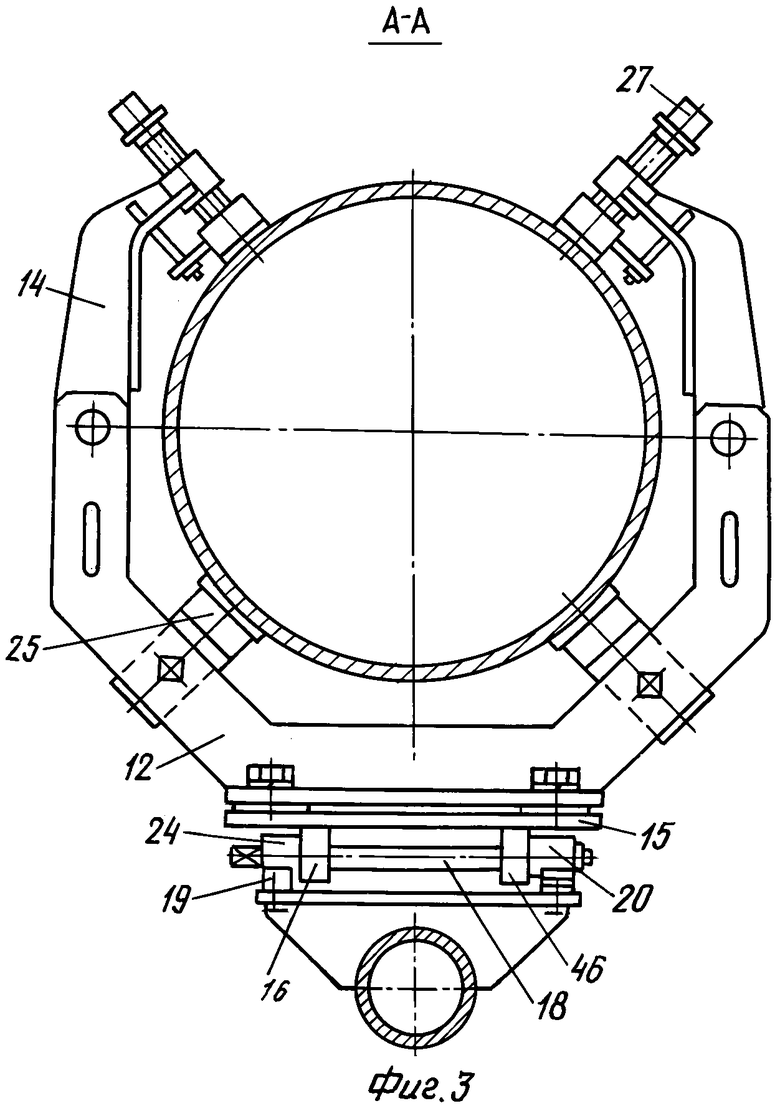
на фиг.3 - разрез А-А на фиг.1;
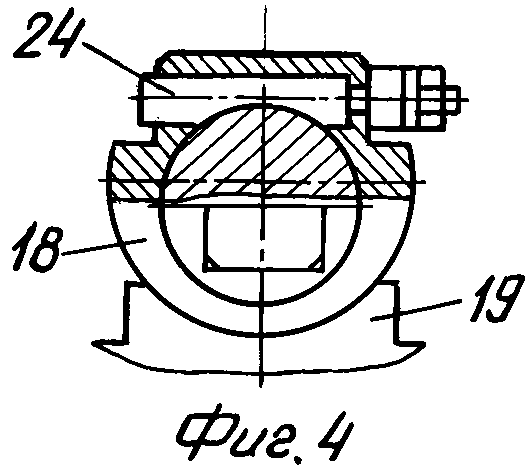
на фиг.4 - один из элементов настроечного узла - винтовой фиксатор.
Устройство содержит установленную на основании станину 1, на которой в подшипниковых опорах смонтирован шпиндель 2 с закрепленной на нем планшайбой 3. На планшайбе закреплена балка 4, ориентированная под углом к продольной оси шпинделя.
