Изобретение относится к раскрою деталей гидроабразивной струей и может быть использовано для резки пакетов, собранных из листов.
Известен способ гидроабразивной резки листовых деталей, включающий нанесение абразивных частиц в виде суспензии на обрабатываемую поверхность, которую отверждают, после чего подают рабочую жидкость под высоким давлением. За счет этого достигается идентичность качества линии реза на любом участке детали [1].
Однако данный способ не обеспечивает достаточной производительности и требуемого качества пакетного резания листов из-за низкого содержания абразивных частиц в рабочей жидкости.
В качестве прототипа выбран способ пакетной резки листов материалов гидроабразивной струей, включающий операции относительного перемещения формирующего гидроабразивную струю сопла и пакета листов материала [2].
Однако основные затруднения при использовании данного способа возникают вследствие неплотного прилегания листов в пакете, из-за чего гидроабразивная струя искривляется и растекается в стороны, образуя завихрения, которые препятствуют сквозному прорезанию материала, при этом процесс резания прекращается.
Задача, на решение которой направлено изобретение, состоит в обеспечении сквозного резания пакетов листового материалов, за счет улучшения условий отвода из зоны резания продуктов разрушения и отработанного абразива, а также исключения образования водных пробок в межслойной зоне.
Это достигается тем, что в способе пакетной резки листов материалов гидроабразивной струей, включающем операции относительного перемещения формирующего гидроабразивную струю сопла и пакета листов материала, в отличие от прототипа, обеспечивают межслойный технологический зазор между листами посредством установки между ними перед началом резания технологических опор, толщина которых исключает образование водных пробок при резании пакета листов материалов.
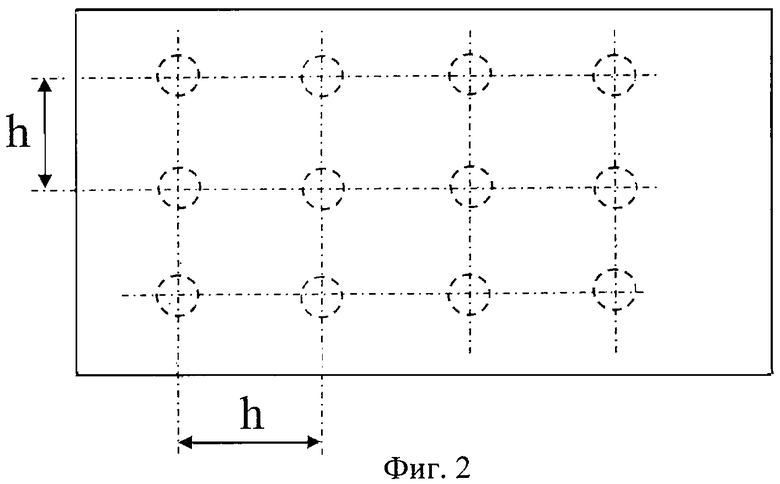
Сущность изобретения поясняется чертежами. На фиг.1 показана схема, поясняющая осуществление предлагаемого способа, вид сбоку, на фиг.2 - вид сверху.
Способ осуществляют следующим образом.
На раскройный стол 1 гидрорезной установки (см. фиг.1) укладывают первый лист раскраиваемого материала 2. На верхней поверхности материала 2 раскладывают межслойные технологические опоры 3 в виде кругов, полос, шайб и т.п. деталей из картона, пластика, резины или другого легко прорезаемого материала. Шаг h и порядок раскладки межслойных технологических опор 3 (см. фиг.2) выбирают из условия обеспечения допустимого прогиба листов между опорами 3. Толщину Δ межслойных технологических опор 3 подбирают из условия исключения образования водных пробок, препятствующих сквозному резанию пакета материала. Сверху на межслойные технологические опоры 3 укладывают второй лист обрабатываемого материала 4. Далее все вышеприведенные действия по сборке пакета материала повторяют, пока не будет уложен последний лист обрабатываемого материала n.
Сущность способа заключается в следующем.
Между листами в пакете материала в определенном порядке раскладывают межслойные технологические опоры 3 в виде кругов, полос, шайб и т.п. деталей толщиной Δ из легко прорезаемого материала. При относительном перемещении сопла 5 (см. фиг.1) со скоростью S с вытекающей из него гидроабразивной струей 6, верхний лист пакета материала n прорезается. Гидроабразивная струя жидкости 6 выходит из верхнего листа n настила материала, проходит расстояние, равное межслойному зазору h, и воздействует на верхнюю поверхность нижележащего листа. По мере прохождения межслойного зазора h гидроабразивная струя 6 сохраняет ядро компактным без нарушения сплошности движения. Распыленная периферийная область 7 гидроабразивной струи 6 после прорезания верхнего листа n с продуктами разрушения отводится из зоны резания через межслойный технологический зазор, что исключает возникновение водяной пробки.
