Изобретение касается производства стали, при котором дополнительно к электрической энергии вдувают содержащие углерод топлива и кислород или содержащие кислород газы, например воздух, в газовое пространство печи или в газовое пространство печи и в расплав.
Известен способ ведения плавки в электродуговой печи, в котором для ускорения расплавления скрапа вводят углеродсодержащее топливо, осуществляют продувку сверху кислородом или кислородсодержащими газами, например подогретым воздухом, в виде тангенциально направленных в газовое пространство печи струй и продувку cнизу газами, преимущественно окислительными.
Известна электродуговая печь для выплавки стали, содержащая стационарно расположенные продувочные устройства, установленные в верхней зоне и в днище печи.
Однако при реализации известных способа и устройства невозможно достичь высокой производительности печи, значи- тельно увеличить подачу тепла и тем самым сократить интервал выпуска металла и сократить расход электрической энергии.
Цель изобретения - интенсификация плавки и экономия электрической энергии.
В соответствии с изобретением кислород и/или предварительно подогретый воздух подают через стационарно установлен- ные в верхней зоне электрической дуговой печи устройства для дутья предпочтительно под углом от 30 до 60о к горизонтали вниз и тангенциально в пространство между расположенными по окружности электродами и стенкой печи в скрап или в газовую камеру печи.
Образующиеся из примесей скрапа и прежде всего из поданных углеродсодержащих топлив, например уголь или кокс, циркулирующие реакционные газы многократ- но всасываются в свободные струи продувочных устройств и при этом в значительной степени сгорают. Высвобождающееся в результате этого сжигания реакционных газов тепло с теплотехническим коэффициентом полезного действия от 70 до 90% передается на скрап и/или расплав по меньшей мере с местной усиленной циркуляцией в ванне. Благодаря этому температура поданных для очистки отходящих газов увеличивается лишь незначительно выше температуры в газовом пространстве печи. Расход кислорода и топлива с целью экономии электроэнергии из-за хорошей передачи тепла и значительного сжигания реакционных газов в СО2 и Н2О, а также сжигания поданных в скрапе углеродсодержащих примесей, например лаков, масел, синтетических материалов и прочих, незначителен.
В соответствии с изобретением продувочные устройства расположены предпочтительно в верхней зоне стенки печи. При этом продольные оси продувочных устройств направлены тангенциально к воображаемому вертикальному цилиндру между расположенными по окружности электродами и наружной стенкой печи вниз в газовое пространство печи и под углом 30-60о к горизонту. Диаметр этого воображаемого вертикального цилиндра находится в пределах от 0,5 до 0,8 внутреннего диаметра печи.
В соответствии с изобретением благодаря сжиганию содержащихся в скрапе примесей уже получается увеличенная подача энергии.
Потоком газа из продувочных устройств особенно нагревают относительно более холодные зоны печи, так называемые "холодные места", и находящийся там скрап, вследствие чего дополнительно ускоряется расплав скрапа.
Критический диаметр продувочных устройств, расположенных в верхней зоне печи, определяют по следующей формуле:
Dкр=0,3-0,9 где Dкр - критический диаметр, см;
где Dкр - критический диаметр, см;
G - вес жидкой стали, т/загрузка;
Z - количество сопл (выходных отверстий) на каждое продувочное устройство;
n - количество продувочных устройств на каждую печь.
В соответствии с изобретением особенно предпочтительным оказывается использование для эксплуатации продувочных сопл предварительно нагретого до температуры примерно от 700 до 1300оС воздуха, преимущественно от 900 до 1200оС. Кроме того, благодаря использованию горячего воздуха может увеличиваться термический коэффициент полезного действия, т.е. обратная передача полученного от дожигания тепла на скрап и/или расплав.
