ки. Ролики 26 смонтированы в вертикальных направляющих 35 и подпружинены относительно рамы пружинами 36, Каждая роликоопора, включающая рычаг 6, установленный на суппорте 4 с возможностью поворота,подпружинена относительно суппорта пружинами 7. Устройство оснащено механизмами выравнивания отклонения от горизонтального положения обечайки, выполненными в виде смонтированных на суппортах роликоопор с возможностью поворота осей 11 с закрепленными эксцентриковыми упортми 12, на которых установлены кронштейны 13. Оси кине
матически соединены зубчато-реечной передачей с указателем 19 высотного положения роликов. Ролики 26 снабже ны механизмом их подъема, выполненным в виде закрепленного на раме гидроцилиндра, шток которого соединен с ползуном 28, несущим клинья, взаимодействующие с установленными в направляющих толкателями 30 роликов 26. Благодаря этому обеспечиваются сборка и сварка кольцевых стыков обечаек, имеющих разный в пределах допустимой нормы погрешности периметр и различную погрешность формы. 1 з.п. ф-лы, 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Устройство для сборки под сварку кольцевых стыков | 1980 |
|
SU897451A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для сборки под сварку продольных стыков обечаек | 1981 |
|
SU946872A1 |
| Способ сборки под сварку кольцевыхСТыКОВ ОбЕчАЕК и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU799932A1 |
| Устройство для сборки под сварку кольцевых стыков цилиндрических обечаек | 1985 |
|
SU1323310A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |

Изобретение относится к сварке и может быть использовано при изготовлении цилиндрических корпусов из обечаек в химическом и нефтяном аппаратостроении. Цель изобретения - повышение точности выравнивания кромок обечаек путем обеспечения равномерного выравнивания кромок обечаек, разных по диаметру. На консольной раме установлены основные 25 и дополнительные 26 выравнивающие ролики. Ролики 26 смонтированы в вертикальных направляющих 35 и подпружинены относительно рамы пружинами 36. Каждая роликоопора, включающая рычаг 6, установленный на суппорте 4 с возможностью поворота, подпружинен относительно суппорта пружинами 7. Устройство оснащено механизмами выравнивания отклонения от горизонтального положения обечайки, выполненными в виде смонтированных на суппортах роликоопор с возможностью поворота осей 11 с закрепленными эксцентриковыми упорами 12, на которых установлены кронштейны 13. Оси кинематически соединены зубчато-реечной передачей с указателем 19 высотного положения роликов. Ролики 26 снабжены механизмом их подъема, выполненным в виде закрепленного на раме гидроцилиндра, шток которого соединен с ползуном 28, несущим клинья, взаимодействующие с установленными в направляющих толкателями 30 роликов 26. Благодаря этому обеспечивается сборка и сварка кольцевых стыков обечаек, имеющих разный в пределах допустимой нормы погрешности пересмотра и различную погрешность формы. 1 з.п.ф-лы, 4 ил.
Изобретение относится к сварке, в частности к устройствам для вырав-; нивания торцовых кромок собираемых обечаек, и может быть использовано при изготовлении цилиндрических корпусов из обечаек в химическом и нефтяном аппаратостроении.
Цель изобретения - повышение точности выравнивания кромок обечаек путем обеспечения равномерного вырав нивания кромок обечаек,разных по диа .метру.
