Изобретение относится к установке для получения расплавов металла, в частности расплавов железа, таких как расплавы стали, сырой стали или чугуна, а также к способу получения таких расплавов.
Стандартным агрегатом для производства электростали в настоящее время служит электродуговая печь переменного или постоянного тока. При этом производят плавку загружаемых носителей железа, включающих
- 60-100% стального скрапа, железа прямого восстановления - металлизованных материалов в различных количественных соотношениях, а также в некоторых случаях карбида железа (обычно до 10-20% от общей загрузки) и
- 0-40% жидкого и/или твердого чугуна,
с помощью одной или нескольких электрических дуг с применением кислородного копья (кислородных копий) - в случае необходимости горелок, фурм и/или устройств для продувки инертным газом - и с подачей носителей углерода и шлакообразующих добавок. Затем жидкую стальную ванну в период мелкой ванны (5-10 мин) доводят в электродуговой печи до температуры и состава, требуемых для выпуска, и при выпуске успокаивают в ковше. Расходы энергии и материалов, а также производительность установки довольно различны в зависимости от соответствующей характеристики и условий загрузки шихты, а также практики выплавки.
Благодаря внедрению в мировом масштабе методов внепечного рафинирования и ряда разработок в конструктивной, электрической и технологической областях процесс плавки в электродуговой печи по шихтовым материалам и качеству производимой стали за последние годы превратился в гибкий и продуктивный способ, который все чаще демонстрирует существенные преимущества перед конвертерной металлургией и успешно конкурирует с ней. За счет использования прежде всего
* интегрированного подогрева скрапа и/или горячей загрузки металлизованных материалов/брикетированного горячим прессованием железа прямого восстановления,
* непрерывной подачи большей части шихтовых материалов (носителей железа, носителей углерода, присадок и т.д.) с минимизацией времени "отключенного состояния энергии" (power-off) на проведение загрузочных операций,
* оптимального способа плавки под пенистым шлаком и
* более дешевых видов первичной энергии (уголь, природный газ и т.д.) в качестве замены электрической энергии, включая усовершенствованную практику дожигания отходящих газов и более эффективное использование тепла,
в новых технологических процессах было достигнуто значительное сокращение продолжительности плавки и снижение удельного расхода электроэнергии и, таким образом, дальнейшее уменьшение удельных эксплуатационных и капитальных затрат на производство электростали в электродуговой печи.
Однако в известных способах производства электростали в электродуговых печах, служащих плавильным агрегатом, потенциальные преимущества вышеуказанных усовершенствованных технологических процессов используются лишь в ограниченном объеме. Кроме того, несмотря на возрастающую потребность еще не удается перерабатывать в жидкую сталь большой процент жидкого чугуна и/или других высокоуглеродистых носителей железа (металлизованые материалы, карбид железа и т.д.), а также проблемный скрап (старые автомобили) при их содержании в садке электродуговой печи от 30 до 70% с высокой производительностью и эффективным использованием энергии, а в случае автомобильного лома - и без недопустимого загрязнения окружающей среды. Промышленное применение экономически высокоэффективной в таких условиях технологии и установки на базе электродуговой печи остается пока вопросом времени.
Ограничения, упомянутые в отношении обычной электродуговой печи, вызваны исключительно конфигурацией печи, не позволяющей осуществлять квазистационарный непрерывный процесс. Операции загрузки, плавки, рафинирования, нагрева и выпуска локализованы в одном месте, с принудительным большим или меньшим смещением по времени и с перерывом (перерывами) в подаче загружаемого материала и электропитания по меньшей мере перед и в процессе выпуска с целью достижения требуемого состава и температуры (однородности и перегрева относительно температуры ликвидуса) сырой стали. Технологический процесс современной электродуговой печи является периодическим и вследствие этого имеет низкую производительность. В этой связи необходимо отметить следующее:
1. При достигнутой продолжительности цикла плавки от выпуска до выпуска, равной ≤50 мин в обычных электродуговых печах или ≤35 мин в электродуговых печах с шахтой, при весе плавки от 70 до 150 т возможность дальнейшего сокращения фаз "отключенного состояния энергии" (power-off) сильно ограничена. То же относится и к фазам "включенного состояния энергии" (power-on), поскольку при этих условиях почти достигается граница экономичного расхода энергии на тонну садки и единицу времени и, тем самым, на всю плавку.
2. При непрерывной загрузке, а также рафинировании и нагреве в режиме мелкой ванны, длительность которого существенно возрастает при высоком содержании в садке металлизованных материалов и в особенности жидкого чугуна и карбида железа (около 6,1% С), что приводит также и к увеличению тепловых потерь, имеющаяся мощность трансформатора в электродуговых печах как правило используется не полностью.
Из патента Австрии АТ-В 295566 известен способ непрерывного производства стали путем плавления предварительно восстановленной руды и последующего рафинирования расплава полустали в сталь в электродуговой плавильной печи с подом, к которому примыкает зона рафинирования и по меньшей мере одна камера осаждения шлака; в этом способе металлизованный железорудный материал в кусковой или зернистой форме вводят в зону дугового разряда пода, непрерывно перемешивают металл на поде, вызывая его циркуляцию, и рафинируют металл при его прохождении через зону рафинирования до получения стали путем вдувания кислородсодержащего газа, в то время как шлак ведут по меньшей мере вдоль части длины зоны рафинирования навстречу металлу. В камере осаждения шлака, в которой отсутствует интенсивное перемешивание ванны, шлак успокаивают и затем выпускают из камеры осаждения.
В этом известном способе могут использоваться собственный заводской скрап и расплавленный чугун, однако лишь в очень ограниченных количествах. Отвод отходящих газов производится непосредственно в зоне рафинирования, то есть минуя электродуговую плавильную печь. Зона рафинирования выполнена в виде сталеплавильного агрегата канального типа, большая удельная поверхность которого влечет за собой значительные тепловые потери. Рафинирование происходит с градиентом концентрации углерода вдоль зоны рафинирования канального сталеплавильного агрегата без применения емкости для выравнивания концентрации, вследствие чего устанавливать или регулировать содержание углерода затруднительно. Этот известный способ может применяться лишь ограниченно и служит в первую очередь для производства сырой стали из предварительно восстановленной руды.
Из патента Германии DE-C 3609923 известны способ и устройство для непрерывного плавления скрапа в сырую сталь. В этом способе, который ограничивается главным образом плавкой скрапа (применение жидкого чугуна и/или металлизованных материалов не упоминается), тепло печного газа используют для нагрева скрапа. Скрап подогревают в шахте, центрально установленной на подовой печи, и загружают в подовую печь по центру, при этом образуется столб скрапа, который при формировании насыпного конуса опирается на под дуговой печи и может достигать завалочного отверстия в верхней части шахты для подогрева скрапа. Вокруг столба скрапа в электродуговой печи симметрично установлены поворотные электроды (предпочтительно четыре), с помощью которых происходит расплавление скрапа. Угол наклона между центральной осью каждого электрода и вертикалью составляет в процессе плавки скрапа более 20o. При этом подовая печь подвергается огромной тепловой нагрузке, так как дуги горят между загружаемым по центру столбом скрапа и стенками или сводом подовой печи. Это приводит, с одной стороны, к повышенному износу огнеупорной футеровки и, тем самым, к увеличению затрат материала и времени при проведении ремонтов. С другой стороны, значительная часть введенной энергии в результате излучения передается на стенки печи и теряется. Кроме того, из-за возможного сводообразования в столбе скрапа поверх каверн, выплавленных в нем электродами, не исключено обрушение столба скрапа (или его частей), которое может привести к разрушению электродов и, как результат, к прерыванию процесса.
Из МПТ Интернейшнл 2/1996, стр. 56-60, известен способ "Контиарк", согласно которому скрап непрерывно плавят в кольцевой шахтной печи. Этот способ служит исключительно для плавки скрапа; применение металлизованных материалов и/или жидкого чугуна не упоминается. К недостаткам этого способа относятся трудности при регулировании температуры сырой стали непосредственно перед началом или в процессе выпуска, поскольку площадь контакта кольцеобразно размещенного скрапа с жидкой ванной очень велика. Могут возникать трудности и в отношении выравнивания концентрации или химической однородности расплава, который в этом способе рафинируется и выпускается периодически.
Согласно способу "Констил" (известному из "Электрик фэрнис Конференс Прэсидинг" 1992, стр. 309-313) скрап подогревают в протяженной по длине горизонтальной подогревательной печи и загружают в электропечь, причем с одной ее стороны. Образующийся в электропечи отходящий газ отводят через протяженное устройство для подогрева скрапа. Однако при этом газ оптимально не используется, поскольку не проходит через скрап, а лишь касается его поверхности. Протяженный канал для подогрева скрапа установлен стационарно, в то время как электропечь выполнена наклоняемой для обеспечения периодического в этом способе выпуска сырой стали. Сама конструкция является, таким образом, дорогостоящей, как и конструкции всех наклоняемых печей. Огнеупорная футеровка печи подвергается механической нагрузке. Скрап загружается периодически, так как его подают только с одной стороны печи и укладывают в ее краевой зоне. Это не позволяет оптимально проводить процессы расплавления и перемешивания, а применение горелок в электропечи для интенсификации плавления скрапа возможно лишь с незначительным к.п.д. Содержание пыли в отходящем газе велико, так как не происходит его фильтрация скрапом.
Целью изобретения является устранение указанных недостатков и трудностей, а его задача заключается в создании установки и способа получения расплавов металла, в частности железа, которые в принципе позволяют использовать в самых различных количественных составах все известные в металлургической практике носители металла, предпочтительно носители железа с различными физико-химическими свойствами, такие как железный скрап, жидкий и/или твердый чугун, карбид железа, металлизованные материалы, железная руда с разной степенью металлизации, спек, окалина, пыль металлургического производства, сухие шламы и т. д. , что позволяет, например, при возникновении дефицита какого-либо носителя железа переходить на другой без существенного ограничения мощности.
Для решения указанной задачи предложенная согласно изобретению установка оснащена
а) сосудом-металлоприемником дуговой печи, снабженным по меньшей мере одним загрузочным отверстием для расплава металла, и/или скрапа, и/или металла прямого восстановления, в частности железа прямого восстановления и/или руды, и по меньшей мере одним электродом, а также по меньшей мере одним устройством для выпуска шлака,
b) кислородным конвертерным сосудом, снабженным по меньшей мере одним устройством для выпуска металла, при этом
c) кислородный конвертерный сосуд образует с сосудом-металлоприемником электродуговой печи единый блок, соединенный сливным порогом,
d) удельная поверхность ванны, отнесенная к ее объему, в кислородном конвертерном сосуде меньше, чем в сосуде-металлоприемнике электродуговой печи и
e) кислородный конвертерный сосуд и сосуд-металлоприемник электродуговой печи имеют общую реакционную зону, расположенную над зеркалом ванны этих сосудов.
Наряду с решением задачи, определенной выше, предложенная в соответствии с изобретением установка дает то преимущество, что в случае непрерывного выпуска отсутствуют, а в случае периодического выпуска проявляются лишь незначительно вызываемые термоциклированием нагрузки на огнеупорную футеровку отдельных частей установки.
Благодаря предпочтительно неподвижной по отношению к фундаменту установке единого блока, образованного конвертерным сосудом и сосудом-металлоприемником электродуговой печи, отсутствует механическая нагрузка на сосуды, в частности на их огнеупорную футеровку, при наклонах или вызванном ими перераспределении веса. К тому же для огнеупорной футеровки в сосуде-металлоприемнике электродуговой печи создается щадящий режим за счет того, что высокоуглеродистый расплав металла постоянно оказывает восстановительное действие на шлак или снижает содержание в нем FeO. Температура в сосуде-металлоприемнике электродуговой печи относительно низка и составляет менее 1600oС.
Для обеспечения оптимального процесса рафинирования в кислородном конвертерном сосуде предпочтительно, чтобы уровень ванны выпускаемого жидкого металла кислородного конвертерного сосуда находился ниже уровня ванны металла в сосуде-металлоприемнике электродуговой печи и чтобы при этом днище кислородного конвертерного сосуда располагалось на более низком уровне, чем днище сосуда-металлеприемника электродуговой печи.
Предпочтительно, чтобы кислородный конвертерный сосуд был оснащен копьем для вдувания кислорода или кислородсодержащей газовой смеси.
Согласно предпочтительному варианту кислородный конвертерный сосуд оснащен донными фурмами, преимущественно донными кислородными фурмами.
Предпочтительно, чтобы сосуд-металлоприемник электродуговой печи был оснащен по меньшей мере одним устройством для выпуска металла.
Целесообразно, чтобы устройство для выпуска шлака было предусмотрено на декантаторе, образующем с сосудом-металлоприемником электродуговой печи единый блок и расположенном диаметрально противоположно сливному порогу. Благодаря этому удается направлять шлак, образующийся в кислородном конвертерном сосуде, в сосуд-металлоприемник электродуговой печи в противотоке к расплаву металла.
Целесообразно, чтобы кислородный конвертерный сосуд и/или сосуд-металлоприемник электродуговой печи был снабжен завалочным отверстием для загрузки металлических шихтовых материалов, руды, присадок, сплавов, карбюризаторов, и чтобы кислородный конвертерный сосуд был оснащен, кроме того, фурмами дожигания и/или копьями, подающими кислородсодержащий газ или кислород, с размещением по меньшей мере одной и/или одного из них предпочтительно вблизи перехода между обоими сосудами.
Согласно предпочтительной форме выполнения сосуд-металлоприемник электродуговой печи оснащен по меньшей мере одной шахтой подогрева для подачи твердых носителей железа, размещенной выше сосуда-металлоприемника электродуговой печи предпочтительно сбоку от него или кольцеобразно над сосудом-металлоприемником, что позволяет простым способом загружать подогретый скрап и/или металлизованные материалы или другие носители железа при использовании теплосодержания образующихся в сосуде-металлоприемнике отходящих газов. Шахта подогрева может быть установлена по центру или со смещением от центра и преимущественно не оснащается газопроницаемыми запорными органами (пальцами), то есть входит беспрепятственно прямо в сосуд-металлоприемник электродуговой печи, при этом твердые носители железа образуют столб, опирающийся на днище сосуда-металлоприемника.
Согласно другой предпочтительной форме выполнения в шахту подогрева выходит по меньшей мере один ленточный транспортер, преимущественно снабженный замкнутой камерой, причем целесообразно, чтобы в замкнутую камеру были встроены нагревательные устройства, выполненные в виде смонтированных в ней устройств дожигания и/или горелок с трубопроводами, подводящими кислородсодержащий газ.
Для эффективного использования введенной энергии предпочтительно, чтобы по меньшей мере часть внутренней поверхности шахты подогрева, и/или замкнутой камеры, и/или крышки сосуда-металлоприемника электродуговой печи, и/или крышки кислородного конвертерного сосуда была футерована огнеупорными материалами.
Предпочтительно, чтобы сосуд-металлоприемник электродуговой печи был оснащен устройством, подающим расплав металла, преимущественно чугуна.
Согласно альтернативному варианту выполнения сосуд-металлоприемник электродуговой печи оснащен шахтой подогрева, которая размещена над сосудом-металлоприемником и через газопроницаемое охлаждаемое запорное устройство сообщается с сосудом-металлоприемником электродуговой печи.
Альтернативная форма выполнения отличается тем, что шахта подогрева установлена по центру над сосудом-металлоприемником электродуговой печи, а крышка сосуда-металлоприемника выполнена кольцеобразной, охватывая шахту подогрева и соединяя ее с боковыми стенками сосуда-металлоприемника электродуговой печи, причем через крышку внутрь сосуда-металлоприемника наклонно пропущены электроды, преимущественно графитовые.
Целесообразно предусмотреть фурмы, и/или копья, и/или горелки, входящие во внутреннее пространство сосуда-металлоприемника электродуговой печи и присоединенные или к устройству для подачи носителя железа, и/или устройству для подачи руды, и/или устройству для подачи угля или носителя углерода, и/или устройству для подачи шлакообразующих добавок, и/или устройству для подачи кислорода или кислородсодержащего газа, и/или устройству для подачи углеводорода, и/или устройству для подачи инертного газа.
Предпочтительно, чтобы в кислородном конвертере были предусмотрены фурмы и/или копья, присоединенные или к устройству для подачи носителя железа, и/или устройству для подачи руды, и/или устройству для подачи угля или носителя углерода, и/или устройству для подачи шлакообразующих добавок, и/или устройству для подачи кислорода или кислородсодержащего газа, и/или к устройству для подачи углеводорода, и/или устройству для подачи инертного газа.
Предпочтительно, чтобы фурмы были выполнены в виде подрасплавных фурм и/или донных кирпичей для продувки, а копья были установлены подвижно, в частности поворотно и/или с возможностью перемещения в продольном направлении.
Согласно предпочтительной форме выполнения сосуд-металлоприемник электродуговой печи снабжен центрально установленным (установленными), входящим (входящими) в сосуд сверху электродом (электродами), а также в случае необходимости - подовым электродом.
Для разнообразного использования установки шахту подогрева предпочтительно выполнить в виде отделяемого от сосуда -металлоприемника электродуговой печи и от замкнутой камеры заменяемого узла.
Для упрощения манипулирования крышка сосуда-металлоприемника электродуговой печи и крышка кислородного конвертерного сосуда образуют единый блок или выполнены в виде единого блока.
Целесообразно предусмотреть по меньшей мере одно отверстие для контроля и/или ремонта, размещенное предпочтительно над переходом от сосуда-металлоприемника электродуговой печи к кислородному конвертерному сосуду.
Для исключения длительных простоев при необходимости ремонта отдельных частей установки предпочтительная форма выполнения отличается тем, что кислородный конвертерный сосуд выполнен в виде отделяемого от сосуда-металлоприемника электродуговой печи и заменяемого узла.
Предпочтительно выполнить сосуд-металлоприемник электродуговой печи так, чтобы он имел наклонное в сторону декантатора днище и переходил в расположенную примерно горизонтально часть днища декантатора, причем самое низкое место днища находится в декантаторе и в самом низком месте днища декантатора предусмотрено отверстие для выпуска металла.
Способ получения расплавов металла, в частности расплавов стали, например сырой стали, характеризуется сочетанием следующих приемов:
* в сосуде-металлоприемнике электродуговой печи получают предварительный расплав и доводят его до определенного уровня температуры и определенного химического состава,
* предварительный расплав непрерывно и необратимо течет через сливной порог в кислородный конвертерный сосуд,
* предварительный расплав непрерывно рафинируют в кислородном конвертерном сосуде, предпочтительно до получения сырой стали, и
* рафинированный расплав непрерывно или периодически выпускают из кислородного конвертерного сосуда,
* шлак, образующийся в кислородном конвертерном сосуде, течет в противотоке в сосуд-металлоприемник электродуговой печи, из которого затем удаляется.
Целесообразно в сосуде-металлоприемнике электродуговой печи осуществлять предварительную продувку, а в кислородном конвертерном сосуде - продувку на заданные параметры металлического продукта.
В кислородном конвертерном сосуде непрерывно устанавливают предпочтительно такой химический состав и такую температуру расплава металла, которые соответствуют требуемым при выпуске химическому составу и температуре готового расплава или конечного продукта.
