Изобретение относится к черной металлургии, конкретно к выплавке стали в мартеновских печах с использованием продувки инертным или нейтральным газом через подину по ходу плавки.
Известен способ выплавки стали в мартеновский печи, в котором последовательно производят завалку в печь металлошихты и ее прогрев, а после нагрева до температуры плавления чугуна осуществляют заливку жидкого чугуна и продувку инертным или нейтральным газом через подину и кислородом сверху. Продувку инертным или нейтральным газом через подину производят через отверстия в коллекторах, установленных в подине, выполненной из пористой футеровки [см, например, А.С. (СССР) 1164275, МКИ7 С 21 С 5/04. Опубл. 1985].
Наличие кислородных фурм, а также устройств для подачи газов через пористую подину обеспечивает одновременную комбинированную верхнюю продувку металла кислородом и нижнюю продувку металла нейтральным или инертным газом, в результате которой ускоряется процесс обезуглероживания и интенсивное его перемешивание, ускоряется процесс шлакообразования.
Однако известный способ выплавки стали эффективен только при наличии в ванне печи жидкого расплава и мало эффективен при отсутствии в печи жидкого расплава и наличии в ванне твердой шихты.
Наиболее близким по технической сущности и достигаемому ярезультату является способ выплавки стали в мартеновской печи, предусматривающий период завалки в печь твердой металлошихты, периоды ее прогрева, расплавления и доводки жидкого металла до требуемых характеристик, осуществляемой с применением продувки жидкого металла нейтральным или инертным газом через подину по зонам вдоль продольной оси с регламентированным расходом и использованием устройств по системе VVS (Патент РФ 2164244 от 02.03.2000, МПК7 С 21 С 5/04. ).
Известный способ за счет выполнения продувочных устройств с расположением по зонам вдоль продольной оси по системе VVS позволяет в более широком интервале изменять расход подаваемого газа, создавая необходимые режимы продувки ванны, что позволяет более эффективно управлять режимами шлакообразования и массопереноса в печи.
Способ эффективен также только при наличии в ванне жидкого расплава. Предусмотренная в известном изобретении возможность оставлять в печи сталь предыдущей плавки в количестве до 1% и загружать в нее скрап, как основную часть металлошихты, не приводит к каким либо положительным результатам.
Это объясняется тем, что при контакте с расплавленной сталью она в начале практически полностью намораживается на скрап и только затем, прогреваясь до температуры 1520-1540oС, начинает плавиться. Подача при этом нейтрального или инертного газа через подину еще больше способствует этому процессу. Таким образом, имеет место существенное удлинение процесса плавки.
Технической задачей изобретения является создание эффективного способа мартеновской плавки с использованием системы продувки VVS. Технический результат - сокращение длительности процесса плавки.
Технический результат достигается тем, что в известном способе выплавки стали в мартеновской печи, включающем завалку в печь твердой металлошихты, периоды ее прогрева, расплавления и доводки жидкого металла до требуемых характеристик, осуществляемой с применением продувки жидкого металла нейтральным или инертным газом через подину по зонам вдоль продольной оси с регламентированным расходом и использованием устройств по системе VVS, дополнительно до начала и/или при завалке шихты в печи образуют ванну жидкого расплава металла с содержанием углерода более 2,3% в количестве 6-10% от массы металлошихты.
Ванну жидкого расплава металла можно образовать путем оставления в печи части жидкой стали от предыдущей плавки в количестве 6-10% от массы металлошихты и последующего ее науглероживания до содержания углерода более 2,3% до начала и/или при завалке шихты.
Основу предлагаемого способа составляет то, что в печи создают ванну жидкого металла, достаточную по объему, и с температурой расплава, значительно превышающей температуру ликвидус, а завалку в печь твердой шихты, в том числе скрапа, производят в жидкий металл. Таким расплавом может являться железоуглеродистый расплав с содержанием углерода более 2,3% или чугун, поскольку известно, что при использовании в печи перегретого выше температуры ликвидус чугуна на каждые 50oС - длительность плавки в подовом агрегате может быть сокращена на 25-30 мин (Григорьев В.П. и др. Известия Вузов. Черная металлургия. 1962. 5. Стр. 63-69).
Количество расплава в печи перед началом завалки металлошихты должно составлять 6-10% от массы металлошихты. Такое количество жидкой составляющей в печи обеспечивает максимально возможные скорости процесса массопереноса и шлакообразования. Создание в ванне печи расплава в количестве менее 6% является недостаточным, поскольку в результате процесса намораживания расплава на скрап количество оставшегося жидкого расплава в ванне будет незначительным и не будет заметно влиять на процессы массопереноса и шлакообразования. Увеличение массы расплава в печи более 10% от массы металлошихты не приводит к дальнейшему увеличению скорости массопереноса.