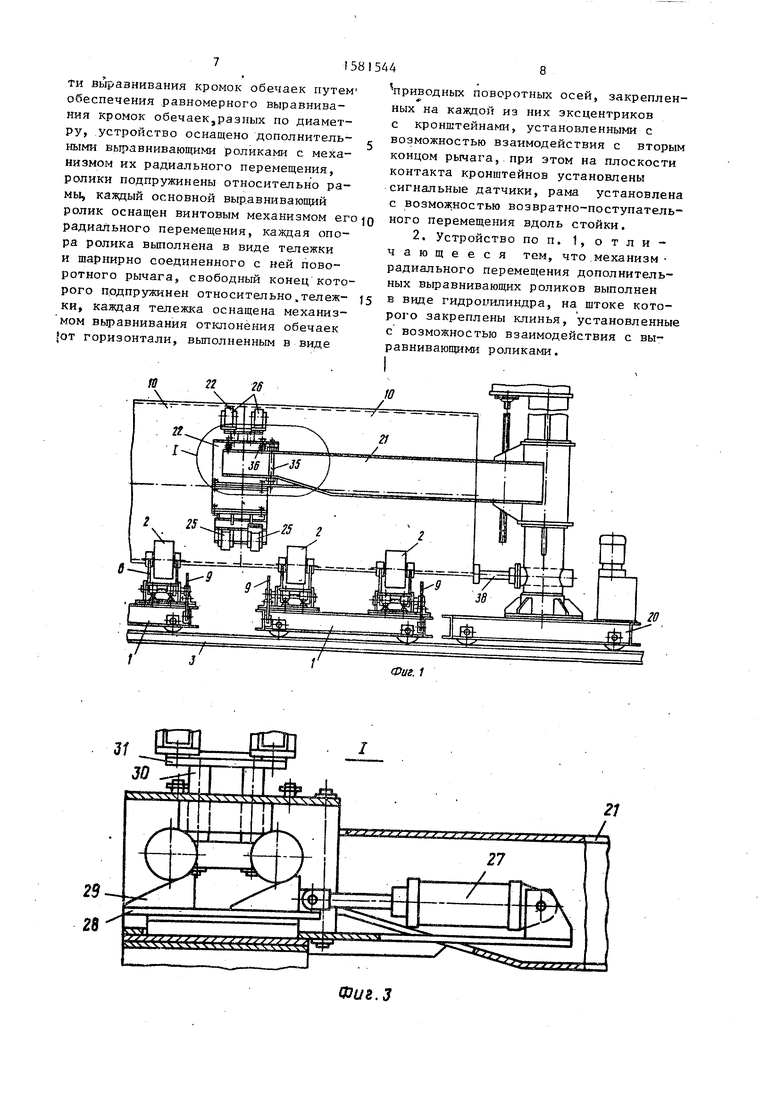
На фиг. 1 схематично изображено предлагаемое устройство для выравнивания кромок собираемых обечаек; на фиг. 2 - то же, вид сбоку,- на фиг. 3 узел I на фиг. 1; на фиг. 4 - узел II на фиг, 2.
Устройство содержит смонтированные на тележказ 1 четыре роликоопоры 2. Тележки установлены на рельсовый путь 3, один из рельсов которого выполнен направляющим клиновидным. Роликоопоры содержат суппорт 4, горизонтальную ось 5, закрепленную на суппорте, и установленный на оси 5 поворотный рычаг 6. Противоположный оси 5 рычаг 6 подпружинен пакетами тарельчатых пружин 7, размещенных на стержнях 8, выполненных в виде винто и закрепленных на суппорте 4. Роликоопоры снабжены механизмом 9 выравнивания отклонения от горизонтали положения обечайки 10. Механизм выполнен в виде установленных в подшипниковых опорах суппорта приводной оси 11. с закрепленными на нем эксцентрич- исГцилиндрическими кулачками 12, на которых установлен кронштейн 13. На
5
5
0
0
0
5
5
верхней поверхности кронштейна закреплены контакты 14 электрического сигнального устройства (не показано) , которое подает световой или звуковой сигнал при полном контактировании кронштейна 13 с поворотным рычагом 6. На осях 11 закреплены зубчатые шестерни 15 привода поворота оси 11, сочлененные со смонтированной в направляющих опорах 16 зубчатой рейкой 17. Рейка связана с рукояткой 18 ее перемещения, отсчитываемого по шкале линейки 19, закрепленной на тележке 1. При горизонтальном расположении оси обечайки 10 показания расположения рейки при контактировании корпусов 13 с поворотными кронштейнами роликоопор совпадают на обеих линейках тележки.
На рельсовый путь установлена под-, вижная тележка 20, на которой смонтирована установленная с возможностью возвратно-поступательного перемещения консольная рама 21. На раме 21 размещены механизм 22 выравнивания кромок, рама 23 со сменной частью 24. Сменная средняя часть 24 рамы в зависимости от диаметра собираемых обечаек имеет различную высоту. Механизм 22 выравнивания кромок выполнен в виде основных 25 и дополнительных 26 выравнивающих роликов.