Для получения высокой производительности плавки предпочтительно отводить образующиеся в кислородном конвертерном сосуде отходящие газы через сосуд-металлоприемник электродуговой печи и производить при этом дожигание СО+Н2 как в кислородном конвертерном сосуде, так и в сосуде-металлоприемнике электродуговой печи, причем целесообразно использовать образующиеся в сосуде-металлоприемнике отходящие газы и отходящие газы, перетекающие в него из кислородного конвертерного сосуда, для подогрева кускового материала, загружаемого в сосуд-металлоприемник электродуговой печи.
Отходящие газы, применяемые для подогрева, с целью лучшего использования энергии постепенно дожигают в процессе подогрева.
В сосуде-металлоприемнике электродуговой печи и кислородном конвертерном сосуде предпочтительно поддерживают пониженное давление.
Альтернативный предпочтительный способ получения расплавов чугуна характеризуется сочетанием следующих приемов:
* в сосуд-металлоприемник электродуговой печи в жидком виде загружают чугун и доводят его до определенного уровня температуры,
* снижают содержание Si и Р при предварительной продувке в сосуде-металлоприемнике электродуговой печи,
* жидкий чугун через сливной порог непрерывно течет в кислородный конвертерный сосуд,
* жидкий чугун затем частично рафинируют в кислородном конвертерном сосуде также непрерывно,
* частично рафинированный чугун периодически или непрерывно выпускают из кислородного конвертерного сосуда и
* шлак, образующийся в кислородном конвертерном сосуде, течет в противотоке в сосуд-металлоприемник электродуговой печи, откуда он удаляется, причем частично рафинированный (предварительно обработанный) чугун целесообразно обычным способом без или с подачей других носителей железа подвергать продувке на заданные параметры в дополнительно предусмотренном в установке конвертере или в электродуговой печи с получением жидкого конечного продукта.
Для приготовления металлической шихты предпочтительно используют по меньшей мере один из следующих компонентов:
* скрап, например стальной, и/или твердый чугун,
* железо прямого восстановления в виде окатышей, и/или брикетов, и/или карбида железа,
* жидкий чугун,
Для получения расплавов легированной стали, или высококачественной стали, или нержавеющей стали металлическую шихту, поступающую на обработку, готовят из легированного стального скрапа и жидких и/или твердых легирующих добавок и/или ферросплавов.
Расплав стали, выпускаемый из кислородного конвертерного сосуда в виде предварительного расплава, предпочтительно подвергать дальнейшей обработке последующим внепечным рафинированием, включая обезуглероживание, при наличии или отсутствии пониженного давления (вакуума). Вакуумная обработка может осуществляться на установке вакуумно-кислородного обезуглероживания, установке циркуляционного вакуумирования с вдуванием кислорода или на установке "КТВ". При этом содержание углерода в предварительном расплаве уже выше, чем требуется для получения необходимого качества.
Если содержание углерода после обработки в кислородном конвертерном сосуде снижено до требуемого в готовом расплаве, то выпускаемый из кислородного конвертерного сосуда расплав стали как готовый расплав подвергают дальнейшей обработке последующим внепечным рафинированием, например в ковш-печи или на продувочном стенде.
Для предотвращения образования шлакового настыля и обеспечения возможности регулирования количества шлака через определенные промежутки времени в ходе процесса в кислородном конвертерном сосуде производят обработку шлака по его сжижению и восстановлению.
Изобретение более подробно поясняется ниже с помощью нескольких примеров выполнения, схематично изображенных на чертежах, на которых фиг.1 показывает вертикальный разрез предложенной согласно изобретению установки по первому варианту выполнения, фиг.2 - разрез по линии II-II на фиг.1, фиг.3, 4 и 5, 6, а также 7, 8 и 9, 10 соответственно иллюстрируют альтернативные формы выполнения в изображении, аналогичном фиг.1 и 2.
Сосуд-металлоприемник 1 электродуговой печи постоянного тока установлен в качестве промежуточной емкости между декантатором 2 и конвертерным сосудом 3, выполненным в виде кислородного конвертера, и непосредственно соединен с каждым из этих сосудов 2 и 3, образуя с ними единый плавильный агрегат с тремя функциональными зонами, Сосуд-металлоприемник 1 электродуговой печи служит прежде всего зоной плавления или зоной восстановления с расплавлением и зоной нагрева, а конвертерный сосуд 3 - преимущественно зоной рафинирования и нагрева, в то время как декантатор 2 представляет собой зону десантирования (зону осаждения). Сбоку сосуда-металлоприемника 1 на его крышке 4 установлена шахта подогрева 5, загружаемая предпочтительно с помощью ленточного транспортера 8 металлическими шихтовыми материалами 7, прежде всего стальным скрапом, а в случае необходимости также и твердым чугуном и/или металлизованными материалами. Целесообразно, чтобы ленточный транспортер 8 был установлен в замкнутой защитной камере 6, в результате чего образуется участок нагрева 9, в котором с помощью горелок и/или форсунок дожигания 10 может производиться подогрев шихтовых материалов 7 в процессе их транспортировки ленточным транспортером. Участок нагрева 9 и шахта подогрева 5 непосредственно соединены друг с другом. В крышке 4 сосуда-металлоприемника 1 предусмотрено по меньшей мере одно завалочное отверстие 11 для непрерывной подачи твердых кусковых носителей железа 12 (железа прямого восстановления, мелкого скрапа, металлизованного железнорудного материала, спека, окалины, брикетов из пыли, уловленной фильтрами, и/или брикетов из шлама и т.д.), и/или носителей углерода 13 (угля, кокса, брикетов из органической легкой фракции и т.д.), и/или шлакообразующих добавок 14 (извести, плавикового шпата, кварцевого песка, боксита и т. д.). Подача осуществляется ленточным транспортером 15 или несколькими ленточными транспортерами. Блок, состоящий из сосуда-металлоприемника 1, конвертерного сосуда 3, декантатора 2, шахты подогрева 5 и участка нагрева 9 образует ядро изображенного на фиг.1, 2 первого варианта выполнения установки согласно изобретению.
Сосуд-металлоприемник 1 имеет в случае его выполнения на постоянном токе один, а в варианте выполнения на переменном токе - предпочтительно несколько графитовых электродов 16 для подвода электрической энергии. Электроды 16 при необходимости могут быть выполнены с возможностью отклонения в пределах угла наклона от 0 до 30o относительно вертикали в направлении к центру сосуда-металлоприемника 1 и до 10o в обратном направлении к стенке сосуда-металлоприемника 1. Для каждого отдельного электрода 16 может устанавливаться и регулироваться разный угол наклона, составляющий в процессе плавки большей частью около 15-20o. Как правило электроды 16 устанавливаются вертикально и без возможности отклонения. В качестве противоположного электрода 17 (при постоянном токе) служит установленный в центре днища 18 сосуда-металлоприемника 1 подовый анод.
Металлические шихтовые материалы 7, подогреваемые в шахте подогрева 5 поднимающимися вверх горячими отходящими газами 19, вследствие непрерывности процесса плавления непрерывно поступают в сосуд-металлоприемник 1 установки при непрерывном подводе тока.
Загрузка в сосуд-металлоприемник 1 твердых носителей железа 12 с компонентом окисного железа (металлизованные материалы, мелкий скрап, предварительно восстановленная руда, брикеты из пыли и т.д.) и при необходимости носителей углерода 13, таких как кокс, брикеты из органической легкой фракции и т.д., а также шлакообразующих добавок 14 (извести, плавикового шпата, кварцевого песка, боксита и т.д.) производится непрерывно через завалочные отверстия 11 в крышке 4 со скоростью, согласованной с выходом расплава из сосуда-металлоприемника 1 и конвертерного сосуда 3.
Жидкий чугун 20 непрерывно подается в сосуд-металлоприемник 1 через сообщающееся с ним устройство 21 подачи чугуна, выполненное в виде желоба. Через шлаковую дверцу 22, предпочтительно расположенную с противолежащей желобу 21 стороны сосуда-металлоприемника 1 и через которую может удаляться шлак, возможен контроль процесса и ввод дополнительного копья-манипулятора 23, а также проведение работ по техническому обслуживанию в зоне сосуда-металлоприемника 1.
За счет заданной формы установки загрузка и плавка в сосуде-металлоприемнике 1 происходят всегда с наличием жидкого зумпфа 24. Последний обеспечивает непрерывный квазистационарный ход плавки с пенистым шлаком 25 и электрическими дугами 26, которые почти полностью обволакиваются им. Это приводит к высокой трансформаторной и тепловой эффективности и уменьшению шума.
Далее, для выполнения таких требований, как
a) переработка мелкозернистых носителей 12' железа (например, карбида железа, надрешетного продукта металлизованных материалов, пыли, уловленной фильтрами, и т.д.),
b) образование и регулирование пенистого шлака 25,
c) ускорение процесса плавления шихтовых материалов 7, 12, 12, 14 за счет увеличения ввода энергии в электродуговую печь (включая дожигание СО и Н2 в отходящем газе 19 внутри пенистого шлака 25 или над ним) и выравнивания градиента концентрации и температуры в ванне жидкого металла 24, а также
d) замена части необходимой электроэнергии более дешевыми видами первичной энергии
в сосуд-металлоприемник 1 вводят
a) мелкозернистые носители железа 12' и/или
b) мелкозернистый уголь 13' или другие носители углерода (переработанная органическая легкая фракция, например фрагментированная легкая фракция), и/или
c) мелкозернистые шлакообразующие добавки 14' (известь, плавиковый шпат и т.д.), и/или
d) газообразный кислород, и/или другие окислительные газы 27 (СО2, Н2О и т.д.), а также вторичный воздух, включая воздух 28, обогащенный О2, и/или
e) СН4 или другие углеводороды 29, и/или
f) инертные газы 30 (N2 Ar)
в регулируемых количествах, соответствующих локальным и временным потребностям, через одну или несколько
а) защищенных и/или незащищенных фурм и/или копий 32 (подвижно и/или неподвижно встроенные копья, выполненные в случае необходимости в виде комбинированных копий-горелок 32а) в разных местах в зоне крышки и/или стенки электродуговой печи выше и/или ниже поверхности шлака для вдувания по меньшей мере одного из указанных материалов 12', 13', 14', 27, 28, 29, 30 и/или
b) через защищенные подрасплавные фурмы 33 (предпочтительно фурмы высокого давления) и/или донные продувочные кирпичи или подрасплавные фурмы для вдувания по меньшей мере одного из указанных выше материалов 12', 13', 14', 27-30, или продувочные кирпичи для инертных газов 30. Из соображений наглядности не все эти устройства показаны на фиг.1.
Начиная с определенного объема жидкого зумпфа 24, полученный в сосуде-металлоприемнике 1 расплав металла течет через сливной порог 34 в конвертерный сосуд 3, рафинируется в нем вплоть до выпуска и одновременно нагревается. Для этой цели конвертерный сосуд 3 имеет по меньшей мере одну, предпочтительно несколько
- фурм, а именно защищенных (защищенных природным газом, хотя в качестве защитного газа могут использоваться также и Аr, СО2 и высшие углеводороды) и/или незащищенных фурм, таких как надрасплавные фурмы для дожигания и/или копья 35 (подвижно и/или неподвижно встроенные копья, выполненные в случае необходимости в виде комбинированных копий/горелок) в разных местах в зоне крышки и стенки конвертерного сосуда 3 выше и/или ниже поверхности шлака для вдувания по меньшей мере одного из материалов 12, 13', 27-30 и/или
- защищенные подрасплавные фурмы 36 и/или донные продувочные кирпичи для вдувания по меньшей мере одного из материалов 12', 13', 14', 27-30, а также продувочные кирпичи для инертных газов 30, и/или
- по меньшей мере одно отверстие 39 для подачи кусковых носителей железа 12, носителей углерода 13 и шлакообразующих добавок 14 - по отдельности или в сочетании, причем предпочтительный вариант выполнения конвертерного сосуда 3 предусматривает следующее:
- Через несколько копий 35 сверху вдувается только газообразный кислород. Копья 35 приблизительно симметрично установлены на крышке 37 конвертерного сосуда 3, подвижны в вертикальном направлении и одновременно в пределах угла наклона примерно от 0 до 30o могут отклоняться относительно вертикали в направлении или навстречу направлению течения 38 расплава металла 24.
- Через несколько установленных в днище конвертера 3 защищенных подрасплавных фурм 36 и/или продувочных кирпичей подается исключительно инертный газ 30 (N2 и/или Аr в любых количественных соотношениях). Подрасплавные фурмы и/или продувочные кирпичи 36 приблизительно симметрично установлены в днище конвертерного сосуда 3.
- В конвертерный сосуд 3 подаются только кусковые шлакообразующие добавки 14 (известь, плавиковый шпат, кварцевый песок, боксит и т.д.) и только через отверстие 39 в крышке с помощью ленточного транспортера 40.
- Примерно над сливным порогом 34 предусмотрено отверстие 50 для проведения контроля и ремонта.
Подача кусковых шлакообразующих добавок 14 через отверстие 39 в крышке конвертерного сосуда 3 - примерно над отверстием 41 для выпуска сырой стали - ускоряет растворение извести или образование реакционно-способного окислительного шлака 25, имеющего в зоне конвертерного сосуда 3 высокое содержание окиси железа.
Под действием собственной силы тяжести, а также импульса, передаваемого копьям 35 и 35', окислительный шлак 25 движется из конвертерного сосуда 3 навстречу расплаву металла 24 в направлении стрелки 42 к сосуду-металлоприемнику 1, при этом он встречается с расплавом металла 24 с постоянным снижением температуры или увеличением содержания сопутствующих элементов (С, Si, M, P, S и т.д.) и нагревает и рафинирует его или же охлаждается и восстанавливается им до тех пор, пока шлак 25 не будет выпущен через шлаковую дверцу 22 в конце декантатора 2.
Преимущества такого "встречного движения металл/шлак" следующие:
1) Незначительные потери тепла и железа со шлаком 25 при выпуске из декантатора 2 через шлаковую дверцу 22, так как, с одной стороны, шлак 25 покидает установку на "холодной стороне", а с другой стороны, наряду с восстановлением окиси железа, происходящим прежде всего в сосуде-металлоприемнике 1, имеет место и так называемое "выпадение в виде дождя" капель металла из шлака 25 в декантаторе 2.
2) Достижение требуемого качества стали при значительно меньшем расходе шлаковых добавок 14 и меньшем выходе шлака 25, и, как следствие, при меньшем износе огнеупоров установки. Поскольку количество шлака в конвертерном сосуде 3 определяется уровнем ванны расплавленного металла, можно добиться большой продолжительности пребывания шлака в установке или высокой степени его использования.
Горячие отходящие газы 19, образованные в конвертерном сосуде 3, сначала попадают в сосуд-металлоприемник 1 и смешиваются с образующимися там отходящими газами, затем поднимаются вверх через шахту подогрева 5 и либо покидают (вариант без участка подогрева, фиг.5, 9) установку через газоотводящий канал 46 в верхней зоне шахты подогрева 5, либо поступают на участок подогрева 9 (вариант с участком подогрева, фиг.1, 2, 7, 8). По пути движения отходящие газы в зависимости от локального потребления тепла частично дожигаются в различных частях установки предпочтительно кислородом, в случае необходимости воздухом 28 или смесями воздуха с кислородом через копья 32, 35 и/или фурмы 47 и фурмы 10 участка нагрева. При этом при определенных условиях загрузки и ведения технологического процесса возможна техническая реализация высоких коэффициентов дожигания, составляющих более 50% при выходе из сосуда-металлоприемника 1 и до 90-100% при выходе из шахты подогрева 5 или участка нагрева 9. Таким образом, в данной концепции способа и установки преобладающая часть химического и физического тепла отходящих газов 19 передается ванне расплавленного металла 24 либо напрямую в конвертерном сосуде 3 и сосуде-металлоприемнике 1, либо косвенно через подогрев шихтовых материалов 7 на участке нагрева 9 и/или в шахте подогрева 5 и непосредственно используется для ведения процесса. Одновременно почти исключается вероятность неконтролируемого выхода больших количеств СО. Засыпка в шахте подогрева 5 выполняет функцию фильтра и тем самым снижает содержание пыли в отходящем газе.
Для предложенной согласно изобретению концепции характерен меньший расход электроэнергии по сравнению с обычной электродуговой печью без подогрева скрапа (примерно на 25-49%) и по сравнению с электродуговой печью периодического действия с интегрированным подогревом скрапа (примерно на 15-40%) при соответственно одинаковых шихтовых материалах. При этом производительность установки по сравнению с обычной электродуговой печью без подогрева скрапа при почти одинаковых размерах и одинаковом оснащении электродуговой печи (мощность трансформатора, копья, горелки и т.д.) примерно удваивается.
Определение параметров установки
Определение параметров отдельных частей установки, таких как
- сосуд-металлоприемник 1,
- шахта подогрева 5,
- участок нагрева 9 (если предусмотрен; предпочтительное количество скрапа в шихте >30%),
- конвертерный сосуд 3,
- декантатор 2,
- число и расположение завалочных отверстий 11 в сосуде-металлоприемнике 1 и 39 в конвертерном сосуде 3 проводится в зависимости от
- применяемых шихтовых материалов, в частности носителей железа 7 (форма, размер, состав, температура и агрегатное состояние),
- требуемой производительности,
- требований по качеству стали,
- нужного режима работы установки (непрерывный, полунепрерывный - с периодическим выпуском), в том числе с учетом необходимой интеграции со смежными установками (например, для производства чугуна, прямого восстановления, внепечного рафинирования, непрерывной разливки и т.д.),
- вида и стоимости имеющихся источников энергии.
Основная цель определения параметров - обеспечить проведение в установке стадий подогрева, загрузки, плавки или восстановительной плавки, рафинирования, нагрева и выпуска одновременно, но с локальным смещением и, следовательно, наиболее независимо друг от друга в разных частях установки при контролируемом ходе процесса в благоприятных физико-химических, реакционно-кинетических и теплотехнических условиях, то есть создать целостную установку из почти безупречно (высокоэффективно) работающих в каждом конкретном случае применения отдельных реакторов.
Предложенная в соответствии с изобретением конфигурация установки обеспечивает независимую разгрузку ее зоны, состоящей, с одной стороны, из сосуда-металлоприемника 1 и декантатора 2 (через выпускное отверстие 43) и, с другой стороны, из конвертерного сосуда 3 (через выпускное отверстие 41), без наклона всей установки, благодаря чему в случае необходимости можно в короткие сроки при заглушении установки проводить контрольные и незначительные ремонтные работы в горячем состоянии каждой из указанных двух зон. Согласно изобретению предпочтительно, чтобы все части установки в процессе работы были прочно сблокированы между собой, то есть не были бы подвижными или наклоняемыми. За счет предпочтительно секционного выполнения как нижней части кожуха, так и крышек 4 и 37 установки можно путем бокового выдвижения (это касается и шахты подогрева 5) производить замену отдельных или нескольких секций или емкостей, нуждающихся в ремонте. Во избежание длительных простоев предпочтение отдается концепции сменных сосудов, согласно которой предусмотрен немедленный ввод в действие запасных, в случае необходимости предварительно нагретых емкостей (например, конвертерного сосуда 3 и узла, состоящего из сосуда-металлоприемника 1 и декантатора 2).
Варианты установки в зависимости от шихты, поступающей на переработку (указания по выбору общей конфигурации установки):
Конфигурация целостной установки с шахтой 5 подогрева скрапа и участком нагрева 9, как показано на фиг.1, применима в том случае, если в шихте используется определенный минимальный процент твердого скрапа 7. Общей дерективой для выбора конфигурации целостной установки в зависимости от шихты, поступающей на переработку, может служить табл. I.