Изобретение не исключает также использование в качестве расплава всех видов железоуглеродистых расплавов (чугунов) с содержанием углерода более 2,3%. Предпочтительно следует использовать передельные чугуны стандартных марок. Можно использовать и нестандартные с содержанием углерода более 4,6%, что позволяет дополнительно регулировать тепловое состояние ванны и содержание углерода по расплавлению.
Жидкая ванна в этих случаях может быть создана путем заливки жидкого чугуна, перегретого до температуры 1480-1500oС, или сразу из доменной печи, что превышает температуру ликвидус на 300-400oС.
Жидкая ванна в данном предложении может быть создана путем оставления при выпуске плавки на подине печи 6-10% стали. Перед началом загрузки в печь скрапа на следующую плавку осуществляют науглероживание оставленной жидкой стали и таким образом переводят ее в чугун, например, с содержанием углерода порядка 4%, для которого температура плавления составляет 1150-1200oС.
Поскольку процесс завалки скрапа в печь является длительным (от 2 до 4-х часов), осуществление науглероживания стали с переходом ее в чугун временем не ограничено. Процесс науглероживания может быть организован вдуванием в ванну с оставленной жидкой сталью углерода через фурмы (донные, боковые, вводимые в ванну).
Однако предпочтение следует отдать загрузке в печь на поверхность оставленной жидкой стали углеродсодержащего материала в мелкоизмельченном состоянии (например, отсева коксового производства, графита, бурого угля, измельченного боя электродов дуговых печей и др.). Отмеченное предпочтение обусловлено тем что, во-первых, углеродсодержащий материал утеплит поверхность жидкой стали, во-вторых, реализация этого процесса науглероживания не требует дополнительных капитальных затрат.
При определении количества загружаемого в печь углеродсодержащего материала исходили из необходимости перевода 6-10% оставленной стали с определенным содержанием углерода в чугун, содержащий 4-4,5% углерода. Учитывали необходимость некоторого избытка углеродсодержащего материала на потери за счет окисления печной атмосферой.
Перевод оставленной жидкой стали в чугун путем ее науглероживания позволяет иметь перегрев металла примерно на 300-500oС над линией ликвидуса, образуемый как разница между температурой оставленной стали в пределах 1600-1650oС и уже отмеченной температурой плавления чугуна 1150-1200oС.
Выплавку стали по предлагаемому способу осуществляли в 200 т мартеновской печи, работающей скрап-процессом на твердой шихте и оборудованной системой подачи инертного или нейтрального газа через подину печи по зонам продольной оси печи через устройства по системе VVS. Печь была оснащена также выступом, расположенным перед выпускным отверстием на подине печи. Выступ за счет изменения его высоты обеспечивал оставление в печи металла предыдущей плавки в количестве от 10 до 22 т. На некоторых плавках использовали сводовую систему подачи кислорода в печь. Кислород начали подавать в печь после завалки первой порции скрапа. Расход кислорода устанавливали из технологических требований.
Пример 1.
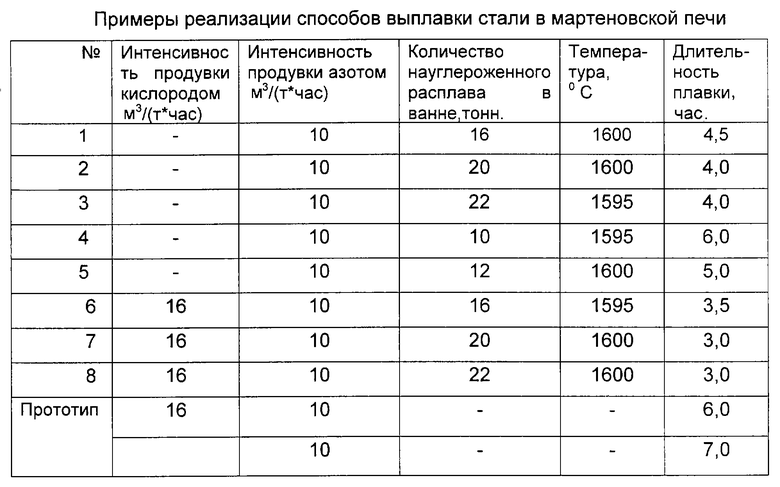
В мартеновской печи оставили 16 т металла предыдущей плавки с температурой 1600oС. Расплав продували через устройства по системе VVS азотом с удельным расходом 10 м3/(т•ч). На поверхность расплава загружали отсевы коксовой мелочи в количестве 1000 кг из расчета получения в расплаве 4% содержания углерода. Затем в печь заваливали 25% лома от массы металлошихты и половину всего известняка, располагая его по стенкам и откосам печи. Затем загружали остальной лом, известняк и флюсы. После их загрузки заваливали твердый чугун. Завалку металлошихты проводили с оптимальной скоростью, определяемой максимально возможной тепловой мощностью печи, что обеспечивало требуемый прогрев шихты. В конце периода плавления тепловую нагрузку печи снижали до 90% от максимальной. Доводку расплава до требуемых характеристик проводили с использованием режимов регламентированной подачи азота через подину по системе VVS. Расход шихты на плавку составил: чугун 80 т(40% от массы металлошихты); стальной лом 120 т (60% от металлошихты); известняк 12 т; флюсы 2 т. Длительность плавки 4,5 ч.
