Изобретение относится к способу плавления мелкозернистого, полученного прямым восстановлением железа, которое имеет зернистость, по меньшей мере, до 80 мас. %, максимально 3 мм, в электродуговой печи, которая содержит ванну жидкого железа и на жидком железе слой пенистого шлака, причем железо, полученное прямым восстановлением, подается во время работы печи через, по меньшей мере, одну трубу, которая проходит через крышку печи, и поступает сверху через отверстие трубы в слой пенистого шлака на расплав железа. Железо, полученное прямым восстановлением, специалисты называют губчатым железом.
Такой способ описан в патенте ФРГ DE 19608530 A1, причем железо, полученное прямым восстановлением, вдувают через трубу на расплав железа с помощью несущего газа, состоящего в основном из CO2. Благодаря этому исключается получающееся при применении воздуха в качестве несущего газа образование FeO и связанное с этим недостаточное образование пенистого шлака и, таким образом, предотвращается снижение качества стали, вызываемое вдуванием азота воздуха в расплав стали.
В патенте США US 5433767 описано прямое восстановление мелкозернистой железной руды в, по меньшей мере, двух псевдоожиженных слоях, причем горячий восстановительный газ используют также в качестве псевдоожижающего газа. Получают мелкозернистое губчатое железо, которое затем сжижают в плавильном реакторе при температуре 1500-1700oС и подвергают дальнейшему восстановлению. Получение мелкозернистого губчатого железа описано также в патенте США 5603748.
В основе изобретения лежит задача вводить в расплав железа во время работы печи полученное прямым восстановлением мелкозернистое железо также в горячем состоянии простым способом, в достаточной степени без потерь, при образовании небольших количеств отходящих газов. Согласно изобретению, это удается в описанном выше способе благодаря тому, что железо, полученное прямым восстановлением, падает через трубу или трубы на расплав железа лишь под действием силы тяжести и без использования несущего газа. Наряду с мелкозернистым, полученным прямым восстановлением железом, в расплав железа можно также подавать другой зернистый или кусковой железный материал, например стальной скрап, брикетированное в горячем состоянии железо или чугун. Доля подаваемого через трубу или трубы мелкозернистого железа, полученного прямым восстановлением, по отношению к общему загружаемому количеству составляет обычно 85-100 мас.%.
Во время работы печи из расплава железа постоянно поднимаются газы, которые отводятся вверх через крышку печи в качестве отходящего газа. Из экономических соображений желательно поддерживать количество отходящего газа небольшим. Вводимое железо, полученное прямым восстановлением, вначале попадает в более или менее пенистый слой шлака, где оно либо непосредственно расплавляется, либо под действием собственного веса и перемещений расплава, которые возникают благодаря электрическим токам, погружается в расплав железа. Слой пенистого шлака препятствует тому, чтобы вводимое через трубу мелкозернистое железо, полученное прямым восстановлением, подхватывалось восходящими газами и выносилось из печи, что приводило бы к повышенным потерям железа. Благодаря отказу от продуваемого через трубу несущего газа, эти потери поддерживаются на незначительном уровне. Захватываемое железо может также осесть в виде пригара в верхней части печи или в трубопроводах для отходящего газа и, таким образом, привести к нарушениям режима работы печи.
Электродуговая печь может работать известным способом с помощью постоянного или переменного тока. Известно также, что вводимые через крышку печи электроды можно выполнить подвижными по вертикали и во время работы печи постепенно приподнимать, так чтобы их расстояние от поверхности ванны расплава во время режима загрузки оставалось примерно постоянным.
Мелкозернистое железо, полученное прямым восстановлением, подается на расплав железа сверху через крышку печи по одной или нескольким трубам, причем трубу или трубы можно снабдить, если требуется, водяным охлаждением. Целесообразно предотвратить контакт выходного отверстия трубы или труб с жидким железом ванны расплава. Каждая труба выполнена с возможностью регулирования по вертикали, причем ее выходное отверстие во время работы печи поддерживается примерно на одинаковом расстоянии над поверхностью расплава железа. Имеется возможность отводить трубу так же, как и электроды, вверх по мере повышения уровня зеркала расплава железа. Целесообразно, чтобы расстояние выходного отверстия каждой трубы от поверхности расплава железа составляло 3-100 см и чаще от 5 до 50 см. При этом обеспечивается, чтобы выходное отверстие трубы постоянно находилось внутри слоя пенистого шлака, чтобы, по возможности, полученное прямым восстановлением железо не уносилось восходящим газом вверх, к крышке печи.