Устройство оснащено установленным на основании опорным узлом 5, верхний корпус 6 которого с закрепленной на нем площадкой 7 смонтированы с возможностью перемещения по вертикали. В рабочем положении площадка 7 взаимодействует с закрепленной на конце балки 4 площадкой 8.
Устройство оснащено смонтированной на основании роликоопорой 9, ролик 10 которой при вращении шпинделя взаимодействует с поверхностью одной из секций отвода 11, закрепленного в обоймах 12.
Устройство снабжено смонтированными на балке 4 двумя настроечными узлами 13, несущими закрепленную на каждом узле обойму 12 с поворотными кронштейнами 14 и винтовыми прижимами. Узлы 13 размещены на консоли разнесенными и ориентированными между собой под углом, равным приблизительно стандартному углу между секциями отвода. Механизм перемещения площадки 15 узла, несущей обойму, выполнен следующим образом. На площадке 15 жестко закреплены две пары опор 16, сочлененных с цилиндрическими кулачками 17, которые эксцентрично закреплены на поворотных осях 18. Оси смонтированы в двух парах опор 19 и 20, установленных на площадках 21 балки с помощью винтовых крепежных элементов. При этом одна пара опор 19 и 20 установлена на площадках 21, выполненных с пазами 23 для винтов 22, и при повороте осей 18 обеспечивается возможность перемещения указанной пары опор по поверхности площадок 21 балки.
Опоры 19, расположенные на стороне нахождения обслуживающего персонала, выполнены с винтовыми фиксаторами 24, взаимодействующими в рабочем положении с осями 18 и фиксирующими их от самопроизвольного поворота при работе устройства.
Устройство работает следующим образом.
Перед установкой собранного на электроприхватках отвода в обоймах устанавливают необходимой высоты сменные опоры 25. (Высота опор 25 установлена для стандартного ряда диаметров трубопроводов, изготавливаемых на отечественных предприятиях, и, если диаметр трубопровода по каким-либо причинам не будет соответствовать стандартному ряду, используют механизм 8 перемещения площадок 15). После установки отвода на опоры 25 обоймы, расположенной вблизи роликоопоры, поворотом осей 18 обеспечивают соосное расположение шпинделя и секции 26, поверхность которой при работе устройства будет взаимодействовать с роликом роликоопоры. После зафиксирования отвода в ближней к роликоопоре обойме установкой поворотных кронштейнов 14 в рабочее положение, нагружением винтовых прижимов 27 и винтовых фиксаторов 24, с помощью механизма второго настроечного узла 13 присоединяют вторую обойму к секции 28 отвода, то есть приводят все элементы обоймы и настроечного узла в рабочее положение, как и в первой обойме. При этом, используя механизм перемещения площадки 15 второго узла, обеспечивают равноудаленность площадки от закрепляемой секции отвода, которая должна быть такой же, как и в ближнем к роликоопоре узле. Расстояние от площадок до закрепляемых секций контролируют путем замеров по обе стороны обоймы измерительным инструментом.
Во время вышеописанных операций по установке отвода балка 4 площадкой 8 опирается на площадку 7 опорного узла 5.
Включение в работу роликоопоры 9 осуществляют после закрепления отвода в обоймах 12, воздействуя винтовым механизмом роликоопоры (не показано), прижимают ролик 10 к поверхности секции 26 отвода с усилием, равным, например, половине массы отвода. После перевода опорного узла 5 в нерабочее положение сварщик производит сварку двух стыков, расположенных по обе стороны ролика 10 роликоопоры. При этом шпиндель вращается либо со сварочной частотой (место расположения сварочного электрода не меняется), либо при периодическом включении - отключении привода.
После завершения сварки вышеуказанных стыков отключают привод вращения шпинделя в положении, при котором площадка 8 балки располагается в крайнем нижнем положении. Опорный узел 5 приводят в рабочее положение, то есть осуществляют подъем корпуса 6 с площадкой 7 до контактирования ее с площадкой 8 балки, а ролик 10 роликоопоры опускают винтовым механизмом в нерабочее положение. После перевода кронштейнов 14 обойм в нерабочее положение грузоподъемным механизмом (не показано) отвод снимают с обойм, поворачивают на 180 градусов и снова устанавливают в обоймы устройства. Перевод элементов обоймы в рабочее состояние, нагружение ролика роликоопоры и другие операции осуществляют, как было изложено выше.
