Изобретение относится к обработке материалов резания и может быть использовано в самолетостроении, например для раскроя заготовок сотовых заполнителей агрегатов летательного аппарата.
Известен способ сквозного резания материалов высоконапорной струей жидкости, при котором струю подают под давлением перпендикулярно поверхности обрабатываемого материала [1].
Известен также способ сквозного резания материалов высоконапорной струей жидкости, включающий операции относительного перемещения формирующего струю сопла и заготовки [2].
Однако оба способа резания не обеспечивают достаточной производительности и требуемого качества резания при раскрое заготовок типа соты со стенками, параллельными направлению истечения струи, так как при прохождении в направлении, параллельном стенке сот, глубина резания равна толщине заготовки, что увеличивает время сквозного прорезания стенок заготовки.
В связи с этим из-за большого распыления струи при прохождении через значительную толщу материала качество реза на выходе струи из заготовки снижается.
Цель изобретения - повышение производительности и качества раскроя заготовок типа соты, стенки которых параллельны направлению истечения струи.
Это достигается тем, что в известном способе резки материалов высоконапорной струей мощности, включающем операции относительного перемещения формирующего струю сопла и заготовки, перед началом резания между соплом и поверхностью заготовки укладывают плоский лист сплошного материала.
Предлагаемый способ позволяет повысить производительность за счет прохождения струи в направлении, близком к направлению наименьшего геометрического параметра стенки сот, а также повысить качество за счет уменьшения отклонения струи от требуемого контура.
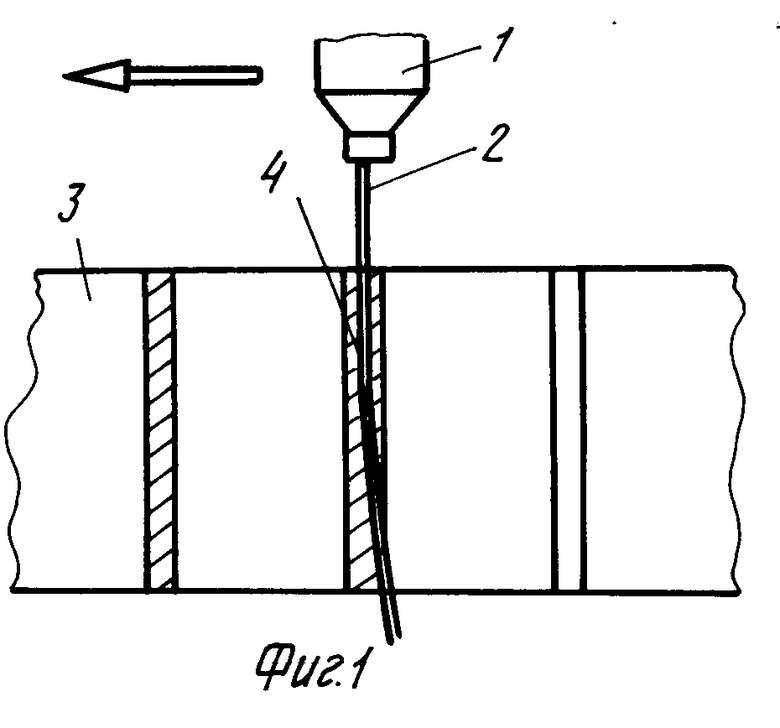
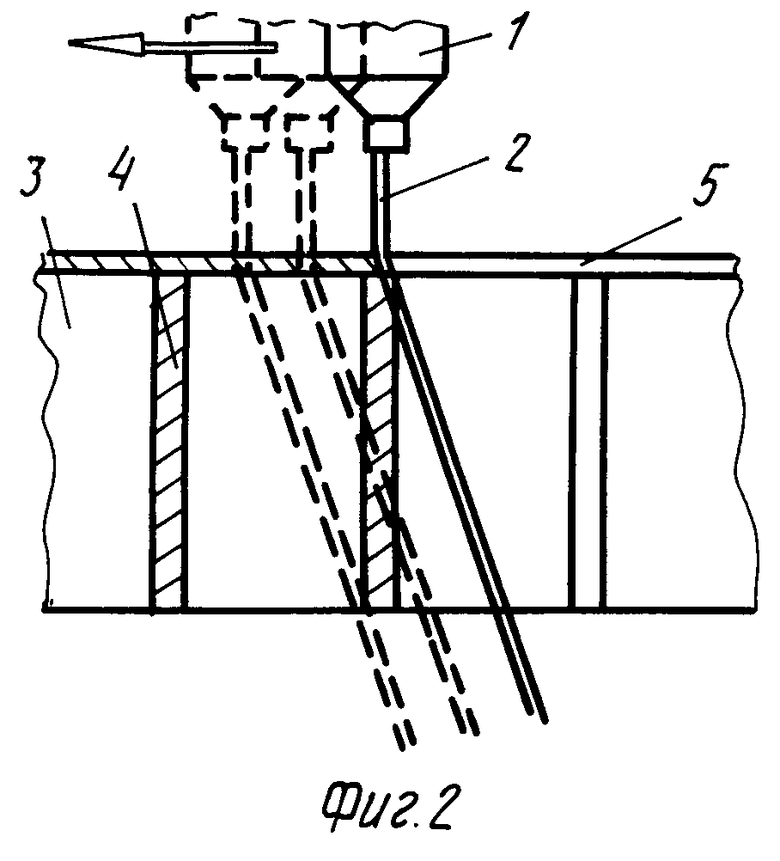
На фиг. 1 изображена схема, поясняющая резание заготовки типа соты известным способом; на фиг. 2 - схема, поясняющая осуществление предлагаемого способа.