Благодаря раздельной подаче углерода и кислорода, можно известным способом обеспечить, чтобы на расплаве железа образовался стабильный слой пенистого шлака и там сохранялся во время работы печи. Этот слой представляет реакционную зону, которая защищает мелкозернистое железо, полученное прямым восстановлением, от вторичного окисления. Одновременно он дает возможность электроду погружаться, что защищает его (их) от окисления и увеличивает передачу тепла от электрической дуги в расплав.
В расплав железа через сопла, расположенные в нижней части расплава, подают материал, содержащий углерод, и газ, содержащий О2. Углеродсодержащий материал может быть твердым, жидким или газообразным, в качестве О2-содержащего газа обычно используют технически чистый кислород. Сопла в нижней части расплава можно, по желанию, расположить, например, в днище расплава или в боковых стенках. Газовое пространство над пенистым шлаком целесообразно содержит один или несколько инжекторов для введения О2-содержащего газа, чтобы обеспечить там частичное дополнительное сжигание СО.
Расплав железа печи состоит обычно, по меньшей мере до 90 мас.%, из жидкого железа. Можно использовать печь для производства чугуна или жидкой стали. Жидкий металл отводят из печи с температурой в диапазоне 1300-1700oС и предпочтительно, по меньшей мере, 1350oС в случае чугуна и, по меньшей мере, 1550oС в случае стали.
Возможности изменения способа поясняются с помощью чертежей.
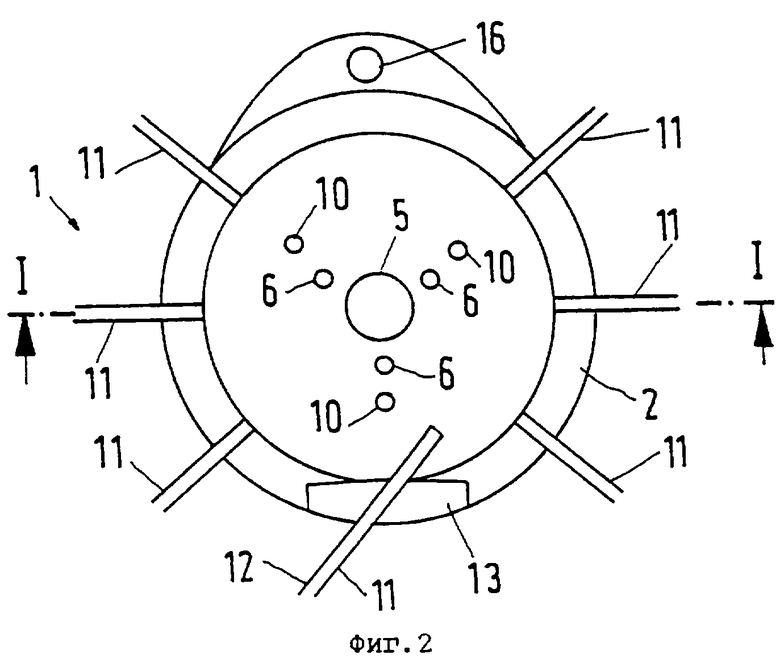
На фиг. 1 показан разрез по вертикали по линии I-I фиг.2 электродуговой печи, работающей на постоянном токе, в схематическом изображении;