При работе продувочных устройств и одновременной подаче углеродсодержащих топлив с прогрессивным временем расплавления скрапа снижается теплотехнический коэффициент полезного действия при обратной передаче полученного от дожигания реакционных газов тепла. Этому уменьшению подачи энергии можно противостоять путем интенсификации циркуляции в ванне. Поэтому подача кислорода через расположенные в днище электрической дуговой печи сопла к расплаву осуществляется в зонах, в которых горячие продувочные струи встречаются с поверхностью расплава. Благодаря подаче кислорода в расплаве может образовываться окись углерода и выделяться в местах, в которых наилучшими являются условия для значительного сжигания в СО2 и обратной передачи тепла.
Расход газа для сопл ниже поверхности ванны может изменяться. В соответствии с изобретением с возрастающим количеством расплава железа в электрической дуговой печи уменьшается количество газа. Если весь скрап расплавлен, скорость продувки кислородом составляет менее 2 нм3/мин в расчете на одно сопло.
Эти сопла ниже поверхности ванны обычно работают в режиме с традиционным начальным давлением кислорода от 5 до 10 бар и максимум 20 бар. Однако в сущности изобретения заключается также работа с повышенным давлением до 60 бар.
В соответствии с изобретением углеродсодержащие топлива вдуваются в расплав через один или несколько полых электродов, а эксплуатируемые с кислородом сопла, расположенные ниже поверхности ванны, способствуют распределению углерода и частичному сжиганию в СО в расплаве. Сопла используются с номинальным диаметром от 3 до 8 мм. Предпочтительно используют двойные трубчатые сопла, которые работают в центральной трубе с кислородом и в кольцевой щели с газообразными углеводородами и/или инертным газом или с их смесями. Для защиты сопл может использоваться также масло, например легкий мазут.
Возможно закрытие внутренней трубы с соплом, например закупорка с помощью жаростойкого материала, и подача только через кольцевую щель газа, например инертного газа, азота, газообразных углеводородов, например природного газа, бутана или пропана, СО, СО2 и любых их смесей в расплав. Благоприятной оказалась также подача через кольцевую щель жидкостей, например масла. В качестве топлива могут использоваться отработанные масла, в частности пока груда скрапа в печи препятствует бесконтрольному выносу каплей металла.
Углеродсодержащие топлива, главным образом уголь и кокс, могут загружаться в электрическую дуговую печь вместе со скрапом. Однако в соответствии с изобретением предпочтительной оказывается загрузка кусковых углеродсодержащих энергоносителей, например кокс или уголь, на подину электрической дуговой печи перед соплами для подачи кислорода.
Однако в соответствии с изобретением предпочтительная форма подачи углеродсодержащих топлив заключается в том, что они в измельченной форме вдуваются с высокой скоростью непосредственно в расплав или скрап через один или несколько износостойких облицованных полых электродов. Вдувание углеродсодержащих топлив благоприятствует одновременно вспениванию шлака и нагреванию с относительно высоким электрическим напряжением, т.е. с помощью длинных и стабильных электрических дуг. Эти относительно длинные электрические дуги и вспенивание шлака уменьшают тепловую нагрузку на стенки печи и тем самым уменьшают их износ. Кроме того, обгорание полых электродов примерно на 30% ниже, чем несверленых и неподготовленных для подачи твердых веществ электродов.
Может быть достигнута дальнейшая экономия электрической энергии и сокращение времени загрузки, если измельченный уголь или масло подаются дополнительно через продувочные устройства на расплавленную поверхность скрапа или на расплав. Охлаждение нагруженного потоком угля поверхности скрапа предотвращается с помощью одновременной продувки кислородом или предварительно нагретым воздухом. Кислород или воздух могут обволакивать поток угля или потоки угля и газы расположены рядом друг с другом таким образом, что они пересекаются после прохождения короткого участка.
Для надува угля на разжиженную поверхность скрапа особенно пригоден мелкозернистый уголь, например, на 90% менее 0,5 мм. Для надува угля на расплав с помощью свободных струй из расположенных в верхней зоне продувочных устройств используют более крупную зернистость, например, максимально до 4 мм.