Таким образом, обеспечивается более целесообразное, с точки зрения экономии металла, распределение нагрузки на балку. В предлагаемом устройстве балка и закрепленный в двух обоймах отвод воспринимают нагрузки от собственного веса, работая совместно как единая жесткая конструкция. Кроме того, обеспечивается возможность сварки секционных отводов большого веса и диаметра, у которых величина углов между секциями отличается от стандартных.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2004 |
|
RU2271268C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2002 |
|
RU2252849C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Кантователь для сварки кольцевых и продольных швов | 1973 |
|
SU512891A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Вращатель для сборки под сварку труб и трубных узлов | 1980 |
|
SU903037A1 |
Изобретение относится к сварке, а именно к устройствам для установки и вращения в процессе сварки секционных отводов трубопроводов преимущественно большого диаметра. Устройство содержит смонтированные на основании поворотный шпиндель, опорный узел и роликоопору с роликом. Поворотный шпиндель кинематически связан через жестко соединенную с ним одной стороной и размещенную под углом к его продольной оси балку с узлом для закрепления отвода, включающего обойму с винтовыми прижимами. Верхний корпус опорного узла с закрепленной на нем площадкой смонтированы с возможностью перемещения по вертикали и взаимодействия в рабочем положении с концом балки. Ролик смонтирован с возможностью регулируемого взаимодействия с поверхностью одной из секций отвода, установленного в обойме балки. На балке закреплены настроечные узлы, содержащие площадку с закрепленной на ней обоймой. Узлы разнесены и ориентированы между собой под углом, равным углу между секциями отвода, а каждая площадка настроечного узла смонтирована на закрепленных на балке опорах с возможностью перемещения относительно указанных опор перпендикулярно закрепляемой секции отвода. Это позволит расширить технические возможности устройства за счет обеспечения сварки секционных отводов, у которых углы между секциями не равны стандартным значениям. 1 з.п. ф-лы, 4 ил.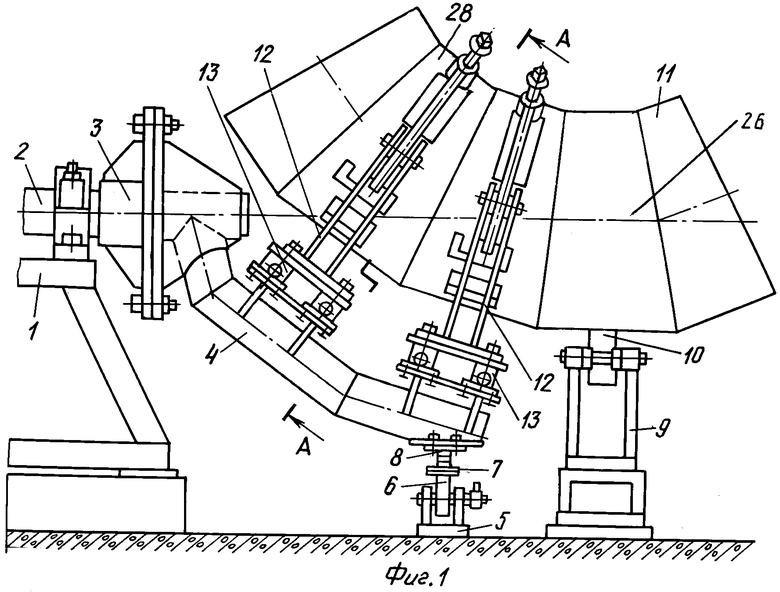
| RU 2002111545 А, 10.11.2003 | |||
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Устройство для сборки под сварку преимущественно секционных отводов труб | 1984 |
|
SU1292965A1 |
| Установка для сварки секционных отводов | 1979 |
|
SU774886A1 |
| Формирователь импульсной последовательности | 1988 |
|
SU1529421A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

