Изобретение относится к области раскроя материалов типа тканей, прорезиненных и полимерных материалов, а более конкретно к устройству для раскроя полотна эластичного материала на заготовки, например прорезиненной ткани на заготовки надувных лодок.
Целью изобретения является повышение технологичности и надежности устройства, а также расширение технологических возможностей.На фиг. 1 схематично изображено устройство, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - сечение А-А на фиг. 4; на фиг. 6 - выкроенная заготовка; на фиг. 7 - полученное изделие, вид сверху.
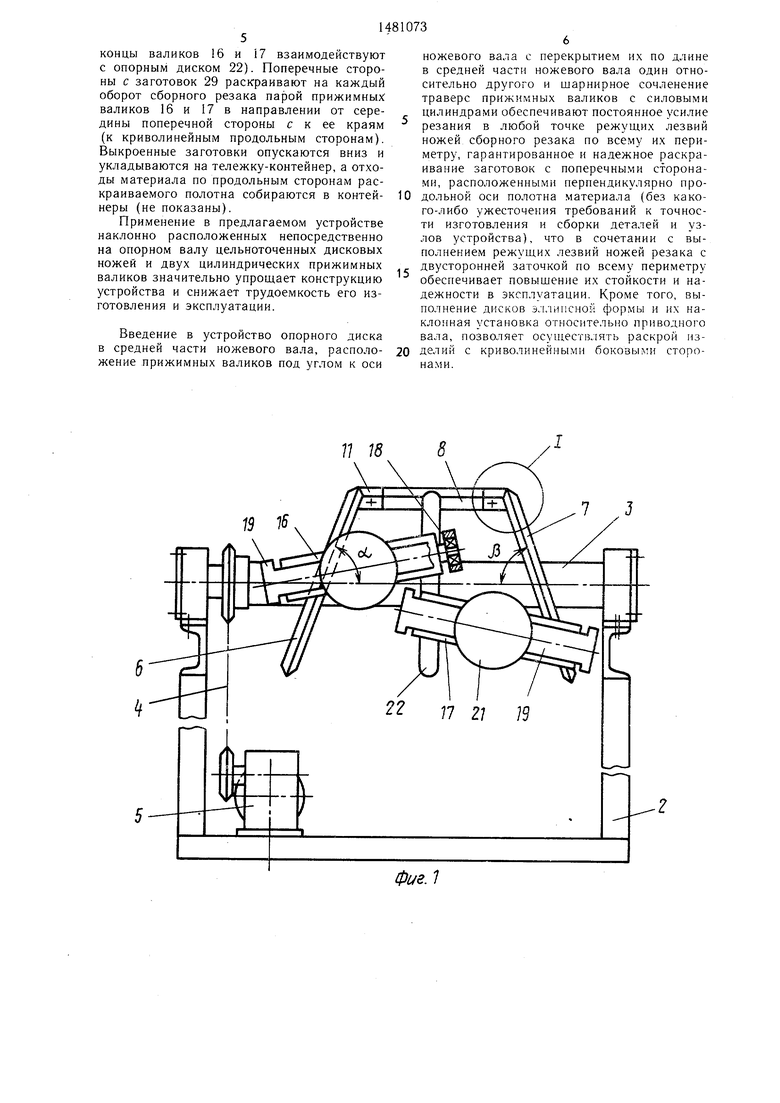
Устройство для раскроя полотна эластичного материала на заготовки, например прорезиненной ткани на заготовки надувной лодки, содержит установленную на станке 1 раму 2, на которой смонтирован приводной вал 3, последний соединен цепной передачей 4 с приводом 5. На валу 3 закреплен резак. Резак выполнен сборным и состоит из отдельных ножей 6-8, развертки которых соответствуют контурам сторон раскраиваемых заготовок. Лезвия 6 и 7 для выкраивания продольных криволинейных сторон a, b заготовок выполнены в виде наклонно закрепленных на валу 3 дисковых ножей 5 и 7. Углы наклона аир дисковых ножей 6 и 7 к оси вала 3 выбираются в соответствии с конфигурацией получаемого изделия. Наружные контуры режущих лезвий дисковых ножей 6 и 7 соответствуют по форме и размерам эллипсам d, с, которые образуются, например, при пересечении цилиндрической поверхности с диаметром наполненной камеры лодки плоскостями Б-Б и В-В, расположен4
00
ОЭ
ными к оси этой цилиндрической поверхности под углами аир (фиг. 7). Дисковые ножи 6 и 7 на участках наибольшего сближения их режущих, лезвий между собой на валу 3, соответствующему размерам поперечных сторон с заготовок, выполнены с пазами 9. В пазах 9 жестко закреплены посредством винтов 10 Т-образные вставки 1 1 переходных режущих элементов, другие концы которых жестко соединены посредством крепежных элементов 12 с поперечным ножом 8 сборного резака. Ножи 6-8 и вставки 11 изготовлены цельными из инструментальной углеродистой стали. Вставки 11 выполнены с плоскими опорными гранями 13. расположенными на плоских гранях пазов 9 дисковых ножей 6 и 7 с односторонне заточенными режущими кромками 14. обращенными наружч, а их режущие кромки .выполнены по форме эллипсов режущих лезвий дисковых ножей. Режущие кромки ножа 8 и соединенных с ним вставок 11 выполнены с двусторонними заточками и расположены на одной линии, а участки их сочленения между собой - с уступами (ступенями) и односторонне заточенными лезвиями и соединены между собой плоскими гранями уступов 15 обращенными один к другому (заточками кромок наружу).