В соответствии с изобретением уголь, в частности, уголь с высоколетучими компонентами, может также подаваться к расплаву через сопла, расположенные ниже поверхности ванны. При этом благоприятным оказывается, если с нагруженными угольным и/или коксовым порошком соплами сопрягается по меньшей мере одно сопло для подачи кислорода, так что расплав при подаче углеродсодержащих топлив в этом месте не охлаждается.
В соответствии с изобретением через полые электроды к перегретому расплаву предпочтительным образом могут подаваться и другие твердые вещества, например шлакообразующие компоненты, такие как известняк, плавиковый шпат и другие. В соответствии с изобретением таким же образом в расплав могут подаваться содержащие железо и/или окись железа вещества, руды и предварительно восстановленные руды железа или сплавов, например марганец, хром, никель, ванадий, высушенный промытый шлам.
В качестве газа, несущего топливо, для сталей простого качества используется главным образом азот, а давление подачи составляет по меньшей мере 2 бара, предпочтительно от 8 до 20 бар.
Способ в соответствии с изобретением снижает расход электрической энергии в электрической дуговой печи почти наполовину, одновременно повышает производительность плавки и тем самым сокращает интервал выпуска металла примерно на один час. Отходящие из электрической дуговой печи газы почти полностью сжигаются и могут больше почти не использоваться в качестве горючего газа, а физическое тепло отходящих газов может использоваться в соответствующих теплообменниках, например, для нагревания продувочного воздуха или для предварительного нагрева скрапа.
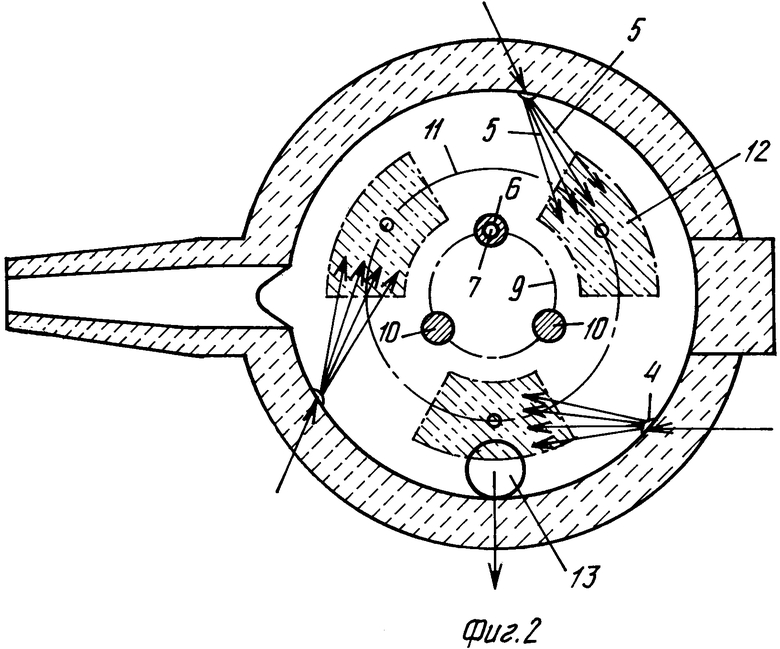
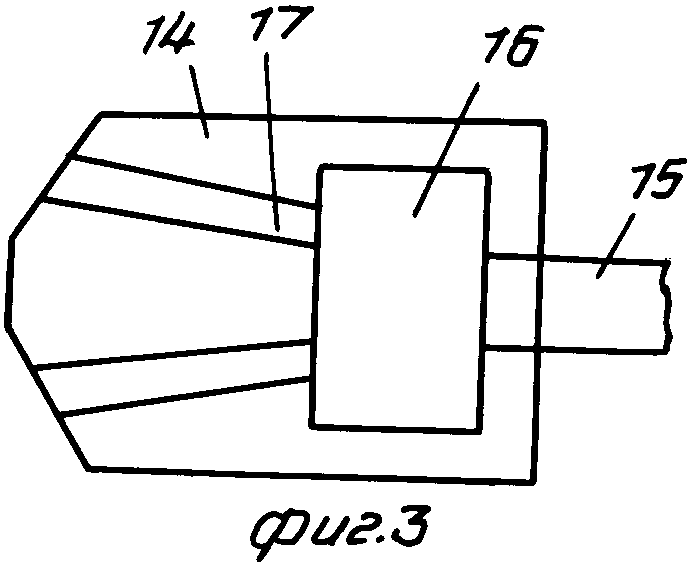
На фиг. 1 изображена электрическая дуговая печь, вертикальный разрез; на фиг. 2 - то же, горизонтальный разрез; на фиг. 3 - продувочное устройство.