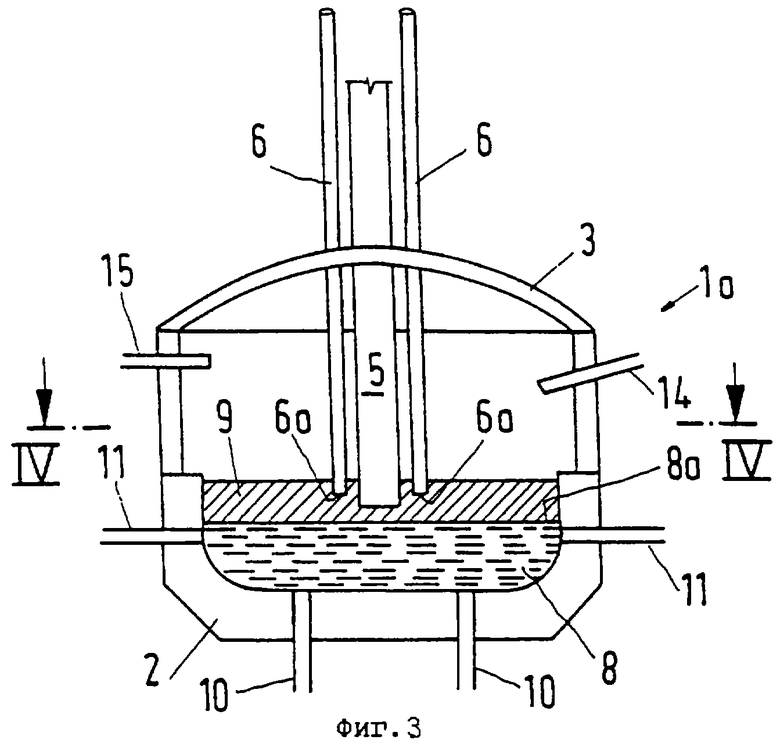
на фиг.2 - разрез по горизонтали по линии II-II на фиг.1;
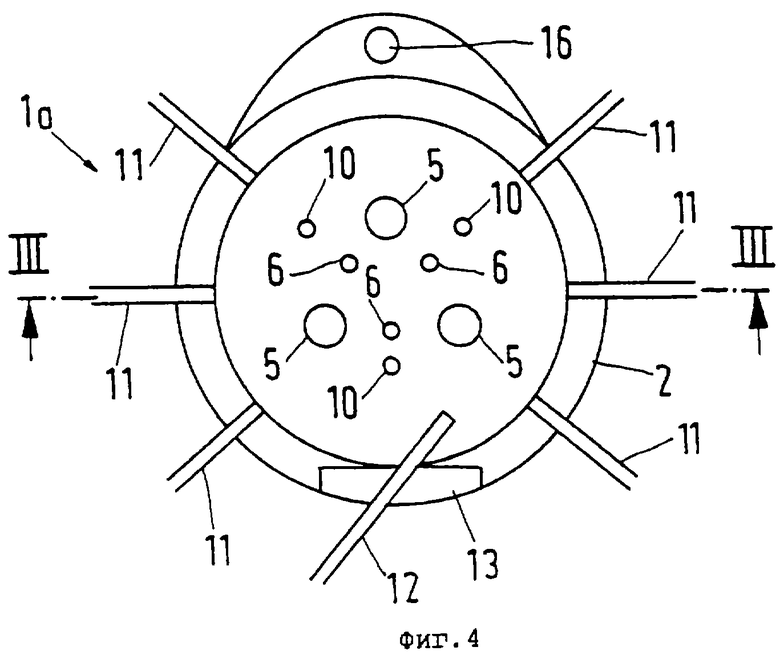
на фиг. 3 - электродуговая печь, работающая на переменном токе, в изображении аналогично фиг.1, в разрезе по линии III-III на фиг.4;
на фиг.4 - разрез по горизонтали по линии IV-IV на фиг.3.
Электродуговая печь (1) согласно фиг. 1 и 2 имеет ограниченное огнеупорной кладкой рабочее пространство (2) и съемную крышку (3). Рабочее пространство снабжено, по меньшей мере, одним, расположенным в днище электродом (4). Проходящие через отверстия в крышке (3), сверху во внутрь печи выступают верхний электрод (5) и три полые трубы (6), из которых на фиг. 2 можно видеть лишь две. Количество верхних электродов (5) и труб (6) можно выбрать также иным, чем на чертеже. Трубы (6) выполнены водоохлаждаемыми, что на чертеже не показано.
Во время работы в печи (1) находится расплав (8) железа, который доходит до зеркала (8а) ванны расплава. Над зеркалом 8а расплава во время работы печи возникает желательный слой (9) из пенистых шлаков. Через сопла (10) и (11) в нижней части расплава в расплав (8) железа направляют углерод содержащий материал и/или О2-содержащий газ. Через двойную трубу (12) (см. фиг.2) в слой (9) шлака можно вдувать кислород и углеродсодержащий материал через открытую дверцу (13) печи и при этом известным способом усиливать образование пены. С помощью боковых, наклонно расположенных над расплавом сопел (14), расплав известным способом можно вдувать в кислород. Горизонтальные инжекторы (15) служат также известным способом для подачи кислорода для дополнительного сжигания СО.