Согласно фиг. 3, 4 доля скрапа 12 подается в сосуд-металлоприемник 1 и/или конвертерный сосуд 3 через отверстия в крышке соответственно 11 и 39 с помощью системы ленточных транспортеров и желобов 15, 15' и 40 соответственно, причем максимальный размер кусков скрапа 12 не должен превышать определенный габарит (например, 200 мм).
Согласно фиг. 5, 6 шахта 5 подогрева скрапа имеет небольшое поперечное сечение, так как скрап загружается лишь в небольшом количестве и непрерывно подается ленточным транспортером 8 без подогрева, то есть отсутствует участок нагрева 9. В этом варианте негабаритные куски скрапа перед загрузкой необходимо отделять и подвергать разрезанию. Отведение отходящих газов производится в верхней, так называемой головной части 5' шахты 5 подогрева скрапа по газоотводному трубопроводу 46.
Согласно вариантам, изображенным на фиг.1, 2 и 7, 8, по меньшей мере одна шахта 5 подогрева скрапа непрерывно заполняется с помощью по меньшей мере одного ленточного транспортера 8 для подачи скрапа с функцией подогрева, осуществляемой посредством участка нагрева 9. При этом в зависимости от
a) шихты, поступающей на обработку (в частности, доли скрапа),
b) условий по месту и высоте в конкретном случае применения (заводская планировка),
c) требуемых рабочих параметров (производительность установки, расход электроэнергии, наличие ископаемых носителей энергии, таких, например, как природный газ, уголь и т.д.),
d) возможны, например, следующие варианты выполнения шахты 5 для подогрева скрапа и участка нагрева 9:
- шахта 5 подогрева скрапа, имеющая участок нагрева 9 с ленточным транспортером 8 для подачи скрапа или несколькими параллельно установленными транспортерами 8 для подачи скрапа (фиг.1, 2),
- две шахты 5 подогрева скрапа (фиг.7, 8), каждая с одним или обе с общим участком нагрева 9, причем каждый участок нагрева 9 окружает по меньшей мере один ленточный транспортер 8 для подачи скрапа.
Отвод отходящих газов 19 осуществляется через трубопровод горячих газов (не показан), установленный в начале участка нагрева 9.
Согласно вариантам, показанным на фиг.9 и 10, на крышке 4 сосуда-металлоприемника 1 установлена шахта подогрева 5 с газопроницаемым и водоохлаждаемым запорным устройством 5", загружаемая металлическими шихтовыми материалами 7 - прежде всего стальным скрапом, а в случае необходимости и твердым чугуном - предпочтительно с помощью ленточного транспортера 15.
Сосуд-металлоприемник 1 имеет несколько включенных в качестве катодов наклонных графитовых электродов 16, выполненных в случае необходимости в виде полых электродов, которые расположены предпочтительно симметрично относительно электродуговой печи и установленной на ней шахты подогрева 5. Электроды 16 установлены с возможностью отклонения в пределах угла наклона от 0 до 30o относительно вертикали в направлении к центру сосуда-металлоприемника и до 10o в обратном направлении к стенке сосуда-металлоприемника 1. Для каждого отдельного электрода 16 может устанавливаться и регулироваться разный угол наклона. В процессе плавки он составляет, как правило, примерно 15-20o. В определенных случаях можно отказаться от отклоняемости электродов 16. Противоположным электродом 17 служит подовый анод, размещенный в центре днища 18 сосуда-металлоприемника 1.
Основные принципы функционирования способа и осуществления технологического процесса можно обобщить следующим образом:
Подача шихтовых материалов/сред, используемых в процессе, и отвод продуктов:
Непрерывная подача шихтовых материалов и сред с регулируемой скоростью в сосуд-металлоприемник 1 (основное количество) и одновременно в конвертерный сосуд 3 (часть из них в качестве охладителя).
Непрерывный отвод продуктов по меньшей мере из двух частей установки, а именно сырой стали из конвертерного сосуда 3 и шлака 25 из присоединенного непосредственно к сосуду-металлоприемнику 1 декантатора 2, а также отходящего газа 19 в зависимости от конфигурации установки в соответствии с шихтой:
- из сосуда-металлоприемника согласно варианту установки по фиг.3, 4,
- из шахты подогрева 5 согласно варианту установки по фиг.5, 6 и варианту по фиг.9, 10 или
- из участка нагрева 9 согласно варианту по фиг.1, 2 и фиг.7, 8.
Возможен периодический выпуск сырой стали из конвертерного сосуда 3 с заглушением или без заглушения всей установки, причем при высоких требованиях к качеству сырой стали на сливном пороге 34 со стороны печи устанавливают перемычку 34 для ограничения или предотвращения обратного потока печного шлака 25 в конвертерный сосуд 3 в процессе периодического выпуска сырой стали и после него (до установления одинакового уровня шлака в сосуде-металлоприемнике 1 и в конвертерном сосуде 3).
Временная последовательность и условия перемешивания:
- При непрерывном выпуске сырой стали - постоянное полустационарное состояние по условиям температуры, концентрации, потока, перемешивания и количества металла, шлака и отходящего газа в каждом сосуде установки.
- При периодическом выпуске сырой стали - выраженный цикл выпуска по вышеприведенным критериям относительно металла и шлака в конвертерном сосуде 3 и шлака в сосуде-металлоприемнике 1, в остальном состояние полустационарное.
Независимо от вида выпуска сырой стали (непрерывный или периодический) постоянно выполняются следующие условия протекания процесса:
- интенсивное перемешивание ванны в сосуде-металлоприемнике 1 и в конвертерном сосуде 3,
- большая реакционная и теплообменная поверхность во всех частях установки,
- состав и температура сырой стали в конвертерном сосуде 3 постоянно поддерживаются на уровне, требуемом для выпуска,
Подогрев, плавление, рафинирование, температурный режим:
Осуществляют последовательное изменение физико-химических свойств шихтовых материалов (в частности, температуры, химического состава и агрегатного состояния) в расчете на получение расплава сырой стали как основного продукта, а также шлака и отходящего газа как побочных продуктов при оптимальном использовании энергии по следующей схеме:
На участке нагрева 9 и в шахте подогрева 5:
Подогрев скрапа (до 100% скрапа в шихте) с учетом критериев выбора конфигурации установки, при этом на участке нагрева 9 (если он предусмотрен) проводится подогрев до низкой температуры, например максимально до 400-450oС, а в шахте подогрева 5 (если предусмотрена) - подогрев до более высокой температуры, например ≥800oС (вполне возможны температуры подогрева скрапа, составляющие 1000oС и более, например при использовании футерованной шахты подогрева).
Наряду со скрапом подогреву могут подвергаться и другие шихтовые материалы, как, например,
- кусковые шлаковые добавки (доломит, кварцит и т.д.),
- кусковой уголь или кокс,
- в случае необходимости металлизованные материалы (с ограниченной долей указанных шихтовых материалов при прохождении через участок нагрева 9 и/или шахту подогрева 5), разумеется с учетом возможных нежелательных явлений (обратное окисление, сильное выбивание пламени и т.д.) в зависимости от времени их пребывания и температуры подогрева на участке нагрева 9 и/или в шахте подогрева 5.
В сосуде-металлоприемнике 1:
- плавление большей части (основного количества) компонентов шихты (кроме используемого в конвертерном сосуде 3 и подаваемого непосредственно в него небольшого количества компонентов в виде охладителя) и одновременно
- науглероживание и форфришевание (предварительная продувка) металла с целью получения предварительного расплава примерно со следующими свойствами в зависимости от шихты:
Si - ≤0,10%
С - 1,0-3,0%
Т=1540-1560oС (⊘ около 1550oС);
указанный предварительный расплав перетекает в конвертерный сосуд 3, причем средняя скорость обезуглероживания в зависимости от шихты составляет 0,06-0,10 (максимально 0,12) %С/мин,
- при непрерывной подаче холодных компонентов шихты, например металлизованных материалов и/или карбида железа, в случае необходимости мелкого скрапа, и/или горячих компонентов шихты, например жидкого чугуна (из доменной печи или после восстановительной плавки), горячих металлизованных материалов и/или карбида железа и кускового и/или мелкого угля (кокс, фрагментированная легкая фракция), кусковых и/или пылевидных шлакообразующих добавок (известь, доломит, кварцит, плавиковый шпат и т.д.).
В конвертерном сосуде 3:
- непрерывная продувка на заданные параметры (главным образом обезуглероживание и глубокая дефосфоризация) и одновременно нагрев постоянно переливающегося из сосуда-металлоприемника 1 богатого углеродом предварительного расплава до получения нужного и (как правило) уже установленного состава и температуры сырой стали с выравниванием концентрации и температуры путем интенсивного перемешивания ванны (гомогенизации) при
- непрерывной подаче кусковых и/или мелкозернистых охладителей (включая компоненты шихты) и/или шлаковых добавок, и/или носителей углерода, например металлизованных материалов и/или карбида железа, мелкого скрапа, руды, окалины, пыли и шламов металлургического производства, известняка, доломита, извести, кварцита, плавкого шпата и т.д., угля (кокса), переработанной фрагментированной легкой фракции и
- без прерывания процесса рафинирования во время периодического выпуска сырой стали (если он предусмотрен), то есть без прерывания и существенного воздействия на ход процесса в предыдущих частях установки (в случае необходимости возможно легкое заглушение процесса),
- причем предпочтительная скорость обезуглероживания составляет в зависимости от шихты от 0,08 до 0,13 (максимально 0,15) %С/мин.
Шлаковый режим
Концепция способа основана на противоточном движении металла 24 и шлака 25 в зоне сосуда-металлоприемника 1/конвертера 3, то есть шлак движется из конвертерного сосуда 3 - часта установки с наибольшей температурой и наибольшим потенциалом выделения кислорода из ванны металла - через сосуд-металлоприемник 1 - последний имеет более низкую температуру и более низкий потенциал выделения кислорода из ванны расплавленного металла, так как расплав металла в нем богат углеродом - в направлении шлаковой дверцы 22 в конце декантатора 2, откуда шлак может выходить из установки. Движущей силой такого перемещения шлака 25 является прежде всего сила тяжести, поддерживаемая импульсами, передаваемыми шлаку 25 вследствие интенсивного перемешивания ванны в конвертерном сосуде 2 и в сосуде-металлоприемнике 1. Во время этого движения (в особенности при прохождении через сосуд-металлоприемник 1) шлак 25 встречается с расплавом металла 24, имеющим низкую температуру и высокое содержание Si и С, и в результате интенсивного перемешивания ванны восстанавливается им относительно содержания FeO и одновременно охлаждается. Кроме того, часть шлака 25 из конвертерного сосуда 3 перемешивается с неметаллическими фазами, образующимися в сосуде-металлоприемнике 1 и декантаторе 2:
- из пустой породы и золы компонентов шихты (металлизованных материалов, брикетированного горячим прессованием железа, карбида железа, скрапа и т.д. ),
- в результате окисления Si, Mn, Р и других элементов шихты, обладающих сродством к кислороду, (жидкого и/или твердого чугуна, скрапа и т.д.),
- из подаваемых в сосуд-металлоприемник 1 шлаковых добавок, вводимых в качестве корректирующих добавок,
- в результате износа огнеупоров в сосуде-металлоприемнике 1 и в декантаторе 2,
вследствие чего количество образующегося шлака 25 в сосуде-металлоприемнике 1 значительно больше, чем количество шлака, образующегося в конвертерном сосуде 3. После определенного "успокоения" шлака 25 в декантаторе 2 (без интенсивного перемешивания ванны) и частичного "выпадения в виде дождя" содержащихся в нем капель металла шлак 25 покидает установку через шлаковую дверцу 22 в конце декантатора 2.
Важный признак способа в отличии от периодического способа следует усматривать в том, что выход шлака, отнесенный к количеству металла в конвертерном сосуде 3, не равен очень незначительному количеству шлака на тонну предварительного расплава, переливающегося из сосуда-металлоприемника 1, намного превышая его, и в режиме работе с непрерывным выпуском сырой стали и почти постоянным уровнем расплава металла в конвертерном сосуде 3 определяется разницей по высоте между сосудом-металлоприемником 1 и конвертерным сосудом 3, допуская возможность регулирования в определенных пределах. Указанный признак способа одновременно означает, что время пребывания в конвертерном сосуде 3 образующегося там шлака 25 (с очень хорошими свойствами в отношении дефосфоризации и обессеривания) значительно больше, чем, например, в кислородном ЛД-конвертере периодического действия и может, кроме того, регулироваться, что дает следующие преимущества:
- лучшее использование рафинирующих свойств шлакообразующих добавок, подаваемых в конвертерный сосуд 3,
- возможность достижения очень низкого содержания Р и S в сырой стали (этому способствует и конфигурация способа и установки, которая в принципе соответствует периодическому процессу с промежуточным удалением части шлака),
- отсутствие опасности настыля для кислородного копья 35 в конвертерном сосуде 3 благодаря очень незначительному выходу шлака, который, как известно, имеет место в периодическом конвертерном процессе с использованием предварительно рафинированного чугуна (deSi+deP) и рафинирования с малым шлаком (Slag Minimum Process) - ≤30 кг шлака на 1 т стали.
Для лучшего использования подаваемых в сосуд-металлоприемник 1 шлакообразующих добавок предпочтительно производить их загрузку по возможности в более мелком виде с целью наиболее быстрого и полного их растворения в шлаке 25. В особенности это относится к извести и доломиту. Предпочтительная подача до 100% мелкозернистой извести или доломита в сосуд-металлоприемник 1 (в виде пушонки или пылевидного доломита) позволяет, кроме того, при выполнении печи на переменном токе существенно ограничить негативное действие так называемых "Hot Spots" (зон воздействия струи кислорода). В конвертерный сосуд 3 подаются предпочтительно кусковые шлакообразующие добавки (мелкозернистые шлакообразующие добавки лишь в случае выполнения крайне высоких требований к качеству сырой стали).
Предпочтительные в соответствий с изобретением свойства шлака 25 в конвертерном сосуде 25 и в сосуде-металлоприемнике 1 (примерно идентичные конечному шлаку при выходе из шлаковой дверцы 22 в конце декантатора 2) можно обобщить следующим образом:
Конвертерный шлак
- в зоне технического насыщения известью
СаО/SiO2 - ≥3,4%
MgO - ≥7%
FeO2 - 25-30% для сырой стали
С - 0,03-0,05%
Tвыпуска=1620-1630oС
- предпочтительное введение кусковых шлакообразующих добавок (известь, доломит, кварцит),
- предпочтительная продолжительность пребывания в конвертерном сосуде 3 ≥80 мин.
Печной шлак = конечному шлаку при выходе из установки
CaO/SiО2 - 1,8-2,0%
MgO - ≤7%
FeОn - 10-15% для предварительного расплава
С - 1,0-3,0%
Тперелива=1540-1560o
ЭДП-->ЛД
- предпочтительная подача мелкозернистых шлакообразующих добавок (в частности, извести-пушонки, пылевидного доломита) через несколько фурм/копий в крышке 4 печи, подача материала в зоны Hot Spot (зоны воздействия струи кислорода).
Эти основные принципы шлакового режима действительны и для варианта способа с периодическим выпуском сырой стали. В этом случае разница при использовании перемычки, применяемой при высоких требованиях к качеству, не существенна.
Характеристики отходящего газа (улавливание, дожигание, температура, пыль и ядовитые составляющие в неочищенном газе):
Отходящий газ из конвертерного сосуда 3 и сосуда-металлоприемника 1 удаляется совместно через шахту 5 для нагрева скрапа (если она предусмотрена) и в случае необходимости через участок нагрева 9, причем химическое и физическое тепло отходящих газов используется оптимально (распределенно); если шахта подогрева 5 не предусмотрена, то отходящие газы поступают из сосуда-металлоприемника 1 в непосредственно подключенный газопровод горячего газа. Благодаря замкнутой системе происходит почти 100%-ное улавливание отходящего газа при его минимальных неконтролируемых выбросах или же при минимальной тепловой нагрузке и нагрузке, создаваемой запыленностью и ядовитыми компонентами отходящего газа, так как нет необходимости открывать часть установки для загрузочных операций. По пути от конвертерного сосуда 3 к сосуду-металлоприемнику 1 и далее к шахте подогрева 5 и участку нагрева 9 степень дожигания отходящих газов возрастает по мере необходимости и в зависимости от шихты.
К этому ориентировочные данные приведены в табл. IА.
Предпочтительные среды для дожигания отходящего газа
Вид среды - предпочтительное использование;
О2 - конвертерный сосуд 3;
О2+воздух - сосуд-металлоприемник 1, шахта подогрева 5;
воздух - участок нагрева 9.
Для всех частей установки предусматриваются смеси О2/воздух с произвольно устанавливаемым соотношением компонентов.
Дополнительные источники тепла/подвод энергии для обеспечения необходимого количества тепла
Ориентировочные данные представлены в табл. IБ.
Примеры выполнения
Три следующих примера выполнения поясняют технологические процессы и достигаемые результаты при использовании предложенных согласно изобретению вариантов способа и установки для непрерывного производства сырой стали из наиболее важных в мировой практике шихтовых материалов (носителей железа), таких как стальной скрап, металлизованные материалы и жидкий чугун. Шихта для каждого из примеров различна:
Пример выполнения 1: стальной скрап 100%.
Пример выполнения 2: стальной скрап 40%, металлизованные материалы 30%, жидкий чугун 30%.
Пример выполнения 3: металлизованные материалы 50%, жидкий чугун 50%.
Варианты способа и установки согласно изобретению обеспечивают также возможность непрерывного производства сырой стали из 100% металлизованных материалов или из 100% жидкого чугуна, причем в последнем случае в качестве охладителей могут использоваться руда, карбонат, окалина, брикеты из пыли и т.д., взятые по отдельности или в сочетании.
Наряду с шихтовыми материалами, содержащими Fe, согласно примерам выполнения применяются обычные в практике производства сырой стали
Присадки: мягко жженая известь, доломит, кварцит.
Газы: кислород, азот, природный газ, воздух (компрессор и вентилятор).
Крепкий уголь: кусковой уголь, мелкий уголь (уголь для вдувания).
Огнеупорные материалы: кирпич для футеровки в сосуде-металлоприемнике 1 и в конвертерном сосуде 3, торкрет-массы (ремонт).
Графитовые электроды: для сосуда-металлоприемника 1.
Охлаждающая вода: для водоохлаждаемых панелей сосуда-металлоприемника 1, шахты подогрева 5 и участка нагрева 9.
Несмотря на меньшую стоимость и/или выгодность в отношении лучшего качества стали в следующих примерах выполнения не предусматривается возможное применение альтернативных
шихтовых материалов, содержащих Fe: жидкий чугун,
носителей Fe и/или охладителей: карбид железа, фильтровая пыль, окалина, сухой шлам, руда (Fe/Mn),
присадок: мелкая известь, мелкий доломит, плавиковый шпат,
сред: Аr (для донной продувки инертным газом),
источников энергии: фрагментированная легкая фракция.
Качество и температура имеющихся в распоряжении шихтовых материалов и газов содержатся в табл. II, III и IV.
Для осуществления способа используются следующие конфигурации установки:
Примеры выполнения 1 и 2:
Установка согласно фиг.1, состоящая из
* участка подогрева 9 (ленточный транспортер 8 с функцией подогрева),
* шахты 5 подогрева скрапа с овальным поперечным сечением,
* сосуда-металлоприемника 1 в виде АС-EAF (электродуговой печи переменного тока) для проведения плавки и предварительной продувки,
* конвертерного сосуда 3 типа ЛД-С*,
* декантатора 2, относящегося к сосуду-металлоприемнику.