Электрическая дуговая печь имеет в жаропрочной футеровке подины 1, три сопла 2 соответственно из двух концентричных труб. В верхней боковой стенке 3 находятся продувочные устройства 4 с четырьмя выходными отверстиями. Свободные струи 5 обозначены стрелками. Кроме того, устройство содержит полый электрод 6 с отверстием 7. Линией 8 обозначена поверхность ванны перед выпуском металла.
На фиг. 2 показаны расположенные по окружности 9 электроды 10 и полый электрод 6. Воображаемый в верхнем пространстве вертикальный цилиндр обозначен окружностью 11, а предпочтительные поверхности встречи газовых струй 5 - заштрихованными участками 12. Отверстие 13 предназначено для выхода отходящих газов.
Продувочные устройства 4 представляют собой медный водоохлаждаемый корпус 14, в который через подвод 15 в распределительную камеру 16 поступает горячий воздух и оттуда проходит к четырем выходным отверстиям 17. Диаметр выходных отверстий 17 равен 35 мм, диаметр подвода 15 - 75 мм.
В 30-тонной электродуговой печи номинальной мощностью 11 Мвт находятся три сопла 2 из двух труб, внутренняя труба которых заглушена жаропрочным материалом, а через каждую кольцевую щель проходит в расчете на одно сопло 0,7±0,3 нм3 инертного газа и пропана. На продувочном конце, примерно за 4 мин до выпуска металла, переключают на аргон. В стенку печи 3 неподвижно вмонтированы три направленных вертикально вниз продувочных устройства 4 соответственно для четырех свободных струй 5 в каждом. Благодаря такому высокому расположению выходные отверстия 17 не повреждаются скрапом. Вдуваемые среды - кислород и уголь плюс азот предназначены одновременно для охлаждения продувочных устройств. Водяное охлаждение оказалось излишним.
В каждом продувочном устройстве три сопла работают только с кислородом и одно сопло предназначено для подачи суспензии из угля и азота с возможностью переключения на кислород. Сопло для подачи угля облицовано керамической трубой и таким образом вмонтировано в большее сопло для подачи кислорода продувочного устройства, так что выходящий из кольцевой щели кислород обволакивает угольный поток. Сопло для подачи угля переключается с помощью вентиля после продувки угля на вход продувочного устройства на азот для продувки угля и затем - на кислород. Скорость подачи кислорода составляет при расплаве скрапа 9,5 нм3/мин в расчете на одно продувочное устройство.
В целом загружается 2,0 т чугуна, 26,1 т покупного и тяжелого скрапа, 2,6 т пакетов, 1,8 т стружки с помощью трех люлек в три порции. На днище печи перед соплами загружается 80 кг кускового кокса. С помощью продувочных устройств на частично расплавленный скрап и расплав надувается 400 кг измельченного антрацита, а также 1270 нм3 кислорода. С помощью расходуемых кислородных копьев в зону шлакового рабочего окна дополнительно вдувается 500 нм3 кислорода. Расход кускового шлака составляет 1100 кг, расход электроэнергии, включая фазу восстановления, составляет 10200 кВт/ч на 30 т жидкой стали с температурой выпуска 1640оС. Расход электродов составляет 2,7 кг/т жидкой стали. За 49 мин от включения электроэнергии до конца выпуска завершено расплавление.