Дополнительные выравнивающие ролики 26 снабжены механизмом их радиального перемещения относительно рамы 23, выполненным в виде закрепленного на раме гидроцилиндра 27, шток которого соединен с ползуном 28, несущим две пары клиньев 29, взаимодействующих кинематически с установленными в направляющих вертикальными толкателями 30, на которых закреплена траверса 31 со стойками 32 роликов 26.
В каждой паре роликов 25 и 26 один из них подвижен относительно другого на величину, обеспечивающую получение разности диаметров стыкуе- iмых обечаек равномерно по окружности Взаимное смещение роликов в каждо паре достигается винтовыми механизмами 33 и 34. Дополнительные выравнивающие ролики 26 установлены в направляющих 35 и подпружинены относительно рамы 21 пружинами 36. На передвижной колонне (показана частично на чертежах) размещен сварочный автомат 37. На тележке 20 смонтирован выдвижной торцовый упор 38.
Устройство работает следующим образом.
К собранной части корпуса из обечаек 10, размещенного на тележках 1, устанавливают на рельсовый путь очередную тележку. На роликоопоры этой тележки устанавливают вторую обечайку.м Перед вводом консольной рамы внутрь обечайки смещают в каждой из четырех пар прижимных роликов один из них относительно соосног с ним ролика с помощью винтовых механизмов 33 и 34 на величину, обусловленную разностью периметров собираемых обечаек. Осевым усилием торцового упора 38 перемещают тележки с обечайкой до упора в торец ранее установленный. При этом механизм выравнивания кромок займет свое рабочее положение по длине собираемого корпуса. После соприкосновения нижних роликов с обечайкой и плавного увеличения нагрузки при дальнейшем опускании консольной рамы 21 стыкуемая обечайка займет горизонтальное положение, которое контролируется по линейке механизма 9 ближних к стыку -роликоопор. Для сокращения времени и повышения надежности одновременно с подачей сигнала о достигнутой горизонтальности при закорочении контактов 14, закрепленных на корпусе 13,, отключается привод опускания консольной рамы 21.
Указанное перемещение обечайки из наклонного положения в горизонтальное произойдет за счет увеличения нагрузки от веса механизма выравнивания кромок на ближние к стыку
5
0
5
0
5
0
5
0
5
роликоопоры, в результате чего произойдет дополнительное сжатие тарельчатых пружин 7 этих роликоопор и их опускание. Затем, включая в работу гидроцилиндр 27, смещают ролики 26 вверх относительно роликов 25. Под действием усилий прижима всех четырех пар роликов к обечайкам произойдет -выравнивание их кромок с учетом разности их периметров по крайней мере в четырех точках - в местах контактирования прижимных роликов с обечайками. При этом ввиду небольшого расстояния между верхними роликами 26 заданное выравнивание кромок обеспечивается по всей длине дуги между этими роликами. Благодаря симметричности роликов относительно вертикальной диаметральной плоскости (продольной оси устройства) и возможности возвратно-поступательного перемещения консольной рамы 21, обеспечивается соосность стыкуемой обечайки с остальной частью собранного корпуса. Сварку корпуса производят сварочным автоматом 37 при вращении обечайки. При этом совместная работа роликов 25 и 26 предотвращает отклонение от заданной величины перепада диаметра стыкуемых обечаек.
Таким образом, предлагаемое устройство обеспечивает сборку и сварку кольцевых стыков обечаек, имеющих разный в пределах допустимой погрешности периметр и различную в пределах допуска погрешность формы (эллипс- ность), с обеспечением заданной величины перепада диаметров по всему стыку. Кроме этого, формирующие обечайку усилия, направленные симметрично относительно вертикальной диаметральной плоскости обечаек,и возможность плавного нагружения подпружиненных опор позволяют получить прямолинейную ось собираемого корпуса.
Формула изобретения
№
22
2S
31
jg J5
15448
приводных поворотных осей, закреплен
ных на каждой из них эксцентриков с кронштейнами, установленными с возможностью взаимодействия с вторым концом рычага, при этом на плоскости контакта кронштейнов установлены сигнальные датчики, рама установлена с возможностью возвратно-поступательного перемещения вдоль стойки.
Фиг. 1
Фиг.З
Фиг л
| Способ сборки под сварку кольцевыхСТыКОВ ОбЕчАЕК и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU799932A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