У вала 3 установлены два цилиндрических прижимных валика 16 и 17, расположенные в подшипниках 18 качения, смонтированных в траверсах 19. Траверсы 19 шарнирно прикреплены к штокам 20 силовых цилиндров 21, смонтированных на раме 2. Прижимные валики 16 и 17 расположены под углами к оси вала 3 с их угловым смещением один относительно другого по длине режущих лезвий дисковых ножей 6 и 7 и с перекрытием их по длине валиков в средней части вала 3.
Прижимные валики 16 и 17 в устройстве расположены под равными углами к осп приводного вала дисковых ножей для того, чтобы обеспечить их контактирование с поперечным ножом 8 при раскрое поперечных сторон с заготовок в каждый момент времени в одной точке для каждого валика 16 и 17, смещающейся при вращении ножей в направлении от середины поперечного ножа 8 к его краям - участкам сочленения с дисковыми ножами 6 и 7. При расположении прижимных валиков параллельно оси ножевого вала поперечные стороны заготовок не раскроены, так как валики отжимаются от поперечного ножа, расположенного перпендикулярно продольной оси раскраиваемого полотна.
Кроме того, валики 16 и 17 смещены один относительно другого по длине режущих лезвий дисковых ножей 6 и 7 (т. с. расположены с угловым смещением) с перекрытием их обращенных одна к другой торцовых частей по длине в средней час
15
25
81073
4
ти ножевого вала. На валу 3 в средней по его длине части закреплен опорный диск 22, на котором размещены обращенные один к другому концы прижимных валиков 6 и 17, а их противоположные концы размещены соответственно на лезвиях дисковых ножей 6 и 7. Опорный диск 22 выполнен с радиальным пазом 23 для размещения поперечного ножа 8 и его наружный диаметр несколько меньше ( на
Ю 0,1-0,5 мм) диаметра окружности режущих лезвий сборного резака. Для исключения разворота прижимных валиков 16 и 17 при их обкатывании режущих кромок резака на штоках 20 силовых цилиндров 21 закреплены шпонки 24, расположенные в пазах 25 направляющих втулок 26. Над прижимными валиками 16 и 17 установлен отклоняющий ролик 27. Прижимные валики выполнены из алюминия (с возможностью переточек их рабочих поверхностей при прове20 дении ремонтных работ). Управление включением привода 5 осуществляют or кнопочной станции, а управление пневмоцилиндра- ми 21 перемещений прижимных валиков 16, 17 - от ручного воздушного крана (не показан). Регулирование давления в силовых цилиндрах (регулирование усилия раскраивания) осуществляются редуктором (не показан) .