При особенно важном с экономической точки зрения варианте способа в соответствии с изобретением в 30-тонную электродуговую печь по трем состоящим из двух труб соплам, которые имеют номинальный диаметр 6 мм, загружают 100 кг кускового кокса. Состоящие из двух труб сопла нагружаются соответственно от 0,6 до 4 нм3 О2/мин и с помощью углеводорода или смеси из углеводорода и инертного газа, в данном случае природного газа, защищается от преждевременного износа. Эти сопла расположены под углом 70о к горизонтали в плоскостях, которые образуются между продольными осями тангенциально расположенных продувочных устройств и продувочными соплами.
Наибольшая часть кислорода подается на скрап и расплав в местах с интенсивной циркуляцией в ванне через три продувочных устройства соответственно с тремя меньшими соплами и с одним большим соплом. Наряду с электрическим током энергоносителем служит прежде всего антрацит, который вдувается в расплав через полый электрод. Через несколько минут после того как зажгутся электрические дуги начинается продувка кислородом и надув небольшого количества угля. Скорость подачи кислорода и угля увеличивают с возрастанием нагрева и расплавлением скрапа в каждом из трех периодов расплава. Временная характеристика вдувания угля приводится в соответствии со скоростью подачи кислорода и анализом отходящих газов.
На каждую загрузку 30 т жидкой стали расходуют около 27 т покупного и тяжелого скрапа, 3,5 т пакетов и 2,0 т стружки. Через сопла в днище на скрап, шлак и в газовое пространство печи для сжигания реакционных газов направляется 450 нм3 кислорода, через продувочные устройства - 1600 нм3 и через расходуемые кислородные копья - 600 нм3 кислорода. Расход антрацита составляет 1450 кг и известняка 1050 кг. К антрациту примешивается 300 кг печной металлической пыли с содержанием цинка 24%. Благодаря лишь одноразовому возврату пыли удалось повысить содержание цинка до 32% и осуществлять получение цинка. На расположенные в днище продувочные сопла загружают 100 кг кокса.
При температуре выпуска 1630оС расход электроэнергии, включая фазу восстановления, составляет 7200 кВт/ч. Расход электродов составляет 3,2 кг/т жидкой стали. Время от начала загрузки до выпуска составляет один час.
С целью экономии кислорода и повышения степени дожигания, а также с целью лучшей передачи тепла в 60-тонной печи сверхвысокой производительности способ в соответствии с изобретением реализуется без использования кислорода для дожигания. В скрап и на зону расплава, который с помощью расположенных в днище сопл претерпевает усиление циркуляции в ванне, подается предварительно нагретый до температуры 1100оС воздух. В днище печи вмонтировано шесть состоящих из двойных труб сопл с номинальным диаметром 5 мм, которые в первую очередь продуваются кислородом и оболочкой из углеводорода. Горячий воздух через шесть стационарных продувочных устройств подается тангенциально к воображаемому цилиндру, диаметр которого составляет 0,55 диаметра печи, продуваемому под углом примерно 50о к горизонталям от верхней зоны стенки печи вниз в газовое пространство печи. Давление в фурменном поясе составляет перед продувочными устройствами 1,2 бара избыточного давления. Уголь продувают через полый электрод на расплавляемый скрап и расплав. В фазе восстановления уголь и известковая пыль кратковременно вдуваются в расплав для установления желательного содержания углерода и серы в стали с целью науглероживания и обессеривания при низком положении электродов.
Для получения 60 т жидкой стали загружают 54 т скрапа, 6 т брикетного скрапа и 5 т опилок, а также 200 кг кускового угля и 2000 кг комовой негашеной извести. Печь была снабжена четырьмя задувными соплами, продольная ось которых расположена под 45о относительно горизонтали тангенциально расположенных в кольцевой зоне электродов.