Примеры реализации, аналогичные примеру 1, но с варьированием параметров плавки, сведены в таблицу, где сопоставлены с прототипом.
Приведенные в таблице примеры выплавки стали по предложенному способу не исчерпывают всех возможных вариантов реализации технологии, в том числе не раскрыты варианты технологии управления с помощью режима подачи кислорода и газов и управления с помощью контролируемого углерода.
Формируемый в процессе науглероживания оставленной жидкой стали путем перевода ее в чугун перегрев жидкого металла позволяет, как уже отмечалось, заметно сократить длительность плавки. Это сокращение дополнительно усиливается за счет того, что при контакте жидкого чугуна со скрапом поверхность скрапа науглероживается, и, следовательно, оплавляется при более низкой температуре в сравнении с отсутствием этого науглероживания.
Реализация предлагаемого способа выплавки стали в мартеновской печи позволяет заметно сократить длительность плавки в мартеновской печи. Предлагаемый способ выплавки стали в равной степени реализуем в электродуговых печах, в которых процесс плавки осуществляют с оставлением части жидкой стали от предыдущей плавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2167946C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2260625C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2198939C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2266965C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ | 2001 |
|
RU2197534C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2164244C1 |
| МАРТЕНОВСКАЯ ПЕЧЬ | 2000 |
|
RU2167945C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ АГРЕГАТЕ | 2005 |
|
RU2293122C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОГО МЕТАЛЛА И ШЛАКА ВНУТРИ ЕМКОСТИ ПЛАВИЛЬНОГО АГРЕГАТА ИЛИ ЛЮБОЙ ДРУГОЙ ПРОМЕЖУТОЧНОЙ ЕМКОСТИ, РАСХОДУЕМАЯ ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОЙ ФУРМЫ ИЗ САМОСПЕКАЮЩЕЙСЯ/САМОТВЕРДЕЮЩЕЙ СМЕСИ И УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2005 |
|
RU2299912C2 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
Изобретение относится к черной металлургии, конкретно, к выплавке стали в мартеновских печах с использованием продувки инертным или нейтральным газом через подину по ходу плавки. Способ выплавки стали в мартеновской печи включает завалку в печь твердой металлошихты, периоды ее прогрева, расплавления и доводки жидкого металла до требуемых характеристик, осуществляемой с применением продувки жидкого металла нейтральным газом через подину по зонам вдоль продольной оси и использованием устройств по системе VVS. До начала и/или при завалке шихты в печи образуют ванну жидкого расплава металла с содержанием углерода более 2,3% в количестве 6-10% от массы металлошихты. Ванну жидкого расплава металла можно образовать путем оставления в печи части жидкой стали от предыдущей плавки в количестве 6-10% от массы металлошихты и последующего ее науглероживания до содержания углерода более 2,3% до начала и/или при завалке шихты. Использование изобретения позволяет сократить длительность плавки в мартеновской печи. 1 з.п. ф-лы, 1 табл.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2164244C1 |
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| КОНСТРУКЦИЯ ДНИЩА ИЛИ СТЕНОК МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1991 |
|
RU2087252C1 |
| RU 2056461 C1, 20.03.1996 | |||
| Вакуумный термический деаэратор | 1974 |
|
SU560834A1 |
| GB 1253131, 10.11.1971 | |||
| US 4396178, 02.08.1983 | |||
| КУПШИС Э | |||
| Донная продувка мартеновских печей системы VVC | |||
| - Сталь, №1, 2000, с.21. | |||