На схемах показаны сопло 1, формирующее струю 2 жидкости, направленную на заготовку 3 типа соты параллельно ее стенкам 4.
На фиг. 2 - при осуществлении способа между соплом и поверхностью заготовки 3 размещен плоский лист 5 сплошного материала.
При осуществлении резания заготовки типа сот обычным способом (см. фиг. 1) высоконапорная струя 2 жидкости действует на стенку 4 заготовки 3 в направлении ее наибольшего размера. В этом случае резание происходит с низкой подачей, предусмотренной для толщины материала, равной высоте стенки 4 сотовой конструкции, что приводит к снижению производительности резания. Кроме того, из-за интенсивного потока воздуха, подхватываемого струей 2 жидкости и движущегося вдоль периферии струи и нежесткости самой стенки 4 сотовой конструкции, толщина которой соизмерима с диаметром струи, стенки 4 сот совершают колебания в плоскости, образованной направлением истечения струи и подачи сопла, что приводит к снижению качества резания.
Учитывая также и то, что стенки 4 сотовой конструкции попадают под струю в процессе относительного перемещения заготовки 3 и сопла 1 с определенным интервалом времени, зависящим от размера ячейки, можно утверждать, что автоматизация относительного перемещения сопла по сложному контуру раскроя будет сильно затруднена.
Предлагаемый способ реализуется следующим образом, (см. фиг. 2). Между соплом 1 и заготовкой 3 на ее поверхности, обращенной к режущей струе, укладывают плоский лист 5 из сплошного материала. При относительном перемещении сопла с вытекающей из него струей 2 вдоль контура раскраиваемой заготовки 3 плоский лист 5 из сплошного материала прорезается насквозь. При этом струя жидкости, выходя из материала, отклоняется на определенный угол в направлении, противоположном направлению относительного перемещения сопла и заготовки, и воздействует на стенку 4 и по мере продвижения сопла 1 вдоль контура раскроя разрезает ее в направлении от верхней поверхности заготовки 3 к нижней.
В этом случае в результате отклонения струи 2 при прорезании ею листа 5 сплошного материала резание стенки 4 самой заготовки 3 происходит в направлении, близком к направлению наименьшего параметра стенки 4, т.е. ее толщине.
Материал, толщина плоского листа 5 и подача по контуру подбираются в зависимости от расстояния между стенками 4, толщиной заготовки 3 и ее материала.
П р и м е р. Резка сотового наполнителя из стеклопластика на основе ткани ВФТ-2 толщиной 0,2 мм осуществлялась на установке УСВД-4000 струей воды, вытекающей из сопла диаметром 0,17 мм под давлением 230 МПа. При этом скорость подачи по контуру равнялась 700 мм/мин, а плоский лист представляет из себя плотный картон толщиной 2,5 мм. Эксперименты показали, что при резке сотового наполнителя высотой 12 мм производительность обработки предлагаемым способом выше в 5,5 раз, а отклонения от требуемого контура уменьшились в 1,7 раза.
Таким образом, предлагаемый способ резания материала позволяет повысить производительность за счет прохождения струи в направлении, близком к направлению наименьшего геометрического параметра стенки сот, а также позволяет повысить качество за счет уменьшения отклонения струи от требуемого контура.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2012 |
|
RU2508189C1 |
| СПОСОБ ФОРМИРОВАНИЯ АКСИАЛЬНО СМЕЩЕННОГО РАБОЧЕГО СЛОЯ ФАСОННОГО ПОЛИРОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1998 |
|
RU2124432C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ СОТ И СОТОВЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090362C1 |
| СПОСОБ ГИДРАВЛИЧЕСКОЙ РЕЗКИ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2080045C1 |
| СПОСОБ ПАКЕТНОЙ РЕЗКИ МАТЕРИАЛОВ ГИДРОАБРАЗИВНОЙ СТРУЕЙ | 2009 |
|
RU2433907C2 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| Устройство для раскроя полотна эластичного материала | 1985 |
|
SU1481073A1 |
| СПОСОБ ГИДРАВЛИЧЕСКОЙ РЕЗКИ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2080044C1 |
| Устройство для гидроструйной резки | 1989 |
|
SU1816572A1 |
| Способ гидроструйной резки листовых материалов | 1983 |
|
SU1164006A1 |
Использование: обработка материалов резанием, раскрой заготовок сотовых заполнителей агрегатов летательного аппарата. Сущность изобретения: между соплом и заготовкой на ее поверхности, обращенной к режущей струе, укладывают плоский лист сплошного материала. При относительном перемещении сопла с вытекающей из него струей вдоль контура раскраиваемой зоготовки типа соты со стенками, параллельными направлению истечения струи, плоский лист из сплошного материала прорезается, струя жидкости при этом отклоняется на определенный угол и воздействует на стенку соты, разрезая ее в направлении от верхней поверхности заготовки к нижней. 2 ил.
СПОСОБ РЕЗАНИЯ МАТЕРИАЛА ВЫСОКОНАПОРНОЙ СТРУЕЙ ЖИДКОСТИ, включающий операции относительного перемещения формирующего струю сопла и заготовки, отличающийся тем, что, с целью повышения производительности и качества при раскрое заготовки типа соты со стенками, параллельными направлению истечения струи, перед началом резания между соплом и поверхностью заготовки укладывают плоский лист сплошного материала.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тихомиров Р.А и др | |||
| Гидрорезание судостроительных материалов | |||
| Л.: Судостроение, 1987, с.10. | |||