Через донные сопла 2 вдувается в печь в общей сложности 900 нм3 кислорода и через три задувных устройства 12000 нм3 горячего воздуха температурой 1100оС в виде тангенциальных свободных струй. Свободные струи при этом направлены таким образом, что они в кольцевой зоне попадают между электродным кольцом диаметром в 60% внутреннего диаметра печи и стенкой печи на плавку. В этом примере через самозасасыващие трубы кислород вдувается на плавку в количестве 800 нм3 в то время как через два полых электрода вдувается 240 кг угля.
Через 50 мин в общей сложности плавки и охлаждения при потреблении энергии 13920 кВт˙ ч получают 40 т стали.
Описанный пример был повторен в обычной электродуговой печи без вдувания кислорода через донные сопла, без подачи горячего воздуха и без подачи угля через электроды при прочих равных условиях и одинаковой загрузке материала. В этом случае удвоилось время плавки и охлаждения до 100 мин и расход энергии увеличился до 25360 кВт˙ч.
С помощью опережающей по сравнению с подачей кислорода подачей угля и возможности точно устанавливать конечное содержание углерода в расплаве, а также температуру расплава, можно экономично производить также чугун из скрапа и/или других содержащих железо носителей. Комбинация производства чугуна и регенерация остаточных веществ путем их вдувания через полый электрод или продувочные устройства в отдельных случаях имеет большое значение. Управление подачей содержащих углерод носителей и окисляющих газов может осуществляться таким образом, что отходящий газ содержит еще большую долю СО и Н2 и может подаваться для других целей использования, например нагревания, предварительного восстановления окислов металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОЖИГАНИЯ АКТИВНЫХ ГОРЮЧИХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025496C1 |
| Способ восстановительной плавки железных руд | 1987 |
|
SU1500166A3 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ | 1993 |
|
RU2105069C1 |
| Регенератор для нагрева газов | 1989 |
|
SU1739857A3 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| Способ получения чугуна в горизонтальном реакторе | 1987 |
|
SU1528324A3 |
| СПОСОБ ПРОДУВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА ОКИСЛИТЕЛЬНЫМ ГАЗОМ | 1993 |
|
RU2108398C1 |
| СПОСОБ ПЛАВЛЕНИЯ МЕЛКОЗЕРНИСТОГО, ПОЛУЧЕННОГО ПРЯМЫМ ВОССТАНОВЛЕНИЕМ ЖЕЛЕЗА В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 1998 |
|
RU2205233C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2197533C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ ИЗ МЕТАЛЛОЛОМА В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1996 |
|
RU2107738C1 |
Сущность изобретения: кислород или кислородсодержащие газы подаются через установленные стационарно в верхней зоне печи продувочные устройства 4 в пространство между расположенными по окружности электродами и стенкой печи 3. Образующийся при этом интенсивный поток газа всасывает реакционные газы, которые образуются из скрапа или из образующегося расплава, и сжигает их. Образующееся при этом тепло передается с теплотехническим коэффициентом полезного действия по меньшей мере 70% на скрап и/или расплав. С помощью расположенных ниже поверхности ванны, предпочтительно в днище печи, сопл 2 в расплав подаются предпочтительно окисляющие газы, а твердые вещества, в частности углеродсодержащие топлива, подают в расплав через один или несколько полых электродов, облицованных износостойким материалом. С помощью этого способа возможна увеличенная подача энергии в электрическую дуговую печь, и тем самым может быть сокращено время расплава и улучшена экономичность процесса. 2 с. и 9 з.п. ф-лы, 3 ил.
Dкр= 0,3-0,9
где Dкр - критический диаметр, см;
G - вес жидкой стали;
Z - количество выходных отверстий на каждое продувочное устройство;
n - количество продувочных устройств.
| Патент США N 3970446, кл | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