Пример выполнения 3:
Установка согласно фиг.3, состоящая из
* электродуговой печи переменного тока в виде сосуда-металлоприемника 1 для плавки и предварительной продувки,
* конвертерного сосуда 3 типа ЛД-С2,
* декантатора 2.
Во всех трех примерах выполнения сосуд-металлоприемник 1 и конвертерный сосуд 3 имеют следующую одинаковую конфигурацию и оснастку, причем спецификация относится к обычным установкам периодического действия согласно стандартным сериям:
Спецификация сосуда-металлоприемника 1:
- диаметр сосуда, равный примерно 6 м, соответствует массе 90 т периодически выпускаемой сырой стали при наличии 11 т жидкого зумпфа (остаток расплава),
- мощность трансформатора 70 МВА, переменный ток,
- три графитовых электрода 16 с диаметром 560 мм (без подового анода 17, так как ток переменный),
- желоб 21 для непрерывной подачи жидкого чугуна 20,
- два завалочных отверстия 11 в крышке 4 для непрерывной подачи металлизованных окатышей и/или мелкого скрапа 12, кускового угля 13 и кусковых шлакообразующих добавок (извести, доломита, кварцита) 14, подводимых с помощью системы ленточных транспортеров и желобов 15,
- три фурмы для извести в крышке 14 сосуда-металлоприемника 1 для непрерывного вдувания до 100% подаваемого в него количества извести и доломита в виде извести-пушонки или пылевидного доломита 14 в Hot Spots (зоны воздействия струи кислорода) с помощью воздуха 28 как газа-носителя,
- два водоохлаждаемых копья с манипуляторами (копье 32, проходящее через боковую стенку сосуда-металлоприемника 1, и копье 23, проходящее через шлаковую дверцу 22 в декантаторе 2 и достигающее внутреннего пространства сосуда-металлоприемника 1) для непрерывного вдувания газообразного кислорода 27 и/или мелкого угля 13 (воздух 28 как газ-носитель) под поверхность шлака 25 в сосуде-металлоприемнике 1,
- три подрасплавных фурмы 33 для непрерывного вдувания мелкого угля 13 с помощью воздуха 28 как газа-носителя,
- шесть подрасплавных фурм 33 для непрерывного вдувания инертного газа 30 (N2/Ar, соотношение устанавливается произвольно) с целью интенсивного перемешивания металла 24 и шлака 25 в сосуде-металлоприемнике 1,
- три подрасплавных О2-фурмы 33 для непрерывного вдувания газообразного кислорода 27, причем подрасплавные О2-фурмы 33 защищены природным газом или сжиженным пропаном и установлены в днище сосуда-металлоприемника 1 предпочтительно под шахтой 5 для подогрева скрапа,
- пять горелок 32а на природном газе/кислороде с мощностью каждой горелки максимально 3,5 МВт, установленных примерно симметрично в боковой стенке сосуда-металлоприемника 1 под шахтой 5 для подогрева скрапа,
- три фурмы дожигания 35 в крышке 4 сосуда-металлоприемника 1 для газообразного кислорода 27 и/или воздуха 28 (соотношение О2/воздух устанавливается произвольно), которые предпочтительно выполнены в виде подвижных коротких копий, то есть копий дожигания,
- крышка 4 сосуда-металлоприемника 1, выполненная снаружи из водоохлаждаемых панелей, которые изнутри (в рабочем пространстве печи) снабжены огнеупорным слоем,
- широкая часть боковой стенки сосуда-металлоприемника 1 со стороны конвертерного сосуда 3 выполнена в виде порога 34, благодаря чему нижняя часть установки разделена, с одной стороны, на сосуд-металлоприемник 1 и конвертерный сосуд 3, а с другой стороны, образована общая для обоих сосудов верхняя часть, за счет чего только с помощью силы тяжести достигается непрерывное перемещение расплава металла 24, шлака 25 и отходящего газа между частями 1 и 3 реактора, причем металл 24 течет в противоположном шлаку 25 направлении (так называемое противоточное движение металл/шлак), отходящие газы отводятся из отдельных зон сосуда-металлоприемника 1 и конвертерного сосуда 3 через засыпку 7 скрапа в металлоприемнике 1 и расположенной непосредственно над ним шахте подогрева 5 за счет единой системы отсоса газа или, как показано на фиг.3, попадают непосредственно из сосуда-металлоприемника 1 в газопровод горячего газа установки (не показана) для обработки отходящих газов, если конфигурация всей установки не предусматривает шахты 5 для подогрева скрапа и/или участка нагрева 9.
Спецификация конвертерного сосуда 3:
- внутренний объем после замены футеровки примерно 76,5 м3,
- удельный объем около 0,85 м3/т содержащегося металла (примерно соответствует весу при периодическом выпуске около 90 т сырой стали для обычной установки),
- одно водоохлаждаемое копье конвертера (копье верхней продувки) для вдувания сверху максимально 10000 нм3 О2/час,
- три фурмы дожигания 35 для газообразного кислорода 27 и/или воздуха 28 (соотношение О2/воздух устанавливается произвольно) в крышке 37 и в верхней конической части конвертерного сосуда 3, которые предпочтительно выполнены в виде подвижных коротких копий, то есть копий дожигания,
- два завалочных отверстия 39, из которых в работе находится предпочтительно лишь одно (на фиг.1 и 3 показано только одно отверстие), предусмотренных в крышке 37 конвертера для непрерывной подачи мелкого скрапа (в данном случае фрагментированного скрапа с размером кусков ≤100 мм) и/или металлизованных окатышей (DRI - металлизованный железорудный материал) 12, кускового угля 13 и кусковых шлакообразующих добавок (извести, доломита, кварцита) 14, подаваемых посредством системы 40 ленточных транспортеров/желобов,
- шесть подрасплавных фурм 36 для непрерывного вдувания инертного газа 30 (N2/Ar, соотношение устанавливается произвольно) с целью интенсивного перемешивания металла 24 и шлака 25 в конвертерном сосуде,
- выпускное отверстие 41 для сырой стали 24 с узлом регулирования скорости ее выпуска и автоматический затвор (здесь более подробно не поясняется) для прерывания в случае необходимости обычно непрерывного процесса выпуска,
- крышка 37 конвертерного сосуда 3, выполненная идентично крышке 4 сосуда-металлоприемника 1 и образующая с ней в фиксированном состоянии в процессе работы единый блок (секционное выполнение). Примерно над порогом 34 крышка снабжена отверстием 50 для контроля и ремонта. В ходе непрерывного процесса это отверстие закрыто.
Спецификация шахты 5 подогрева скрапа, участка подогрева 9 и ленточного транспортера 8 для подачи скрапа:
Для выполнения довольно различных требований в отношении подачи скрапа и его подогрева в рассматриваемых трех примерах выполнения (100%, 40%, 0% скрапа в шихте) предусмотрены следующие устройства:
1. Шахта 5 подогрева скрапа с большим внутренним полезным поперечным сечением примерно 11,5 м2, со скругленными гранями, как показано на фиг.1 и 2.
- Примерно постоянное поперечное сечение шахты по ее высоте,
- высота шахты над крышкой 4 сосуда-металлоприемника 1, то есть от плоскости входа шахты в сосуд-металлоприемник 1 до верхней головной зоны (крышки) шахты подогрева 5, составляет около 6,50 м, при этом
- шахта подогрева 5 образована водоохлаждаемыми панелями, которые в верхней головной части снабжены изнутри огнеупорными плитами (как показано на фиг.1),
- шахта подогрева 5 снабжена двенадцатью фурмами дожигания 47 для кислорода 27, воздуха 28 или смеси кислород/воздух, причем указанные фурмы дожигания 47 установлены примерно симметрично по внешнему периметру шахты двумя ярусами по шесть фурм в каждом ярусе,
- в верхней головной части шахты подогрева 5 установлены две комбинированные горелки 10 для природного газа/кислорода/воздуха, которые одновременно могут использоваться и как копья дожигания, и как горелки, каждая с максимальной мощностью 3,5 МВт.
В принципе вся шахта подогрева 5 может быть выполнена из водоохлаждаемых панелей с внутренней футеровкой, за счет чего достигаются следующие преимущества:
- незначительные потери тепла с охлаждающей водой в шахте подогрева или меньшее количество необходимой охлаждающей воды,
- возможны более высокие температуры подогрева скрапа и температуры отходящего газа без возникновения опасности аварий.
2. Шахта 5 подогрева скрапа с малым внутренним полезным поперечным сечением примерно 5 м2 и со скругленными гранями (как показано на фиг.1):
- постоянное поперечное сечение по высоте шахты,
- общая высота шахты примерно 6,5 м, при этом
- шахта подогрева 5 выполнена из водоохлаждаемых панелей, снабженных с внутренней стороны в верхней головной части огнеупорными плитами,
- шахта подогрева 5 снабжена восемью фурмами дожигания 47 для кислорода 27, воздуха 28 или смесей кислород/воздух, причем указанные фурмы 47 примерно симметрично установлены по внешнему периметру шахты двумя ярусами по четыре фурмы в каждом ярусе,
- в верхней головной части шахты 5 установлена комбинированная горелка 10 для природного газа/кислорода/воздуха, которая одновременно может использоваться как копье дожигания и в качестве горелки, рассчитана максимально на 3,5 МВт мощности.
3. Участок нагрева 9 снабжен двумя одинаковыми, установленными параллельно внутри него ленточными транспортерами 8 для подачи скрапа, которые внутри общей замкнутой камеры отделены друг от друга в пространстве огнеупорной перегородкой (не показана). Конструктивные данные участка нагрева 9 и ленточных транспортеров 8 для подачи скрапа можно обобщить следующим образом:
Ленточный транспортер 8 для подачи скрапа
Количество (при одинаковой конструкции): 2.
Ширина ленты: 2,0 м.
Длина ленты: 40,2 м.
Средняя загрузка ленты (т скрапа/м2 площади ленты): 0,30 т/м2.
Скорость ленты: макс. 8 м/мин.
Производительность каждого транспортера 8: макс. 4,8 т/мин.
Участок нагрева 9.
Форма замкнутой камеры
вверху: в виде полукруга, водоохлаждаемые панели с внутренней обмуровкой,
внизу: прямоугольная, водоохлаждаемые панели без обмуровки.
Десять комбинированных горелок/копий 10 для природного газа, кислорода/воздуха (при работе в режиме горелок мощность каждой горелки макс. 3,5 МВт, а в режиме копий дожигания - расход воздуха или смеси воздух/О2 макс. 3000 нм3/час на каждое копье 10), симметрично установленных двумя рядами в обмурованной крышке участка нагрева 9 над каждым из двух ленточных транспортеров 8.
Вертикально ориентированная огнеупорная перегородка (стенка), разделяющая в продольном направлении все внутреннее пространство участка нагрева 9 на два почти полностью отделенных друг от друга отсека, в каждом их которых находится один ленточный транспортер 8 для подачи скрапа.
Ход процесса и результаты
Пример выполнения 1
Шихта включает 100% стального скрапа (несортированный скрап), имеющего состав согласно табл. II. Для осуществления способа служит вариант установки по фиг.1 с шахтой подогрева 5, внутреннее полезное поперечное сечение которой составляет 11,5 м3, и с двумя ленточными транспортерами 8 для подачи скрапа (ширина ленты 2,0 м, длина ленты 40 м), которые установлены параллельно друг другу и перед выгрузкой скрапа в шахту подогрева 5 проходят через общий участок нагрева 9 длиной 19 м, при этом участок нагрева 9 непосредственно сообщается с верхней головной зоной шахты подогрева 5.
Небольшая часть (11,50%) скрапа с размером кусков ≤100 мм непрерывно подается в конвертерный сосуд 3 в качестве охладителя 12 с температурой 25oС. Остальной скрап с максимальной длиной кусков 1,5 м (то есть, основная часть 7, составляющая 88,50%) с помощью четырех кранов загружается на оба ленточных транспортера 8 для подачи скрапа и после подогрева на участке нагрева 9 и в шахте подогрева 5 непрерывно подается в сосуд-металлоприемник 1 и расплавляется в нем. Средняя высота столба скрапа 7 в шахте подогрева 5 составляет около 2,5 м. Источником тепла для подогрева скрапа 7 на участке нагрева 9 и в шахте подогрева 5 служит физическое тепло (энтальпия) и химическое тепло (тепло за счет частичного дожигания) отходящих газов 19, поступающих в шахту подогрева 5 или на участок нагрева 9 главным образом из сосуда-металлоприемника 1, а также тепло за счет определенного окисления скрапа, происходящего в процессе его подогрева. Частичное дожигание отходящих газов 19 в шахте подогрева 5 осуществляется в две стадии, при этом производится непрерывное вдувание холодного воздуха 28 и газообразного кислорода 27 при отношении объемов воздух/О2~4,2 через двенадцать установленных двумя ярусами фурм дожигания 47. На участке нагрева 9 дожигание идет последовательно вдоль этого участка благодаря непрерывному вдуванию холодного воздуха 28 через все десять комбинированных горелок/копий 10 (служащих в данном случае только копьями дожигания), установленных в крышке участка нагрева 9 (2•5 комбинированных горелок/копий 10 над каждым ленточным транспортером 8 для подачи скрапа).
Важные регулируемые переменные величины технологического процесса на участке нагрева 9 и в шахте подогрева 5 указаны в табл. V.
Непрерывное плавление скрапа 7, предварительно нагретого на участке нагрева 9 и в шахте подогрева 5, происходит в сосуде-металлоприемнике 1, при этом образующийся в нем расплав металла 24 науглероживается и частично рафинируется с получением низкокремнистого, но богатого углеродом расплава, имеющего следующие свойства, %:
C - 1,86
Mn - 0,20
Si - ≤0,05
S - 0,032
P - 0,005
около 1550oС
температура ликвидуса около 1400oС
еще до перелива его через порог 34 в конвертерный сосуд 3. Приведенные выше свойства расплава металла 24 в сосуде -металлоприемнике 1 всегда примерно постоянны.
Процесс плавления и рафинирования в сосуде-металлоприемнике 1 непрерывный и протекает квазистационарно с очень интенсивным перемешиванием ванны при непрерывной подаче следующих материалов, сред и энергий и при следующих условиях:
- примерно 4,61 т/мин подогреваемого скрапа 7 с температурой около 834oС,
- жидкий, богатый FеОn, высокоосновный (CaO/SiO2=3,55) и горячий конвертерный шлак 25 с температурой около 1620oС, текущий из конвертерного сосуда 3 через порог 34 в сосуд-металлоприемник 1 навстречу движению металла,
- известь 14 (примерно 60% ее вдувается через фурмы 35 для извести, а 40% в виде кусковой извести подается через завалочные отверстия 11 в крышке 4 сосуда-металлоприемника 1, соотношение вдуваемая известь/кусковая известь может меняться произвольно),
- уголь, входящий в состав шихты (кусковой уголь) 13, подаваемый через завалочные отверстия 11 в крышке 4 сосуда-металлоприемника 1,
- вдуваемый уголь (мелкий уголь) 13, подаваемый через снабженные манипулятором копья 32 и 23, а также через подрасплавные фурмы 33 сосуда-металлоприемника 1,
- природный газ 29 и газообразный кислород 27, подаваемые через горелки 32 сосуда-металлоприемника 1,
- N2 30 и природный газ 29, подаваемые через предназначенные для инертного газа донные фурмы 33 сосуда-металлоприемника 1,
- газообразный кислород 27, подаваемый через снабженные манипулятором копья 32 и/или 23 сосуда-металлоприемника 1,
- газообразный кислород 27, подаваемый через копья дожигания 35 в крышке 4 сосуда-металлоприемника 1,
- конвертерный отходящий газ 19 и содержащаяся в нем пыль, поступающие из конвертерного сосуда 3 непосредственно в сосуд-металлоприемник 1,
- побочный воздух, всасываемый извне прежде всего через шлаковую дверцу 22, а также через электродные зазоры в крышке 4 в сосуд-металлоприемник 1 вследствие пониженного давления в последнем,
- воздух 28 как газ-носитель, вдуваемый через копья/фурмы 35, 32, 23 и 33,
- непрерывный ввод примерно 53,1 МВт электрической энергии через электроды 16 для обеспечения необходимого количества тепла в сосуде-металлоприемнике 1, который (ввод) при общей производительности установки около 4,87 т сырой стали в минуту (около 292 т сырой стали в час) соответствует расходу электроэнергии примерно 181,6 кВт•ч/т сырой стали.
Продукты сосуда-металлоприемника 1 отводятся также непрерывно и полустационарно, а именно:
- примерно 4,46 т/мин богатого углеродом низкокремнистого предварительного расплава 24 с вышеприведенными свойствами отводится через порог 34 в направлении конвертерного сосуда 3,
- примерно 416 кг/мин шлака 25, имеющего следующие свойства, %:
FeОn - Около 12,2
Feмет - Около 5,0
СаО - 40,9
MgO - 7,8
MnO - 5,8
SiO2 - 20,4
Аl2О3 - 7,0
Р2О5 - 0,46
S - 0,21
основность (CaO/SiO2)=2,0
температура ~1550oС
непрерывно покидают установку через шлаковую дверцу 22 в декантаторе,
- примерно 522 нм3/мин отходящего газа 19 и около 79,1 кг/мин пыли в отходящем газе, имеющих следующие свойства:
Отходящий газ (газовая фаза), об.%:
СО - 37,0
СО2 - 23,1
Н2 - 3,3
Н2О - 8,4
N2 - 25,8
О2 - 1,7
остаток = Ar+SO2+F2
Отходящий газ (пыль), %:
FeOn - 72,5
СаО - 9,0
SiO2 - 3,4
С - 4,8
Zn - 5,7
остаток = MgO+MnO+Al2О3+SnO2=Р2О3
общий коэффициент дожигания 43,9%
температура ~1570oС
поступают из сосуда-металлоприемника 1 в шахту 5 подогрева скрапа.
Переливаясь через порог 34, богатый углеродом низкокремнистый предварительный расплав непрерывно поступает в конвертерный сосуд 3 и при очень интенсивном движении жидкой ванны смешивается с постоянно присутствующим в конвертерном сосуде 3 расплавом 24 сырой стали 24, имеющем постоянно регулируемые в жестких пределах свойства:
- количество около 90 т,
- уровень ванны металла в конвертерном сосуде 3 примерно на 0,5 м ниже уровня порога 34,
- состав (в частности, содержание С) и температура равны значениям, требуемым при выпуске сырой стали, в данном случае С=0,05%, Т=1620oС.
Над расплавом 24 сырой стали в конвертерном сосуде 3 скапливается жидкий конвертерный шлак 25, поверхность которого при высоте шлакового слоя в конвертерном сосуде 3 примерно от 1,8-2,0 до 0,5-1,0 м расположена выше поверхности в сосуде-металлоприемнике 1, вследствие чего под действием силы тяжести и импульсов, вызванных движением жидкой ванны в конвертерном сосуде 3, шлак непрерывно переливается через порог 34 в сосуд-металлоприемник 1.