Устройство работает следующим образом. Переводом ручки управления воздушного
3Q крана соединяют правые полости пневмоци- линдров 21 с линией подачи сжатого воздуха и штоки 20 отводят прижимные валики 16 и 17 от вала 3. Кратковременно включают привод 5 и при подходе поперечного ножа 8 к прижимным валикам 16 и 17. наблюдаемому визуально, отключают привод 5 и заправляют передний конец полотна 28 материала поверх отклоняющего ролика 27 в зазор между резаком вала 3 и прижимными валиками 16 и 17 с перекрытием поперечного ножа 8 На 5-10 мм поперечной стороной (кромкой) полотна 28. Затем переводят ручку управления силовыми цилиндрами 21 в исходное положение, а штоки 20 перемещают прижимные ролики 6 и 17 к ножевому валу 3. При этом передний конец полотна 28 зажимается в точках контактирования между лезвиями резака и прижимными валиками 16 и 17. Включают повторно привод 5 п при непрерывном вращении вала 3 со сборным резаком и прижимных валиков 16 и 17 производят непрерывные протягивания полотна 28 и раскраивание продольных сторон a, b заготовок 29 дисковыми ножами 6 и 7 (продольные стороны а заготовок 29 раскраиваются дисковым ножом 6 при обкатыва55 нии его лезвия левой частью обечайки прижимного валика 16, а стороны b - ножом 7 и правой частью валика 17, в го время как обращенные один к другому
35
40
45
50
концы валиков 16 и 17 взаимодействуют с опорным диском 22). Поперечные стороны с заготовок 29 раскраивают на каждый оборот сборного резака парой прижимных: валиков 16 и 17 в направлении от середины поперечной стороны с к ее краям (к криволинейным продольным сторонам). Выкроенные заготовки опускаются вниз и укладываются на тележку-контейнер, а отходы материала по продольным сторонам раскраиваемого полотна собираются в контейнеры (не показаны).
Применение в предлагаемом устройстве наклонно расположенных непосредственно на опорном валу цельноточенных дисковых ножей и двух цилиндрических прижимных валиков значительно упрощает конструкцию устройства и снижает трудоемкость его изготовления и эксплуатации.
Введение в устройство опорного диска
10
15
ножевого вала с перекрытием их по длине в средней части ножевого вала один относительно другого и шарнирное сочленение траверс прижимных валиков с силовыми цилиндрами обеспечивают постоянное усилие резания в любой точке режущих лезвий ножей сборного резака по всему их периметру, гарантированное и надежное раскраивание заготовок с поперечными сторонами, расположенными перпендикулярно продольной оси полотна материала (без какого-либо ужесточения требований к точности изготовления и сборки деталей и узлов устройства), что в сочетании с выполнением режущих лезвий ножей резака с двусторонней заточкой по всему периметру обеспечивает повышение их стойкости и надежности в эксплуатации Кроме того, выполнение дисков j.r.uuicHofi формы и и наклонная установка относительно приводного вала, позволяет осуществлять раскрой изв средней части ножевого вала, располо- 20 де-тий с криволинейными боковыми сторо- жение прижимных валиков под углом к осинами.
0
5
ножевого вала с перекрытием их по длине в средней части ножевого вала один относительно другого и шарнирное сочленение траверс прижимных валиков с силовыми цилиндрами обеспечивают постоянное усилие резания в любой точке режущих лезвий ножей сборного резака по всему их периметру, гарантированное и надежное раскраивание заготовок с поперечными сторонами, расположенными перпендикулярно продольной оси полотна материала (без какого-либо ужесточения требований к точности изготовления и сборки деталей и узлов устройства), что в сочетании с выполнением режущих лезвий ножей резака с двусторонней заточкой по всему периметру обеспечивает повышение их стойкости и надежности в эксплуатации Кроме того, выполнение дисков j.r.uuicHofi формы и и наклонная установка относительно приводного вала, позволяет осуществлять раскрой из


Изобретение относится к области раскроя материалов типа тканей, прорезиненных и полимерных материалов, а более конкретно к устройству для раскроя полотна эластичного материала на заготовки, например прорезиненной ткани на заготовки надувных лодок. Цель - повышение технологичности и надежности устройства, а также расширение технологических возможностей. Устройство содержит смонтированные на раме установленные на приводном валу резак с режущей кромкой и прижимной цилиндрический валик. Устройство снабжено дополнительным прижимным цилиндрическим валиком и опорным диском, при этом резак выполнен в виде двух дисковых ножей с режущей кромкой на периферии и закрепленного на их торцах плоского ножа, параллельного приводному валу, причем опорный диск установлен на этом валу перпендикулярно его оси между дисковыми ножами и своей периферией жестко связан с плоским ножом, а прижимные цилиндрические валики установлены шарнирно с наклоном к оси приводного вала и с перекрытием в зоне расположения опорного диска. Дисковые ножи выполнены в форме эллипса и установлены на приводном валу наклонно. 1 з.а.ф-лы, 7 ил.
77 18
Фиг.1
Фиг. 2
29
А-А
12
Фиг. 6
| Устройство для раскроя полотна эластичного материала на заготовки | 1983 |
|
SU1177162A1 |
| Солесос | 1922 |
|
SU29A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ДЕТАЛЕЙ | 0 |
|
SU385740A1 |
| Солесос | 1922 |
|
SU29A1 |