Пример конкретного выполнения способа.
Производили резание по фигурному контуру гидроабразивной струей пяти листов из стали 20 толщиной 1 мм, уложенных в настил, с межслойным технологическим зазором 1 мм. Зазор обеспечен межслойными технологическими опорами в виде кругов, изготовленных из картона толщиной 1 мм и диаметром 20 мм. Шаг раскладки h выбран 0,2 м, что обеспечивает установленный допустимый межопорный прогиб листа материал 0,0001 м. Порядок раскладки выбран в виде сетки. Устанавливают следующие технологические параметры и режимы обработки: начальное давление струи на срезе сопла 330 МПа, расстояние между соплом и верхним листом настила 3 мм, минимальная подача сопла S=0,5 м/мин.
Установлено, что при резании пяти листов из стали 20 толщиной 1 мм, уложенных в настил, с межслойным технологическим зазором 1 мм полностью обеспечивается условие сквозного прорезания пакета материала. Эксперименты показывают, что в данном случае струя может быть разбита на три характерные части: компактную на входе в материал, раздробленную в межслойной области и распыленную на выходе из пакета материала. В пределах компактной части сохраняется цилиндрическая форма струи без нарушения сплошности движения. Характерно для первого и второго слоя. Для нижележащих слоев в пределах раздробленной части струи сплошность потока нарушается, причем струя постепенно расширяется до 15-20° и эффективно отводится с продуктами разрушения из зоны резания через межслойный зазор.
Таким образом, обеспечение межслойного технологического зазора посредством установки технологических опор между листами, позволяет обеспечить сквозное резание пакетов листов материалов гидроабразивной струей, улучшить условия отвода из зоны резания продуктов разрушения и отработанного абразива, а также исключить образование водных пробок в межслойной зоне.
Источники информации
1. А.с. СССР №1782713, В24С 1/00, 1992.
2. JP 2000090940A, B24C 5/02, 31.03.2000. 15 с. - прототип.
Изобретение относится к резке деталей гидроабразивной струей и может быть использовано для резки пакетов, собранных из листов. Обеспечивают межслойный технологический зазор между листами материала посредством установки между ними перед началом резания технологических опор. Толщину опор выбирают из условия исключения образования водных пробок при резании пакета листов материалов. Осуществляют относительное перемещение сопла и пакета листов материалов. В результате обеспечивается сквозное резание пакетов листов материалов, улучшаются условия отвода из зоны резания продуктов разрушения и отработанного абразива, а также исключение образования водных пробок в межслойной зоне. 2 ил.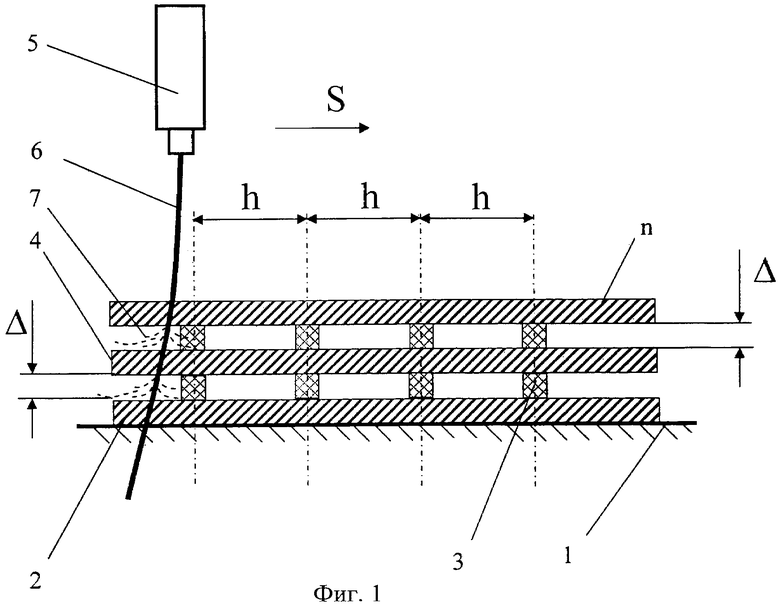
Способ пакетной резки листов материалов гидроабразивной струей, включающий операции относительного перемещения формирующего гидроабразивную струю сопла и пакета листов материалов, отличающийся тем, что обеспечивают межслойный технологический зазор между листами материала посредством установки между ними перед началом резания технологических опор, толщина которых исключает образование водных пробок при резании пакета листов материалов.
| JP 2000090940 A, 31.03.2000 | |||
| СПОСОБ УПРАВЛЕНИЯ ГИДРОАБРАЗИВНОЙ РЕЗКОЙ ЛИСТОВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2206442C2 |
| JP 2005230994 A, 02.09.2005 | |||
| JP 2002036119 A, 05.02.2002. | |||