Таким образом, перед технологическим процессом в конвертерном сосуде 3 стоит следующая задача, выполняемая непрерывно/постоянно:
- рафинирование и нагрев поступающего из сосуда-металлоприемника 1 высокоуглеродистого низкокремнистого предварительного расплава до получения необходимых свойств сырой стали 24 при выпуске из конвертерного сосуда 3 через выпускное отверстие 41 и одновременное смешивание этого частичного потока расплавленного металла с постоянно присутствующей в конвертерном сосуде 3 ванной металла 24, то есть гомогенизация в конвертерном сосуде 3 расплава сырой стали 24, вытекающей или выпускаемой из выпускного отверстия 41,
- отвод конвертерного шлака 25 и конвертерных отходящих газов 19, непрерывно образующихся в процессе работы конвертера, в направлении к сосуду-металлоприемнику 1 и
- создание примерно одинаковых во времени условий в отношении количества, состава и температуры расплава сырой стали 24, шлака 25 и отходящих газов 19 в конвертерном сосуде 3, приведенных в соответствие с требуемыми свойствами и нужной скоростью выпуска сырой стали 24 через выпускное отверстие 41 (то есть с требуемой производительностью установки) и, в свою очередь, регулируемых в определенных пределах скоростью выпуска сырой стали и скоростью рафинирования в конвертерном сосуде 3.
В рассматриваемом случае процесс рафинирования в конвертерном сосуде 3 проходит квазистационарно при очень интенсивном перемешивании ванны и непрерывной подаче следующих материалов, сред и энергий и при следующих условиях:
- около 4,46 т/мин богатого углеродом низкокремнистого предварительного расплава с вышеприведенными свойствами, поступающего из сосуда-металлоприемника 1,
- около 0,59 т/мин мелкого скрапа 12, подаваемого в качестве охладителя через завалочные отверстия 39 в крышке 37 конвертера, при этом состав мелкого скрапа 12 примерно соответствует составу несортированного скрапа согласно табл. I, а максимальная длина кусков составляет ≤100 мм,
- кусковая известь 14, кварцит и кусковой уголь 13, также подаваемые через завалочные отверстия 39 в крышке 37 конвертера,
- газообразный кислород 27, подаваемый через водоохлаждаемое копье 35 конвертера,
- газообразный кислород 27, подаваемый через копья дожигания 35 и
- N2 30 и природный газ 29, подаваемый через донные продувочные фурмы 36 конвертерного сосуда 3.
Продукты конвертерного сосуда 3 отводятся также непрерывно и полустационарно, а именно:
- около 4,87 т/мин (примерно 292 т/час) сырой стали 24, имеющей свойства, %:
С - 0,05
Mn - 0,14
Si - Следы
S - 0,026
P - 0,0038
Cu - 0,21
около 620 ч/млн О раств.
около 30 ч/млн N
≤1,5 ч/млн Н
Т=1620oС
отводятся через выпускное отверстие 4 в конвертерном сосуде 3,
- жидкий, богатый FeОn, высокоосновный конвертерный шлак 25, имеющий свойства, %:
FeOn - Около 25,0
Feмет - Около 5,0
CaO - 42,0
MgO - 7,9
MnO - 4,8
SiO2 - 11,8
Al2O3 - 2,9
Р2О5 - 0,27
S - 0,21
основность (CaO/SiO2)=3,55
температура ~1620oС
отводится через порог 34 в направлении к сосуду-металлоприемнику 1,
- конвертерный отходящий газ 19, включая содержащуюся в нем пыль, имеющий следующие свойства:
Отходящий газ (газовая фаза), об.%:
СО - 84,0
CO2 - 9,3
H2 - 3,0
Н2О - 1,4
N2 - 0,6
О2 - 1,2
остаток = Ar+SO2+F2
Отходящий газ (пыль), %:
FeOn - 91,2
CaO - 3,5
SiO2 - 0,7
С - 0,8
Zn - 1,7
остаток = MgO+MnO+Al2О3+SnO2=P2О3
общий коэффициент дожигания 11,0%
температура ~1620oС
поступает из конвертерного сосуда 3 непосредственно в сосуд-металлоприемник 1.
Важные регулируемые переменные величины технологического процесса в сосуде-металлоприемнике 1 и в конвертерном сосуде 3 указаны в табл. VI.
Пример выполнения 2
Шихта состоит из 40% стального скрапа, 30% металлизованных материалов (окатышей) и 30% жидкого чугуна с указанными в табл. II свойствами.
В этом случае в отношении используемой конфигурации установки и хода процесса принципиально не существует существенного отличия от приведенного выше примера выполнения 1. Различия в конфигурации установки и технологическом режиме возникают вследствие разных количественных соотношений и свойств компонентов шихты. Для осуществления способа также служит вариант установки согласно фиг.1, но
- с применением шахты 5 подогрева скрапа с малым полезным поперечным сечением около 5 м2, причем разница по сравнению с шахтой 5 подогрева скрапа с большим полезным поперечным сечением, равным примерно 11,5 м2, компенсируется предусмотренным в крышке 4 сосуда-металлоприемника 1 дополнительным элементом, приспособленным для шахты подогрева 5 с малым полезным сечением. Дополнительный элемент (не показан) выполнен идентично крышке 4 сосуда-металлоприемника 1 и в случае использования шахты 5 с малым полезным поперечным сечением жестко скрепляется с ней, в результате чего образуется газонепроницаемый блок,
- а также с применением только одного из двух ленточных транспортеров 8 для транспортировки, подогрева (в рамках такого же участка нагрева 9, уже описанного выше) и загрузки скрапа в шахту подогрева 5 с малым полезным поперечным сечением, то есть только один транспортер 8 является активным, причем на участке нагрева работает лишь та половина из десяти комбинированных горелок/копий 10 для природного газа/кислорода/воздуха, которая находится над активным ленточным транспортером 8 для подачи скрапа, в то время как вторая половина участка нагрева 9 (за вышеупомянутой огнеупорной перегородкой) и второй ленточный транспортер 8 для подачи скрапа остаются пассивными, то есть не работают.
Другие отличия от примера выполнения 1 заключаются в том, что в данном случае производится непрерывная подача в сосуд-металлоприемник 1 жидкого чугуна 20 по желобу 21 и металлизованных окатышей 12 через завалочные отверстия 11. Металлизованные окатыши 12 вводятся в конвертерный сосуд 3 в виде охладителя в количестве около 8,8% от шихты, то есть примерно 29,3% от содержащихся в шихте металлизованных окатышей, общая доля которых в шихте составляет 30%.
Общее количество скрапа в шихте загружается на ленточный транспортер 8 кранами и после подогрева на участке 9 и в шахте 5 непрерывно подается в сосуд-металлоприемник 1 и плавится в нем. Средняя высота столба скрапа 7 в шахте подогрева 5 составляет 2,5 м. Источником тепла для подогрева скрапа 7 на участке нагрева 9 и в шахте подогрева 5 служит физическое и химическое тепло, частичное дожигание отходящих из сосуда-металлоприемника 1 газов 19 и тепло за счет частичного окисления скрапа в процессе подогрева.
Частичное дожигание отходящих газов 19 в шахте подогрева 5 происходит в две стадии, при этом холодный воздух 28 и газообразный кислород 27 непрерывно вдуваются через восемь расположенных двумя ярусами фурм дожигания 47 при отношении объемов воздух/О2 примерно 3,7. На участке нагрева 9 подогрев осуществляется последовательно по длине половины участка с активным ленточным транспортером 8 для подачи скрапа путем непрерывного вдувания холодного воздуха 28 и газообразного кислорода 27 через пять комбинированных горелок/копий 10 в крышке участка нагрева 9, установленных над активным ленточным транспортером 8 для подачи скрапа.
Важные регулируемые переменные величины технологического процесса на участке нагрева 9 и в шахте подогрева 5 указаны в табл. VII.
Непрерывное плавление скрапа 7, подогретого на участке нагрева 9 и в шахте подогрева 5, происходит в сосуде металлоприемнике 1 также при непрерывной подаче жидкого чугуна 20 по желобу 21 и около 70,7% содержащихся в шихте металлизованных окатышей 12 через завалочные отверстия 11. Образующийся расплав металла 24 одновременно науглероживается и частично рафинируется в сосуде-металлоприемнике 1 с получением низкокремнистого, но богатого углеродом расплава. Расплав металла перед переливом в конвертерный сосуд 3 через порог 34 имеет следующие свойства, %:
С - 1,69
Mn - 0,14
Si - ≤0,05
S - 0,025
P - 0,008
около 1550oС
температура ликвидуса около 1413oС
Расплав металла 24 в сосуде-металлоприемнике 1 в целом обладает вышеуказанными свойствами в течение всего процесса.
Процесс плавления и рафинирования в сосуде-металлоприемнике 1 непрерывный и протекает квазистационарно с очень интенсивным перемешиванием ванны при непрерывной подаче следующих материалов, сред и энергий и при следующих условиях:
- примерно 2,19 т/мин подогреваемого скрапа 7 с температурой около 1057oС, подаваемого через шахту 5,
- примерно 1,60 т/мин жидкого чугуна 20 со свойствами согласно табл. II, подаваемого по желобу 21,
- 1,13 т/мин металлизованных окатышей 12 со свойствами согласно табл. II, подаваемых через завалочные отверстия 11,
- жидкий, богатый FeОn, высокоосновный (CaO/SiО2=3,55) и горячий конвертерный шлак 25 с температурой около 1620oС, текущий из конвертерного сосуда 3 через порог 34 в сосуд-металлоприемник 1 навстречу движению металла,
- известь 14 (примерно 60% ее вдувается через фурмы 35 для извести, а 40% в виде кусковой извести подается через завалочные отверстия 11 в крышке 4 сосуда-металлоприемника 1, соотношение вдуваемая известь/кусковая известь может меняться произвольно),
- вдуваемый уголь (мелкий уголь) 13, подаваемый через снабженные манипулятором копья 32 или 33, а также через подрасплавные фурмы 33 в сосуде-металлоприемнике 1,
- природный газ 29 и газообразный кислород 27, подаваемые через горелки 32а сосуда-металлоприемника 1,
- N2 30 и природный газ 29, подаваемые через предусмотренные для инертного газа донные фурмы 33 сосуда-металлоприемника 1,
- газообразный кислород 27, подаваемый через снабженные манипулятором копья 32 и/или 23 сосуда-металлоприемника 1,
- газообразный кислород 27, подаваемый через копья дожигания 35 в крышке 4 сосуда-металлоприемника 1,
- конвертерный отходящий газ 19 и содержащаяся в нем пыль, поступающие из конвертерного сосуда 3 непосредственно в сосуд-металлоприемник 1,
- побочный воздух (на фиг.1 не показан), всасываемый извне прежде всего через шлаковую дверцу 22, а также через электродные зазоры в крышке 4 в сосуд-металлоприемник 1 вследствие пониженного давления в последнем,
- воздух 28 как газ-носитель, вдуваемый через копья/фурмы 35, 32, 23 и 33,
- непрерывный ввод примерно 52,3 МВт электрической энергии через электроды 16 для обеспечения необходимого количества тепла в сосуде-металлоприемнике 1, который (ввод) в данном случае при общей производительности установки около 4,94 т сырой стали в минуту (около 296 т сырой стали в час) соответствует расходу электроэнергии примерно 179,6 кВт•ч/т сырой стали.
Продукты сосуда-металлоприемника 1 отводятся также непрерывно и полустационарно, а именно:
- примерно 4,67 т/мин богатого углеродом низкокремнистого предварительного расплава 24 с вышеприведенными свойствами отводится через порог 34 в направлении к конвертерному сосуду 3,
- примерно 428 кг/мин шлака 25, имеющего следующие свойства, %:
FeOn - Около 12,4
Feмет - Около 5,0
CaO - 42,1
MgO - 7,3
MnO - 4,4
SiO2 - 21,0
Al2O3 - 6,8
Р2О5 - 0,87
S - 0,16
основность (CaO/SiO2)=2,0
температура ~1550oС
непрерывно покидают установку через шлаковую дверцу 22 в декантаторе 2,
- примерно 452 нм3/мин отходящего газа 19 и около 79,8 кг/мин пыли в отходящем газе, имеющих следующие свойства:
Отходящий газ (газовая фаза), об.%:
СО - 40,7
СО2 - 25,5
Н2 - 1,4
H2О - 3,6
N2 - 26,5
О2 - 1,7
остаток = Ar+SO2+F2
Отходящий газ (пыль), %:
FeОn - 79,9
CaO - 9,4
SiО2 - 3,5
C - 1,4
Zn - 2,0
остаток = MgO+MnO+Al2O3+SnO2=P2O3
общий коэффициент дожигания 40,9%
температура - 1570oС
поступают из сосуда-металлоприемника 1 в шахту 5 подогрева скрапа.
Переливаясь через порог 34, богатый углеродом низкокремнистый предварительный расплав непрерывно и со скоростью в среднем 4,67 т/мин поступает в конвертерный сосуд 3 и при очень интенсивном движении жидкой ванны смешивается с постоянно присутствующим в конвертерном сосуде 3 расплавом сырой стали 24, имеющем постоянно регулируемые в жестких пределах свойства:
- количество около 90 т,
- уровень ванны расплавленного металла в конвертерном сосуде 3 примерно на 0,5 м ниже уровня порога 34,
- состав (в частности, содержание С) и температура равны значениям, требуемым при выпуске сырой стали, в данном случае С=0,05%, Т=1620oС.
Над расплавом 24 сырой стали в конвертерном сосуде 3 скапливается жидкий конвертерный шлак 25, поверхность которого при высоте шлакового слоя в конвертерном сосуде 3 примерно от 1,8-2,0 м до 0,5-1,0 м расположена выше поверхности в сосуде-металлоприемнике 1, вследствие чего под действием силы тяжести и импульсов, вызванных движением жидкой ванны в конвертерном сосуде 3, шлак непрерывно переливается через порог 34 в сосуд-металлоприемник 1.
В данном случае перед технологическим процессом в конвертерном сосуде 3 стоит та же задача, что и в примере выполнения 1.
Процесс рафинирования в конвертерном сосуде 3 проходит квазистационарно при очень интенсивном перемешивании ванны и непрерывной подаче следующих материалов, сред и энергий и при следующих условиях:
- около 4,67 т/мин богатого углеродом низкокремнистого предварительного расплава с вышеприведенными свойствами, поступающего из сосуда-металлоприемника 1,
- около 0,47 т/мин металлизированных окатышей 12, подаваемых в качестве охладителя через завалочные отверстия 39 в крышке 37 конвертера, при этом свойства металлизованных окатышей 12 указаны в табл. II,
- кусковая известь 14, кварцит и кусковой уголь 13, также подаваемые через завалочные отверстия 39 в крышке 37 конвертера,
- газообразный кислород 27, подаваемый через водоохлаждаемое копье 35' конвертера,
- газообразный кислород 27, подаваемый через копья дожигания 35 и
- азот 30 и природный газ 29, подаваемый через донные продувочные фурмы 36 конвертерного сосуда 3.
Продукты конвертерного сосуда 3 отводятся также непрерывно и полустационарно, а именно:
- около 4,94 т/мин (примерно 296 т/час) сырой стали 24, имеющей свойства, %:
С - 0,05
Мn - 0,08
Si - Следы
S - 0,022
Р - 0,0038
Cu - 0,08
около 620 ч/млн О раств.
около 30 ч/млн N
≤1,5 ч/млн Н
Т=1620o
отводится через выпускное отверстие 41 конвертерного сосуда 3,
- жидкий, богатый FeOn, высокоосновный конвертерный шлак 25, имеющий свойства, %:
FeOn - Около 25,0
Feмет - Около 5,0
CaO - 41,9
MgO - 8,4
МnО - 2,6
SiO2 - 11,8
А12О3 - 4,8
P2O5 - 0,28
S - 0,145
основность (CaO/SiO2)=3,55
температура ~1620oС
отводится через порог 34 в направлении к сосуду-металлоприемнику 1,
- конвертерный отходящий газ 19, включая содержащуюся в нем пыль, имеющий следующие свойства
Отходящий газ (газовая фаза), об.%:
СО - 84,8
СО2 - 9,4
H2 - 2,3
H2O - 1,1
N2 - 0,5
О2 - 1,3
остаток = Ar+SO2+F2
Отходящий газ (пыль), %:
FeOn - 93,1
СаО - 3,5
SiO2 - 0,7
С - 0,7
Zn - 0,3
остаток = MgO+MnO+Al2O3+SnO2=P2О3
общий коэффициент дожигания 10,8%
температура - 1620oС
поступает из конвертерного сосуда 3 непосредственно в сосуд-металлоприемник 1.
Важные регулируемые переменные величины технологического процесса в сосуде-металлоприемнике 1 и в конвертерном сосуде 3 указаны в табл. VIII.
Пример выполнения 3
Шихта состоит из 50% металлизованных окатышей, 50% жидкого чугуна с указанными в табл. II свойствами. Для осуществления способа в этом случае служит вариант установки согласно фиг.3 и 4. Поскольку в шихте не содержится скрап, отпадает необходимость как в участке нагрева 9, так и в шахте подогрева 5. Ход процесса в принципе весьма аналогичен процессу, описанному в примере выполнения 2. Отличия в конфигурации установки и технологическом режиме касаются прежде всего сосуда-металлоприемника 1, так как в данном случае
* шахта 5 подогрева скрапа заменена обычным водоохлаждаемым печным отводом в качестве соединительного звена между сосудом-металлоприемником 1 и трубопроводом горячего газа (на фиг.3 не показан), как это принято в каждой обычной электродуговой печи,
* пять горелок 32а на природном газе и кислороде в сосуде-металлоприемнике 1 не используются в качестве горелок и либо защищены резервным воздухом от повреждений до их следующего применения, либо в определенных случаях (но не в данном случае) используются как фурмы дожигания 32а в дополнение к имеющимся в крышке 4 сосуда-металлоприемника 1 копьям дожигания 32,
* в этом варианте установки и способа в отношении характеристик отходящего газа (температура, коэффициент дожигания, содержание пыли и т.д.) не существует значительного отличия от обычной электродуговой печи, то есть физическое и химическое тепло отходящих из сосуда-металлоприемника 1 газов 19 остается в значительной степени неиспользованным, а содержание пыли в отходящем газе 19 сравнимо с таковым в обычной электродуговой печи.
В данном случае около 24% содержащихся в шихте металлизованных окатышей 12, то есть примерно 12% от всей шихты, непрерывно вводится в конвертерный сосуд 3 в качестве охладителя. Оставшееся количество (основное количество) компонентов шихты также непрерывно загружается в сосуд-металлоприемник 1, а именно
- жидкий чугун 20 по желобу 21 и
- около 76% содержащихся в шихте металлизованных окатышей 12 через завалочные отверстия 11.
Расплав металла 24, образующийся в сосуде-металлоприемнике 1 при подводе электрической энергии, одновременно науглероживается (подача угля здесь очень ограничена) и частично рафинируется с получением низкокремнистого и богатого углеродом расплава, обладающего перед переливом в конвертерный сосуд 3 через порог 34 следующими свойствами, %:
С - 1,98
Мn - 0,10
Si - ≤0,05
S - 0,023
Р - 0,009
около 1550oС
температура ликвидуса около 1394oС
Расплав металла 24 в сосуде-металлоприемнике 1 в целом обладает указанными выше свойства на протяжении всего процесса.
Процесс плавления и рафинирования в сосуде-металлоприемнике 1 непрерывный и протекает квазистационарно с очень интенсивным перемешиванием ванны при непрерывной подаче следующих материалов, сред и энергий и при следующих условиях:
- примерно 2,56 т/мин жидкого чугуна 20 со свойствами согласно табл. II, подаваемого по желобу 21,
- примерно 1,94 т/мин металлизованных окатышей 12 со свойствами согласно табл. II, подаваемых через завалочные отверстия 11,
- жидкий, богатый FeОn, высокоосновный (CaO/SiО2=3,53) и горячий конвертерный шлак 25 с температурой около 1620oС, текущий из конвертерного сосуда 3 через порог 34 в сосуд-металлоприемник 1 навстречу движению металла,
- известь 14 и доломит 14 (примерно 60% из них подается в виде вдуваемой через фурмы 35 извести или доломита, а 40% в виде кусковой извести или доломита - через завалочные отверстия 11 в крышке 4 сосуда-металлоприемника 1, соотношение вдуваемый материал/кусковой материал может меняться произвольно),
- вдуваемый уголь (мелкий уголь) 13, подаваемый через одно или несколько снабженных манипулятором копий 32, 33 и/или подрасплавных фурм 33 сосуда-металлоприемника 1,
- азот 30 и природный газ 29, подаваемые через предусмотренные для инертного газа донные фурмы 33 сосуда-металлоприемника 1,
- газообразный кислород 27, подаваемый через снабженные манипулятором копья 32 и 23 сосуда-металлоприемника 1,
- газообразный кислород 27, подаваемый через копья дожигания 35 в крышке 4 сосуда-металлоприемника 1,
- конвертерный отходящий газ 19 и содержащаяся в нем пыль, поступающие из конвертерного сосуда 3 непосредственно в сосуд-металлоприемник 1,
- побочный воздух (на фиг.3 не показан), всасываемый извне прежде всего через шлаковую дверцу 22, а также через электродные зазоры в крышке 4 в сосуд-металлоприемник 1 вследствие пониженного давления в последнем,
- воздух 28 как газ-носитель, вдуваемый через копья/фурмы 35, 32, 23 и 33,
- непрерывный ввод примерно 53,2 МВт электрической энергии через электроды 16 для обеспечения необходимого количества тепла в сосуде-металлоприемнике 1, который (ввод) в данном случае при общей производительности установки около 4,67 т сырой стали в минуту (около 280 т сырой стали в час) соответствует расходу электроэнергии примерно 190,0 кВт•ч/т сырой стали.
Продукты сосуда-металлоприемника 1 отводятся также непрерывно и полустационарно, а именно:
- примерно 4,27 т/мин богатого углеродом низкокремнистого предварительного расплава 24 с вышеуказанными свойствами отводится через порог 34 в конвертерный сосуд 3,
- примерно 415 кг/мин шлака 25, имеющего следующие свойства, %:
FeОn - Около 12,0
Feмет - Около 5,0
СаО - 43,1
MgO - 7,2
МnО - 3,1
SiO2 - 21,5
Аl2О3 - 6,7
P2O5 - 1,13
S - 0,15
основность (CaO/SiO2)=2,0
температура ~1550oС
непрерывно покидают установку через шлаковую дверцу 22 в декантаторе 2 и
- примерно 500 нм3/мин отходящего газа 19 и около 74,7 кг/мин пыли в отходящем газе, имеющих следующие свойства:
Отходящий газ (газовая фаза), об.%:
СО - 50,9
СО2 - 21,8
Н2 - 1,0
H2O - 1,6
N2 - 22,8
O2 - 1,5
остаток = Аr+SО2+F2
Отходящий газ (пыль), %:
FeOn - 82,2
СаО - 10,0
SiO2 - 3,7
С - 0,7
остаток = MgO+MnO+Al2O3+SnO2=P2O3
общий коэффициент дожигания 31,2%
температура - 1545oС
поступают из сосуда-металлоприемника 1 в шахту 5 подогрева скрапа.
Переливаясь через порог 34, богатый углеродом низкокремнистый предварительный расплав 34 непрерывно поступает в конвертерный сосуд 3 со скоростью в среднем 4,27 т/мин и при интенсивном движении жидкой ванны смешивается с постоянно присутствующим в конвертерном сосуде 3 расплавом сырой стали 24, имеющем постоянно регулируемые в жестких пределах свойства:
- количество около 90 т,
- уровень ванны расплавленного металла в конвертерном сосуде 3 примерно на 0,5 м ниже уровня порога 34,
- состав (в частности содержание С) и температура равны значениям, требуемым при выпуске сырой стали, в данном случае С=0,05%, Т=1620oС.
Над расплавом 24 сырой стали в конвертерном сосуде 3 скапливается жидкий конвертерный шлак 25, поверхность которого при высоте шлакового слоя в конвертерном сосуде 3 примерно от 1,8-2,0 до 0,5-1,0 м расположена выше поверхности в сосуде-металлоприемнике 1, вследствие чего под действием силы тяжести и импульсов, вызванных движением жидкой ванны в конвертерном сосуде 3, шлак непрерывно переливается через порог 34 в сосуд-металлоприемник 1.
И в данном случае перед непрерывным технологическим процессом в конвертерном сосуде 3 стоит та же задача, что и в примерах выполнения 1 и 2.
Процесс рафинирования в конвертерном сосуде 3 проходит квазистационарно при очень интенсивном перемешивании ванны и непрерывной подаче следующих материалов, сред и энергий и при следующих условиях:
- около 4,27 т/мин богатого углеродом низкокремнистого предварительного расплава с вышеприведенными свойствами, поступающего из сосуда-металлоприемника 1,
- около 0,62 т/мин металлизованных окатышей 12, подаваемых в качестве охладителя через завалочные отверстия 39 в крышке 37 конвертера, при этом свойства металлизованных окатышей 12 указаны в табл. II,
- кусковая известь 14, кварцит и кусковой уголь 13, также подаваемые через завалочные отверстия 39 в крышке 37 конвертера,
- газообразный кислород 27, подаваемый через водоохлаждаемое копье 35' конвертера,
- газообразный кислород 27, подаваемый через копья дожигания 35 и
- азот 30 и природный газ 29, подаваемый через донные продувочные фурмы 36 конвертерного сосуда 3.
Продукты конвертерного сосуда 3 отводятся также непрерывно и полустационарно, а именно:
- около 4,67 т/мин (примерно 280 т/час) сырой стали 24, имеющей свойства, %:
С - 0,05
Мn - 0,05
Si - Следы
S - 0,021
О - 0,0038
около 620 ч/млн О раств.
около 30 ч/млн N
≤1,5 ч/млн Н
Т=1620o
отводятся через выпускное отверстие 41 конвертерного сосуда 3,
- жидкий, богатый FeOn, высокоосновный конвертерный шлак 25, имеющий свойства, %:
FeOn - Около 25,0
Feмет - Около 5,0
СаО - 42,4
P2O5 - 0,30
S - 0,13
MgO - 7,8
MnO - 1,7
SiO2 - 12,0
Аl2О3 - 5,6
основность (CaO/SiO2)=3,53
температура ~1620oС
отводится через порог 34 в направлении к сосуду-металлоприемнику 1,
- конвертерный отходящий газ 19, включая содержащуюся в нем пыль, имеющий следующие свойства
Отходящий газ (газовая фаза), об.%:
СО - 79,6
СО2 - 14,1
Н2 - 2,1
Н2О - 1,6
N2 - 0,4
О2 - 1,6
остаток = Ar+SO2+F2
Отходящий газ (пыль), %:
FeOn - 92,8
CaO - 4,1
SiО2 - 0,9
С - 1,0
остаток = МgО+МnО+Al2О3+SnО2=Р2О3
общий коэффициент дожигания 16,1%
температура - 1635oС
поступает из конвертерного сосуда 3 непосредственно в сосуд-металлоприемник 1.
Важные регулируемые переменные величины технологического процесса в сосуде-металлоприемнике 1 и в конвертерном сосуде 3 указаны в табл. IX.
Важные переменные величины процесса и достигаемая производительность для приведенных выше примеров выполнения указаны на табл. X, а табл. XI содержит обобщенные расходные показатели на производство 1 т сырой стали при использовании вариантов способа и установки согласно изобретению.
Описанная концепция установки, а именно в варианте без шахты подогрева 5 и участка нагрева 9, помимо производства сырой стали может быть использована и для предварительной обработки расплавов металла с железом или без него, причем в определенных случаях возможен также режим работы с пониженным давлением (например, при остаточном давлении до 0,1 бар во всей емкости).
Пример выполнения 4
Предварительное рафинирование жидкого чугуна - удаление кремния, дефосфорация и обессеривание - производится в соответствии с изобретением следующим образом:
* непрерывная подача жидкого чугуна (например, непосредственно по желобу из доменной печи или восстановительно-плавильной установки или из промежуточной емкости), имеющего следующие свойства, %:
С - 4,3
Si - 0,6
Mn - 0,5
Р - 0,100
S - 0,040
Т=1440oС (доменная печь)
* непрерывная предварительная продувка и при необходимости нагрев электрической энергией в сосуде-металлоприемнике 1 с получением низкокремнистого промежуточного продукта со следующими свойствами, %:
С - 4,0-4,1
Si - ≤0,10
Mn - 0,4-0,5
Р - 0,060-0,080
S - 0,030-0,035
Т=1300-1400oС (устанавливается произвольно по мере надобности)
* непрерывная продувка на заданные параметры низкокремнистого промежуточного продукта в конвертерном сосуде и при необходимости нагрев (путем частичного обезуглероживания) с получением предварительно рафинированного чугуна со следующими свойствами, %:
С - 3,5-4,0
Si - ≤0,05
Mn - 0,3-0,4
Р - ≤0,020
S - ≤0,025
Т=1350-1400oС
Этот предварительно рафинированный чугун выпускается из конвертерного сосуда 3 непрерывно (например, в установленную за ним промежуточную емкость) или периодически (в промежуточную емкость или в чугуновозные ковши) и затем либо подается в конвертер или электродуговую печь, либо отливается в чушки в разливочной машине.
* В ходе процесса как в сосуд-металлоприемник 1, так и в конвертерный сосуд 3 непрерывно подаются
- газообразный кислород (через копья, фурмы) и/или оксидный кислород в виде железной руды, марганцевой руды, окалины, сухого, богатого FeОn шлама и т.д. через копья, фурмы и по завалочным желобам и
- шлакообразующие добавки (известь, плавиковый шпат и т.д.) предпочтительно в виде кусков и, в случае необходимости,
- носители углерода (уголь, кокс и т.д.), а также
- инертный газ (N2) для донной продувки,
что позволяет устанавливать необходимые для достижения требуемых результатов параметры процесса, такие как температурный режим, шлаковый режим (основность примерно 3,0-3,5 в конвертерном сосуде 3 и около 1,8-2 в сосуде-металлоприемнике 1), перемешивание ванны и количественные соотношения металл/шлак в конвертерном сосуде и сосуде-металлоприемнике.
Поскольку потребность в электрической энергии в вышеприведенном примере при одинаковой температуре подаваемого и предварительно рафинированного чугуна невелика (5-10 кВт•ч/т чугуна), то при производительности установки 10 т/мин жидкого чугуна (=600 т/час) для сосуда-металлоприемника 1 предусмотрена лишь незначительная мощность трансформатора, равная 20 МВА. На практике в большинстве случаев (чугун с Р≤0,200%) можно обойтись без электродов в сосуде-металлоприемнике 1.
При соответствующем технологическом режиме указанный выше ход процесса может быть эффективно использован и для предварительного рафинирования специальных чугунов с высоким содержанием V, Ti, Mn и Р. Способ и установка вполне пригодны и для производства жидкого чугуна с очень низким содержанием сопутствующих элементов (Si, Mn, Р и S одновременно), то есть для получения расплава чугуна типа SORELMETAL из обычного чугуна.
Пример выполнения 5
Использование способа и установки поясняется далее на примере получения богатого хромом и никелем предварительного расплава для производства нержавеющей стали путем последующей обработки вакуумно-кислородным обезуглероживанием. Технологический процесс согласно изобретению протекает следующим образом:
Твердые шихтовые материалы 7, состоящие из
* нелегированного и/или легированного стального скрапа,
* FeCrHc, FeMo,
* Ni-металла и/или FeNi,
* руды, например хромовой, никелевой, марганцевой, молибденовой и т.д.,
в установке согласно фиг.1 и 2 непрерывно загружаются ленточным транспортером 8 через участок нагрева 9 в шахту подогрева 5 или в сосуд-металлоприемник 1 электродуговой печи и при этом подогреваются. При использовании жидких шихтовых материалов 20, таких, например, как
* чугун, предпочтительно дефосфоризованный (Р≤0,025%), и/или
* жидкий FeCrHC (из электродуговой или индукционной печи),
их непрерывно подают по загрузочному желобу 21 в сосуд-металлоприемник 1 электродуговой печи.
Процесс плавления в сосуде-металлоприемнике 1 электродуговой печи осуществляется непрерывно с интенсивным перемешиванием ванны при следующих условиях:
* непрерывная подача газообразного кислорода 27 и инертного газа 30 (N2Ar) через фурмы 33, при этом соотношение O2/N2/Ar устанавливается произвольно,
* непрерывная подача газообразного кислорода 27 через копья 23, 32 и
* непрерывная подача шлакообразующих добавок, таких как жженая известь, обожженный доломит, плавиковый шпат и т.д., в виде кусков через завалочные отверстия 11 и/или в виде мелкозернистой фракции через фурмы 33 и/или копья 23, 32.
Цель технологического режима в сосуде-металлоприемнике 1 электродуговой печи заключается в установлении определенных квазистационарных параметров процесса, которыми при получении предварительного расплава для стали аустенитного класса 304 являются:
* расплав металла 24 всегда обладает приблизительно постоянными свойствами в пределах допусков, %:
С (в зависимости от шихты) - 1,5-2,0
Si - ≤0,2
Mn - ≤0,5
Cr - 17,0-18,5
Ni - Около 6,5
Т=1620-1630oС
* жидкий шлак 25 всегда имеет приблизительно постоянный состав, например следующий ориентировочный состав, %:
СаО - 48
SiO2 (в зависимости от шихты) - 31
Mg - ≤5
Сr2О3 - ≤4
FeOn - ≤2
Остаток = Mn, Аl2О3 и т.д.
и непрерывно выходит из установки через шлаковую дверцу 22 декантатора 2.
В процессе работы расплав металла 24 с вышеприведенными свойствами непрерывно течет из сосуда-металлоприемника 1 электродуговой печи через порог 24 в конвертерный сосуд 3 и при очень интенсивном движении ванны смешивается с постоянно присутствующим в конвертерном сосуде 3 расплавом сырой стали 24, который в данном случае представляет собой предварительный расплав для последующей обработки вакуумно-кислородным обезуглероживанием и постоянно выдерживается в конвертерном сосуде 3 с требуемыми при выпуске составом и температурой: около 0,25% С, около 1700-1710oС.
Процесс рафинирования (главным образом обезуглероживание) протекает в конвертерном сосуде 3 при следующих условиях:
* непрерывная подача газообразного кислорода 27 и инертного газа 30 (N2Ar) через фурмы 36, при этом соотношение O2/N2/Ar устанавливается произвольно; в данном случае копье 35' верхней продувки не применяется, предпочтительная скорость обезуглероживания составляет 0,03-0,05 %С/мин,
* температура ванны расплавленного металла 24 1700-1710oС,
* непрерывная подача в качестве охлаждающих и легирующих добавок 12 таких компонентов шихты, как Ni и/или FeNi, низкокремнистый FeCrHC и/или FeMnHC и т.д.,
* непрерывная подача шлакообразующих добавок 14, таких как жженая известь, обожженный доломит, плавиковый шпат и т.д., преимущественно в виде кусков через завалочные отверстия 39, а в случае необходимости и в мелкозернистом виде через фурмы 36,
* образование/накопление почти твердого шлака 25 с приблизительно постоянным составом, например следующим ориентировочным составом, %:
СаО - Около 30
SiO2 - ≤15
Сr2О3 - 13-17
MgO - 5-8
Аl2О3 - 2-5
FeОn - ≤5
Feмет - Около 10
Сrмет - ≤4
СаF2 - ≤5
Металлический продукт 24 - предварительный расплав с вышеприведенными свойствами для последующей обработки вакуумно-кислородным обезуглероживанием - выпускается из конвертерного сосуда 3 через выпускное устройство 41 для металла. Выпуск металла может происходить непрерывно или периодически без прерывания хода процесса в сосуде-металлоприемнике 1 электродуговой печи.
Отходящие газы, образующиеся в конвертерном сосуде 3 и сосуде-металлоприемнике 1, отводятся совместно через шахту подогрева 5 и участок нагрева 9 и одновременно используются для подогрева твердых шихтовых материалов 7. При этом засыпка в шахте подогрева 5 выполняет функцию фильтра предварительной очистки от пыли, содержащейся в отходящем газе 19.
Для предотвращения чрезмерного скопления шлака 25 в конвертерном сосуде 3 и образования по этой причине настыля примерно через три часа работы проводится так называемый "процесс промывки", состоящий в том, что в конвертерный сосуд 3 подают, например, несколько большие количества FeSi, извести и плавикового шпата. Этот процесс обеспечивает расжижение шлака 25 в конвертерном сосуде 3 и одновременно восстановление содержащегося в шлаке Сr2О3, в результате чего шлак 25 через порог 34 беспрепятственно поступает в соседний сосуд-металлоприемник 1 электродуговой печи в противотоке относительно металла 24, не вызывая при этом больших потерь Сr до своего смешения со шлаком, образованным в сосуде-металлоприемнике 1. Осуществление так называемого процесса промывки возможно без особых затрат и значительного ограничения производительности как в режиме работы установки с непрерывным, так и с периодическим выпуском металла 24 из конвертерного сосуда 3.
Способ согласно изобретению применим также и для производства сортов нержавеющей стали с низким содержанием С (≤0,05%), то есть без установки для вакуумно-кислородного обезуглероживания. В этом случае раскисление и десульфурация стали осуществляется как и при производстве углеродистой стали в процессе выпуска из конвертерного сосуда 3 и последующего внепечного рафинирования (например, в ковш-печи или на продувочном стенде).
Существенные преимущества предложенного согласно изобретению способа по сравнению с известными способами, предусматривающими периодический процесс производства нержавеющей стали, следующие:
- значительно более высокая производительность способа и установки,
- обеспечение оптимизированного режима шлака и высокой эффективности обезуглероживания,
- экономия кремния-восстановителя, шлакообразующих добавок и источников энергии - (носителей С и/или электрической энергии),
- снижение потребления тока.
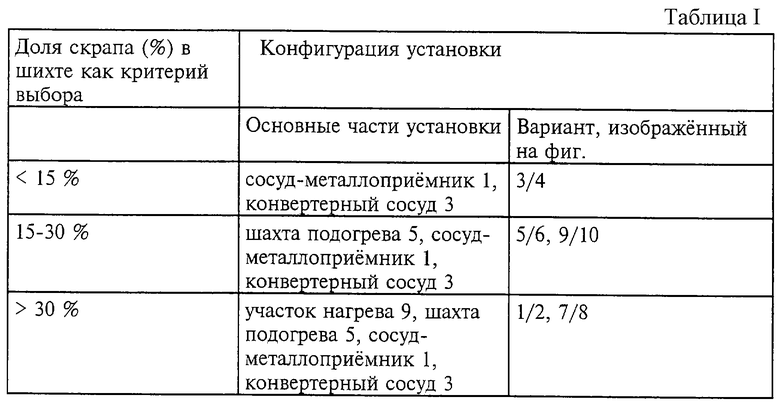
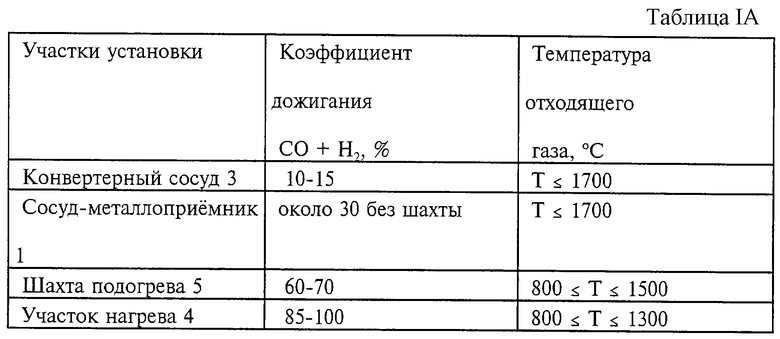
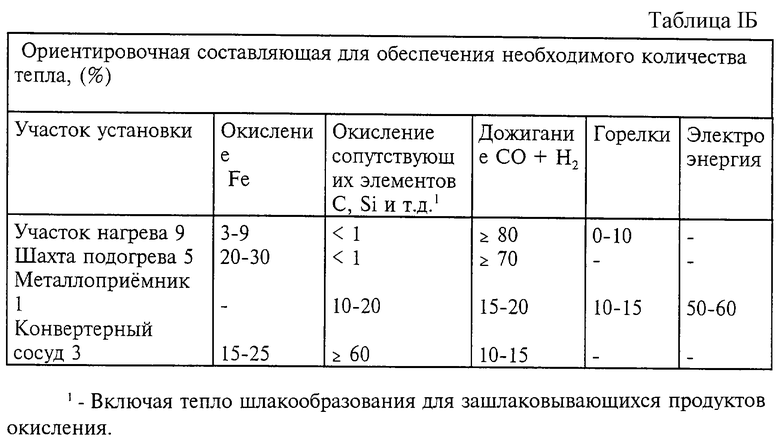
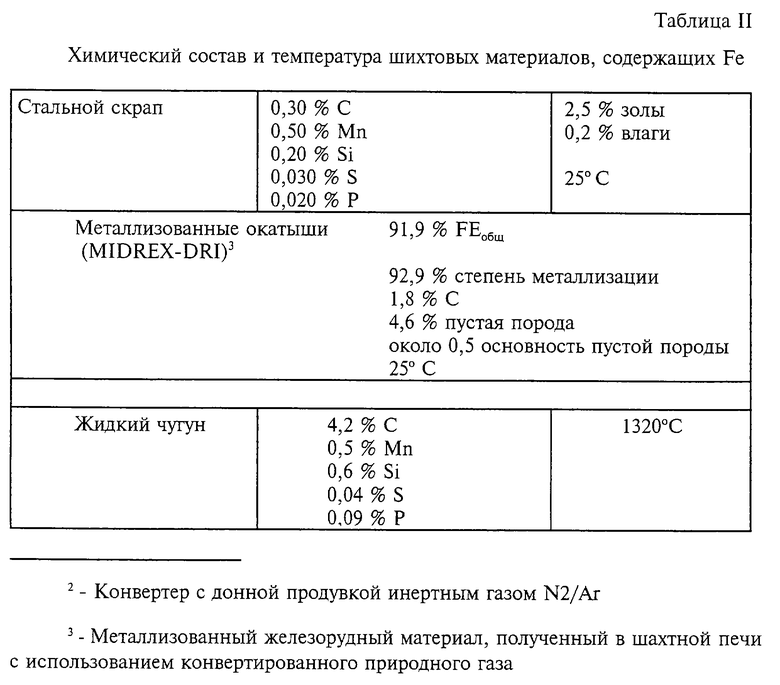

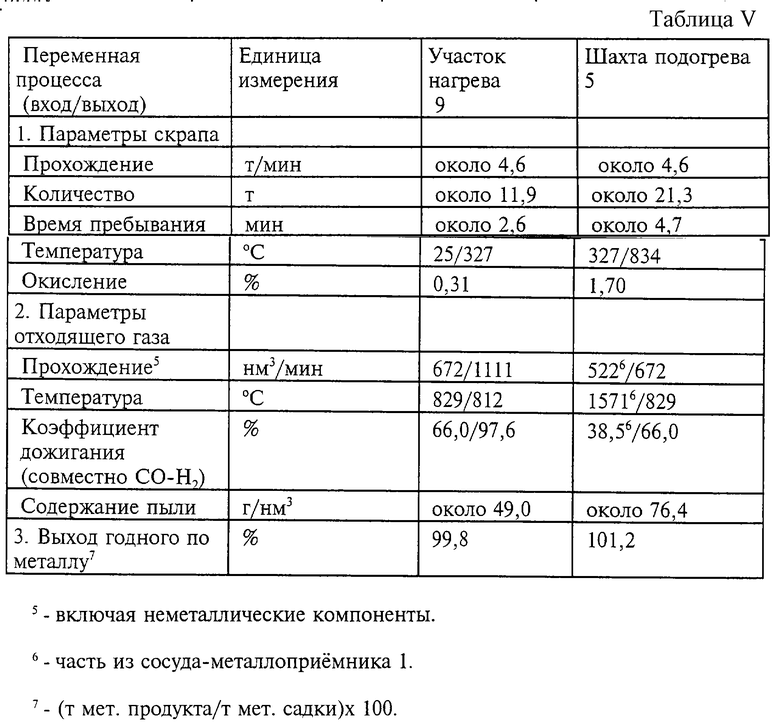
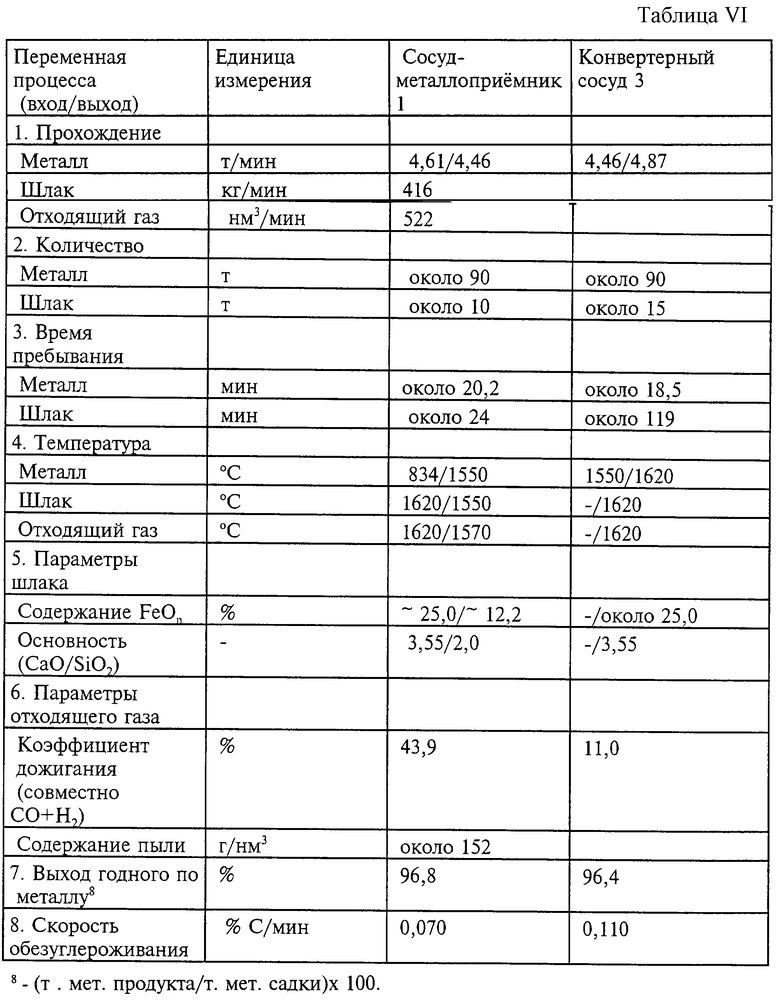
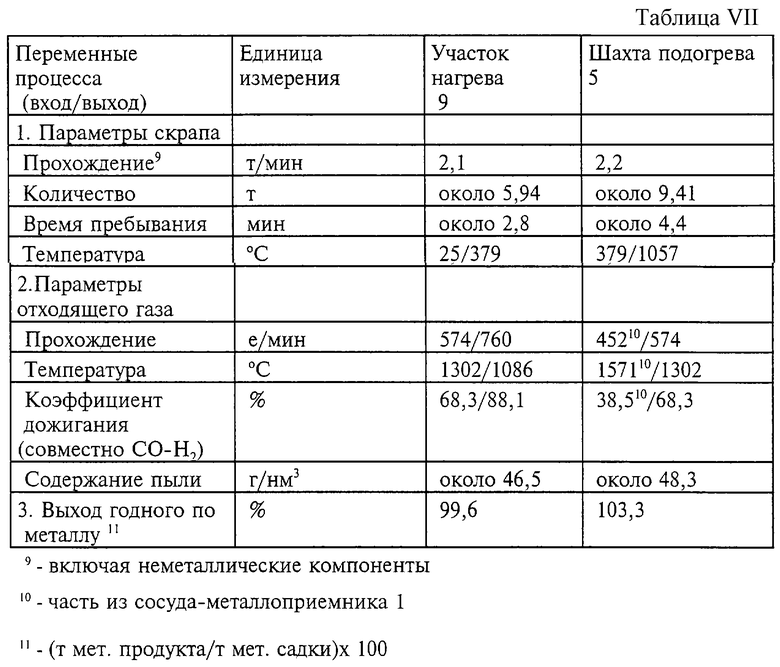
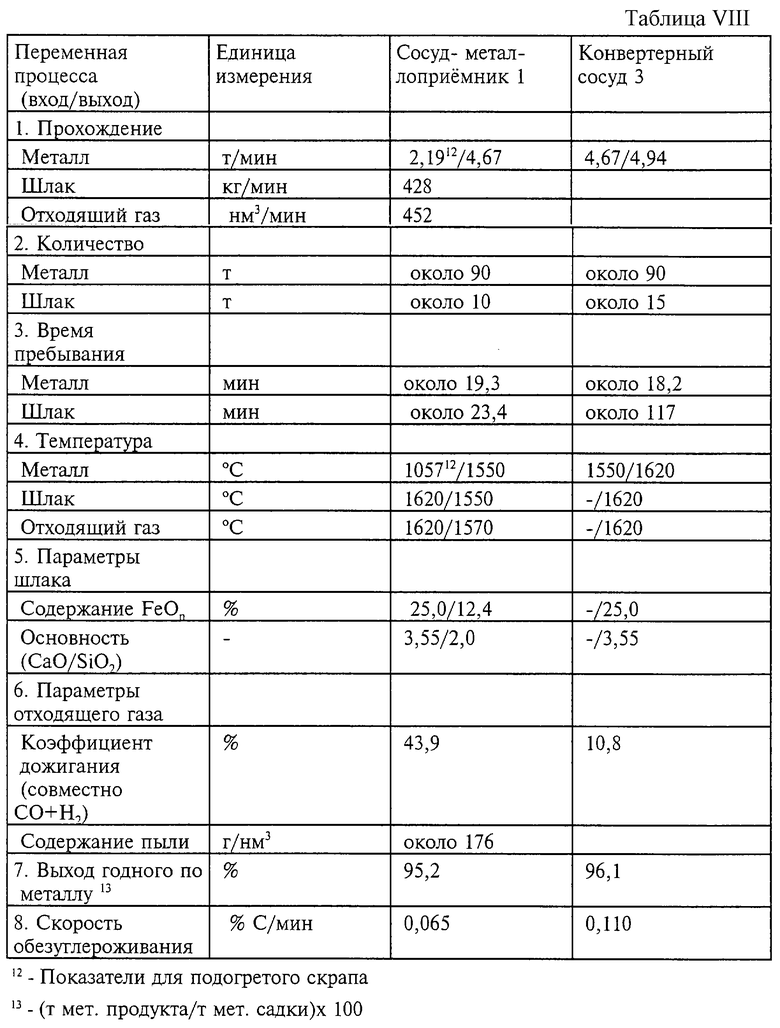
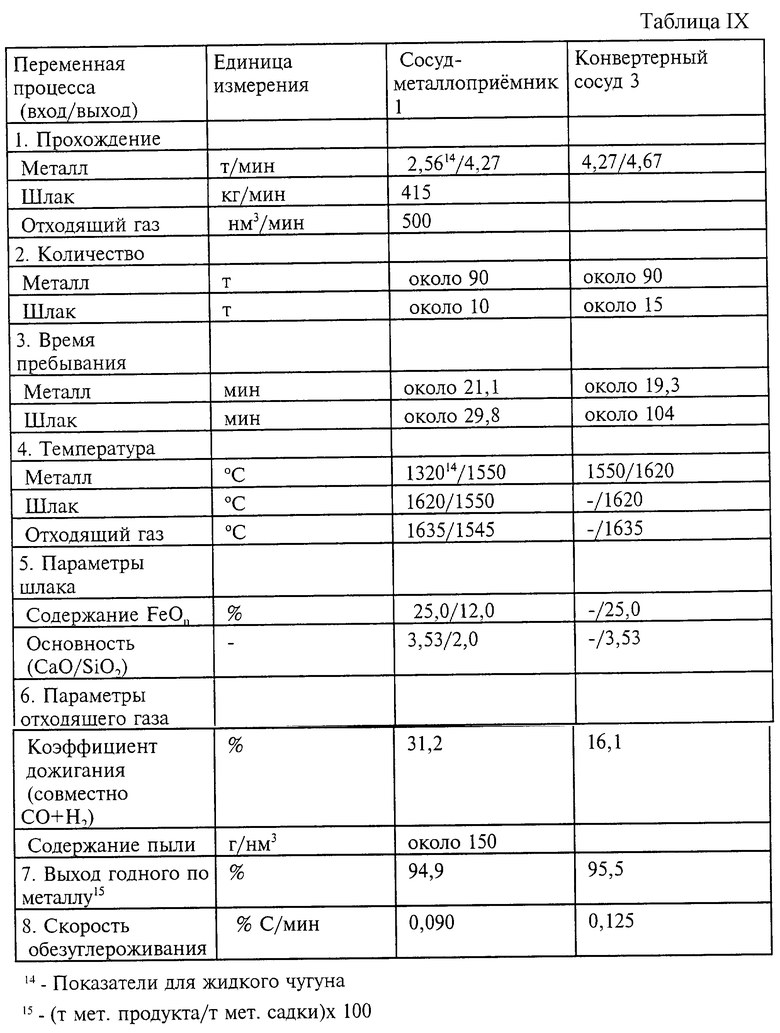
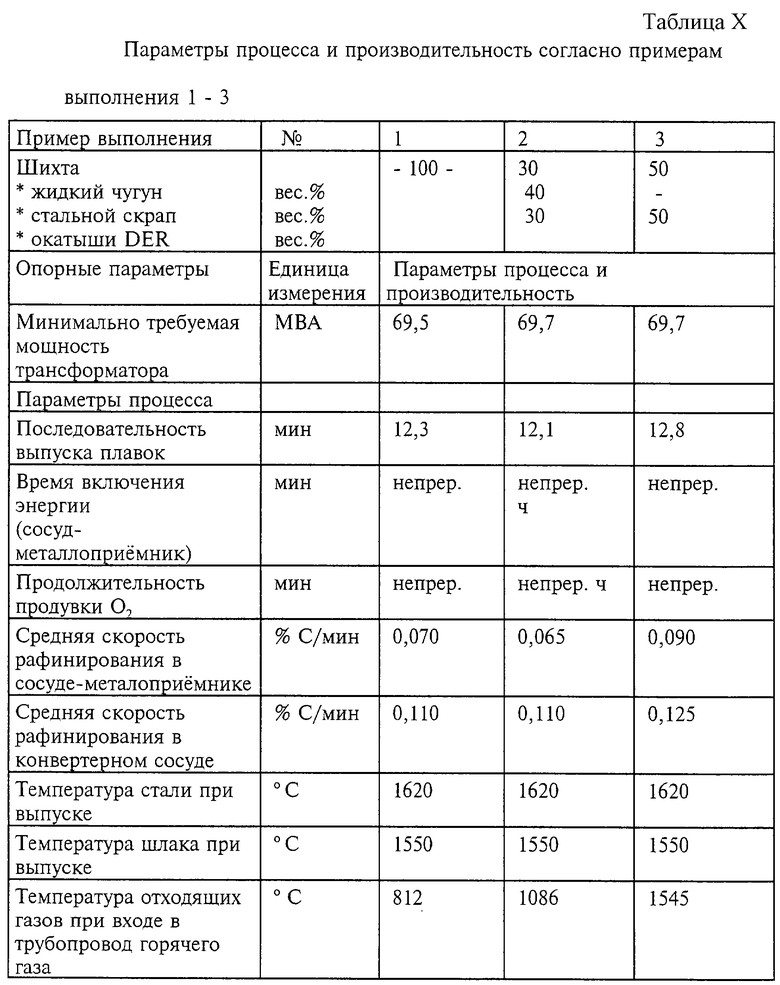
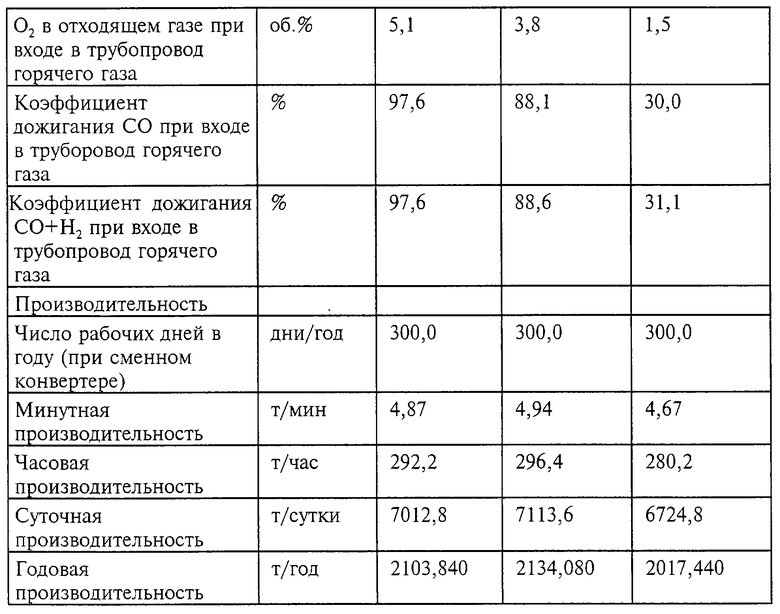

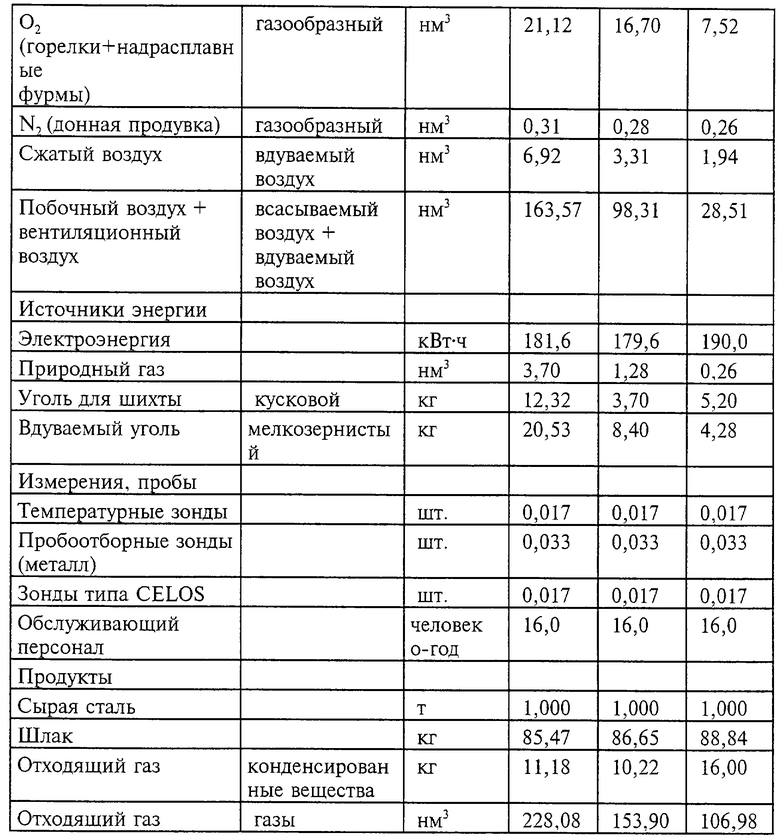
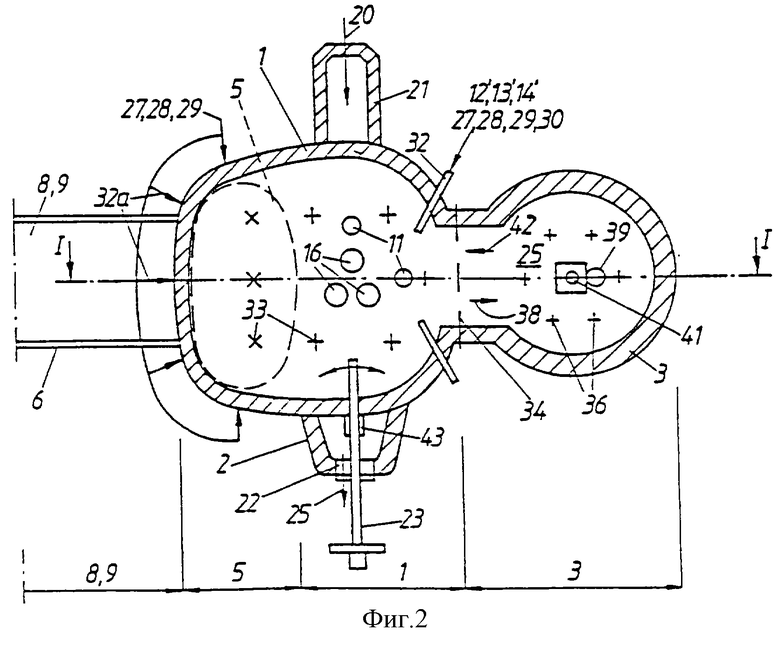
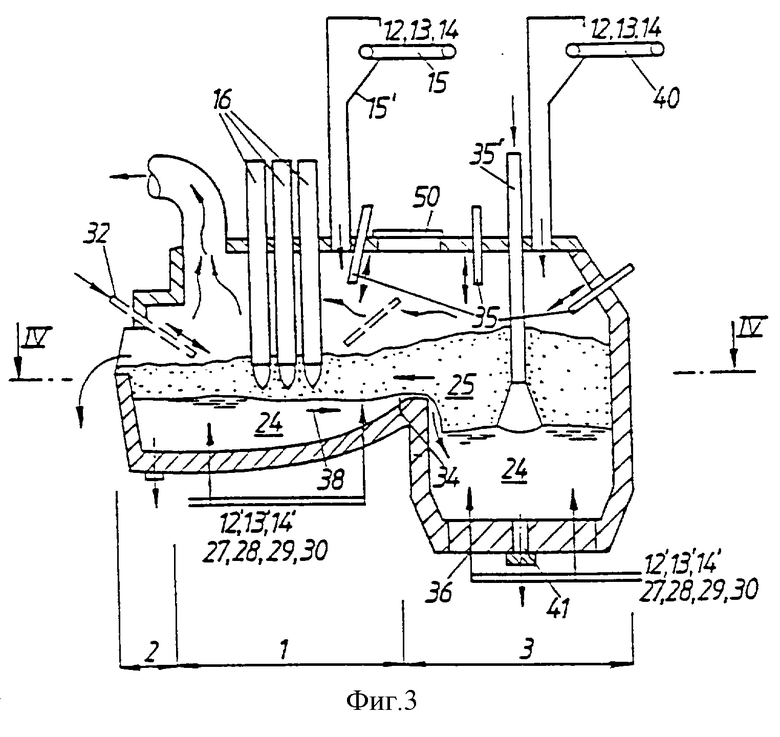
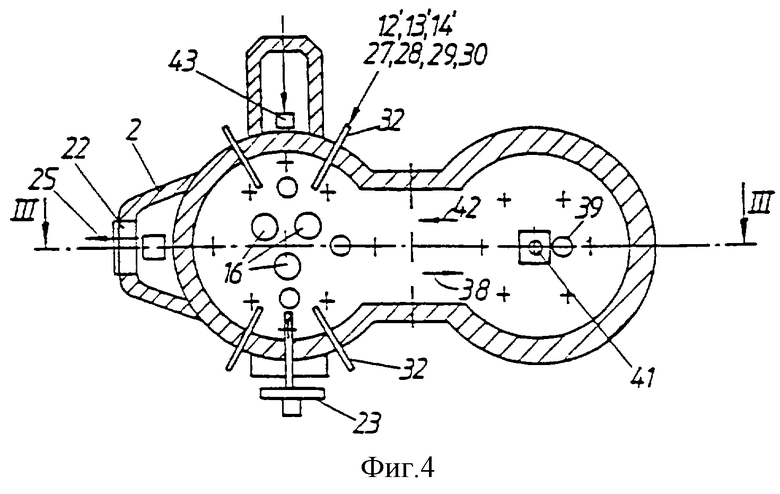
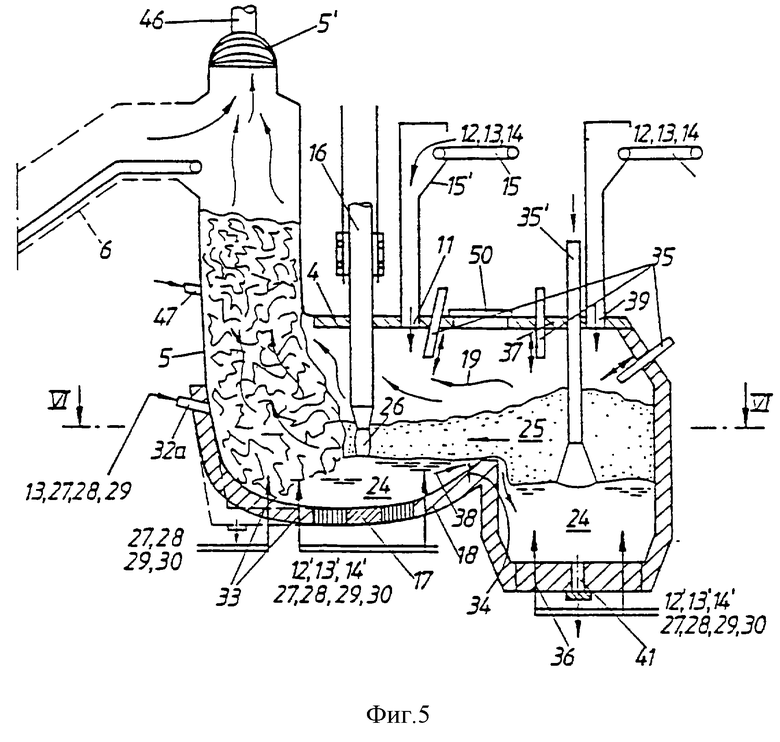
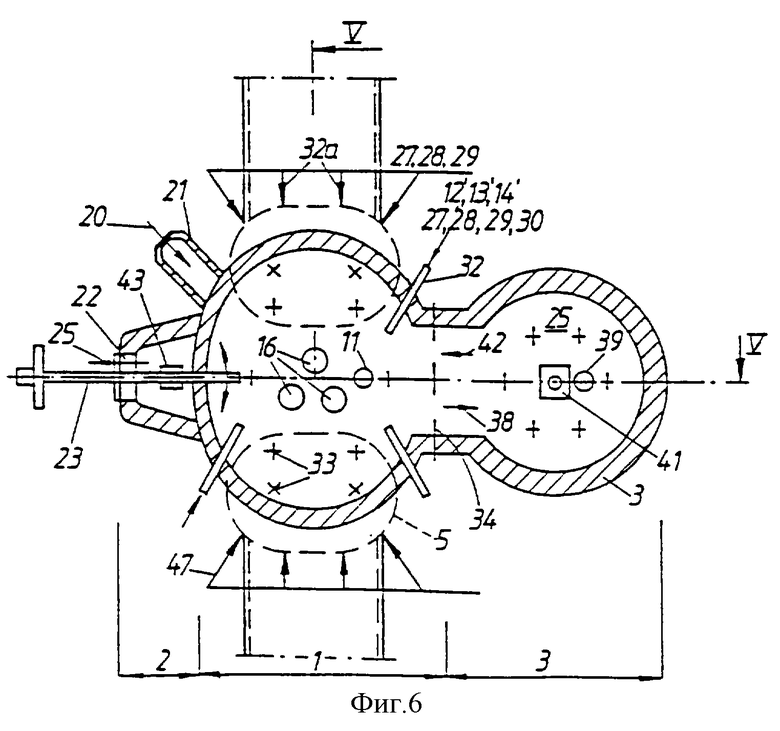
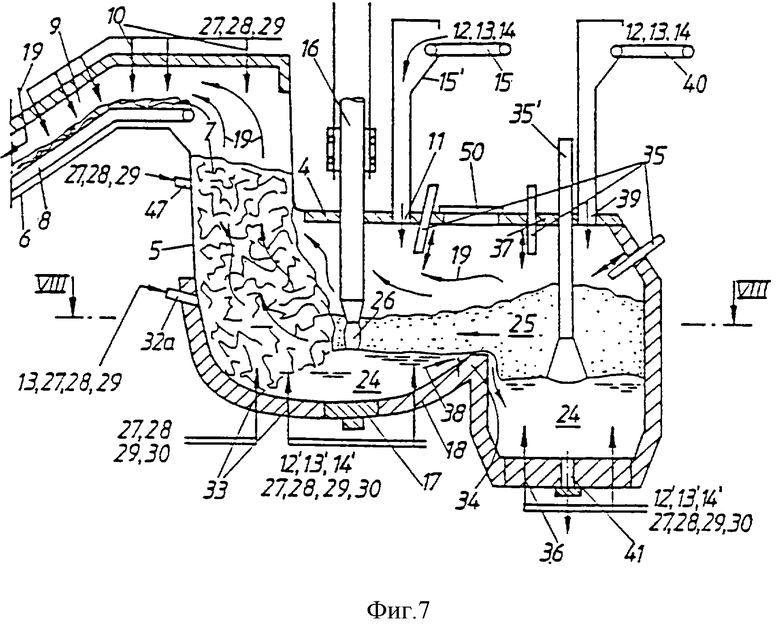
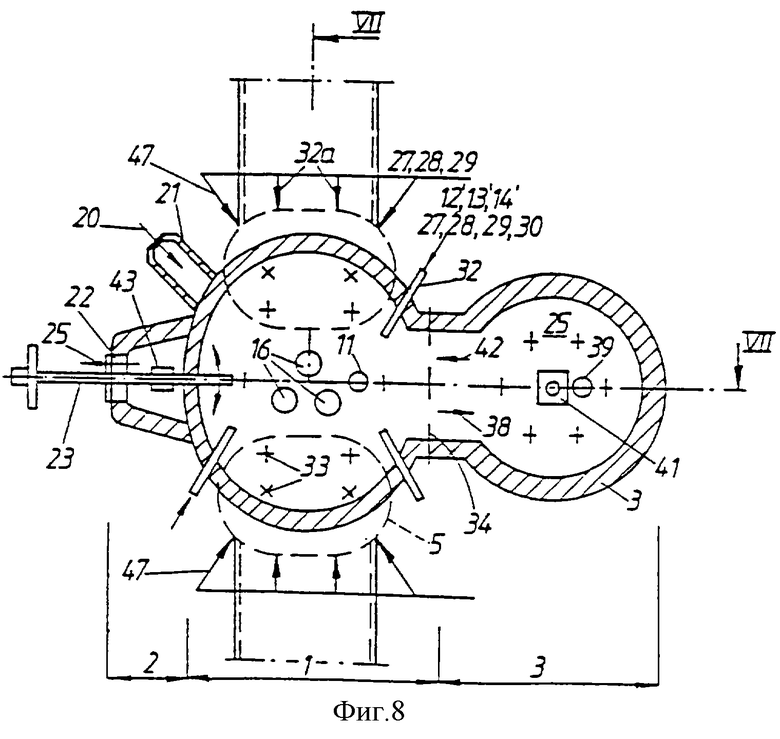
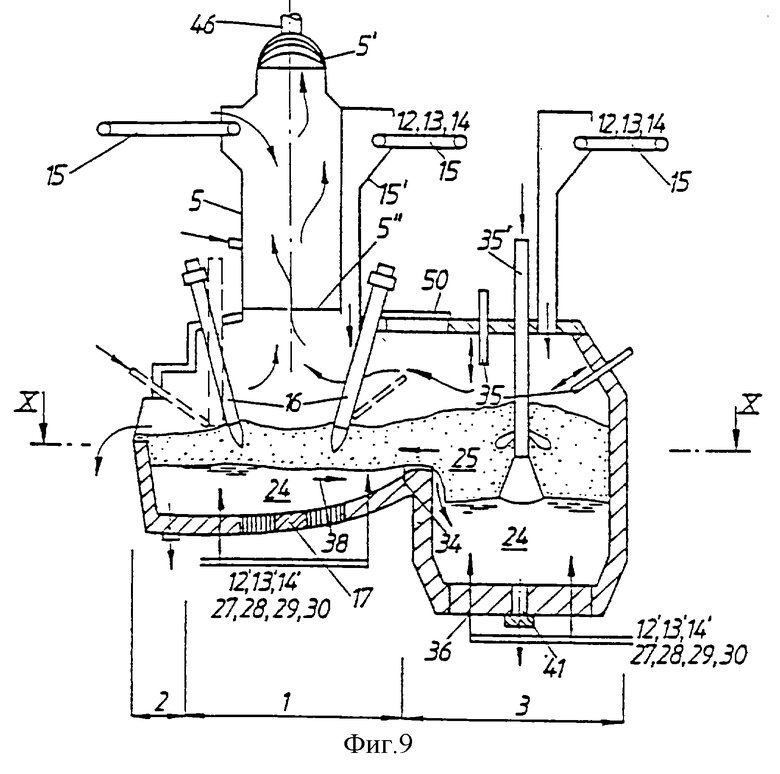
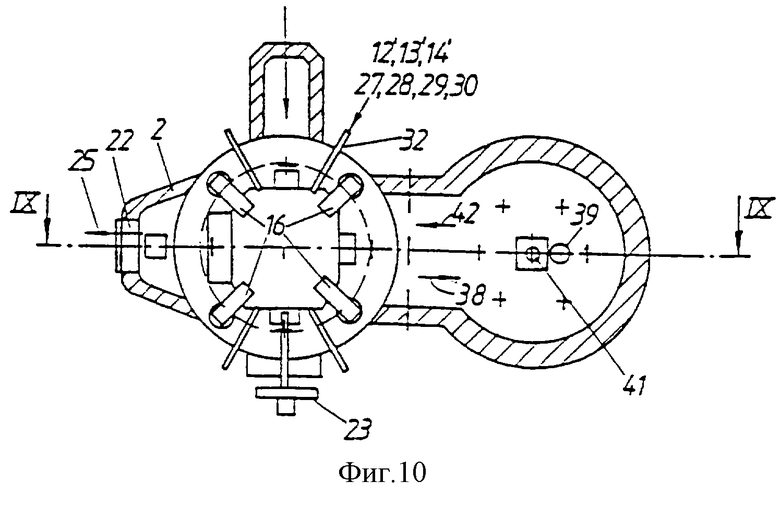
Изобретение предназначено для приготовления расплавов металла с использованием всех известных в металлургической практике носителей металла в их самых разных количественных составах. Установка для получения расплавов металла содержит сосуд-металлоприемник электродуговой печи с завалочным отверстием для расплава металла, и/или скрапа, и/или металла (например, железа) прямого восстановления по меньшей мере одним электродом и устройством для выпуска шлака и кислородный конвертерный сосуд с устройством для выпуска расплава. Кислородный конвертерный сосуд вместе с сосудом-металлоприемником электродуговой печи образуют соединенный сливным устройством единый блок, неподвижно установленный на фундаменте, причем удельная поверхность ванны, отнесенная к объему ванны, в конвертерном сосуде меньше, чем в сосуде-металлоприемнике. Кислородный конвертерный сосуд и сосуд-металлоприемник электродуговой печи имеют общую реакционную зону, расположенную над зеркалом ванны этих сосудов. В сосуде-металлоприемнике получают предварительный расплав, доводят до определенного уровня температуры и химического состава. Затем направляют в конвертерный сосуд, непрерывно рафинируют, предпочтительно до получения сырой стали, при этом шлак, образующийся в конвертерном сосуде в противотоке к металлу, направляют в сосуд-металлоприемник, из которого затем удаляют. Технический результат заключается в экономии электроэнергии, повышении производительности и эффективности обезуглероживания при снижении расхода восстановителя, шлакообразующих добавок и источников энергии. 3 с. и 39 з.п. ф-лы, 10 ил., 13 табл.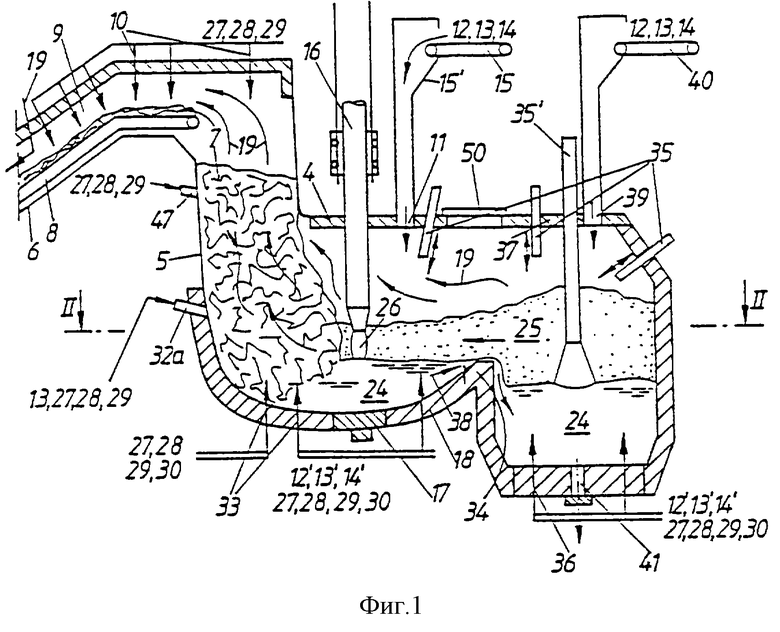
| 0 |
|
SU295566A1 | |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| DE 3609923 С, 03.09.1987 | |||
| 1972 |
|
SU413199A1 | |