Верхний электрод (5) можно, как уже также известно, перемещать по вертикали, так чтобы его расстояние от зеркала (8а) расплава при возрастающем уровне ванны расплава железа поддерживалось примерно постоянным. Через трубы (6) мелкозернистое железо, полученное прямым восстановлением, вводится в печь (1) из не показанного на чертеже накопителя таким образом, чтобы оно попадало в ванну расплава (8) железа без заметных потерь. Для этой цели отверстия (6а) трубок (6) находятся на относительно небольшом расстоянии над зеркалом (8а) ванны расплава в слое (9) пенистого шлака. Трубы (6) так же, как и верхние электроды (5), могут перемещаться по вертикали вверх, чтобы поддерживать желаемое постоянное расстояние отверстий (6а) трубок (6) от зеркала расплава. Это расстояние лежит обычно в диапазоне 3-100 см и предпочтительно 5-50 см, и оно поддерживается во время работы печи, предпочтительно, постоянным. Железо, поступающее от установки прямого восстановления, можно вводить в печь через трубы (6) также горячим, например, с температурой 300-1000oС.
Печь (1) работает в режиме загрузок отдельными партиями, ив конце фазы плавления жидкий чугун или жидкую сталь выгружают через перекрываемое выпускное отверстие (16), ср. с фиг.2.
Электродуговая печь (1а) по фиг.3 и 4, работающая на переменном токе, имеет три верхних электрода (5), из которых на фиг. 3 можно видеть лишь один. В остальном цифровые обозначения имеют уже поясненное в связи с фиг. 1 и 2 значение.
Пример
Работа проводится в электродуговой печи, работающей на 3-фазном переменном токе, как это представлено на фиг.3 и 4. Печь выполнена с возможностью опрокидывания. Рабочее пространство (2) имеет емкость 150 т расплава железа, ток подается от трансформатора на 100 МВА. Три электрода (5) выполнены из графита, их расстояние от расплава железа поддерживается постоянным около 5 см.
Прежде, чем после длительной остановки подать в печь первое полученное прямым восстановлением железо, вначале путем частичного плавления 40 т стального скрапа создают жидкий расплав при 1560oС. Через три водоохлаждаемые трубки (6) в этот расплав подают полученное прямым восстановлением железо с верхней границей зернистости 1,2 мм, которое поступает из установки для прямого восстановления мелкой руды и имеет температуру 650oC. Полученное прямым восстановлением железо содержит наряду с металлическим железом еще 7 мас. % FeO, 4 мас.% SiO2, 2 мас.% Al2O3 и 1 мас.% С. Отверстия (6а) трубок (6) имеют расстояние от зеркала (8а) расплава, равное 8 см, которое регулируется и поддерживается постоянным над всей расплавленной фазой. Скорость подачи железа, полученного прямым восстановлением, составляет 1,2 т/мин на каждую трубу.
Через сопло (11) в нижней части ванны каждую минуту в печь подают 5 Нм3 технически чистого кислорода и 25 кг углерода в форме мазута, дополнительно вводят 300 кг извести в минуту. Кроме того, через двойную трубу (12), которая выполнена известным способом с возможностью перемещения и которая погружается в слой (9) пенистого шлака, вдувают небольшие количества кислорода и углерода, чтобы поддержать образование стабильного слоя пенистого шлака. Производят расплав стали с 1650oС, который по истечении часа работы выгружают из печи. Загружаемые в печь железо, полученное прямым восстановлением, углерод, кислород и известь дают при температуре 1630oС сталь в количестве 150 т с содержанием С 0,1 мас.%. Образованный шлак имеет основность (весовое соотношение CaO/SiO2) примерно 2,5. После слива в печи остается 30 т стали, чтобы при следующей плавке можно было начинать тотчас же с загрузки железа, полученного прямым восстановлением, без необходимости расплавления стального скрапа.
Изобретение относится к металлургии. Железо, полученное прямым восстановлением, с зернистостью, по меньшей мере, 80 мас.%, максимально 3 мм, расплавляют в электродуговой печи. Печь содержит расплав жидкого железа. Во время работы печи на расплаве образуется слой пенистого шлака. Полученное прямым восстановлением железо падает под действием силы тяжести и без использования несущего газа, через, по меньшей мере, одну подвижную трубу в слой пенистого шлака и на расплав железа. Каждое выходное отверстие трубы находится в слое пенистого шлака. Доля подаваемого в расплав железа, которым могут быть чугун или сталь, железа полученного прямым восстановлением по отношению к всему количеству загружаемого железного материала составляет 85÷100 мас.%. Расстояние выходного отверстия от расплава железа предпочтительно поддерживать постоянным. Железо, полученное прямым восстановлением, желательно загружать в печь, нагретым до 300-1000oС. Технический результат - обеспечить ввод в расплав железа во время работы электродуговой печи полученного прямым восстановлением мелкозернистого железа в горячем состоянии простым способом, в достаточной степени без потерь, при образовании небольшого количества отходящих газов. 4 з.п. ф-лы, 4 ил.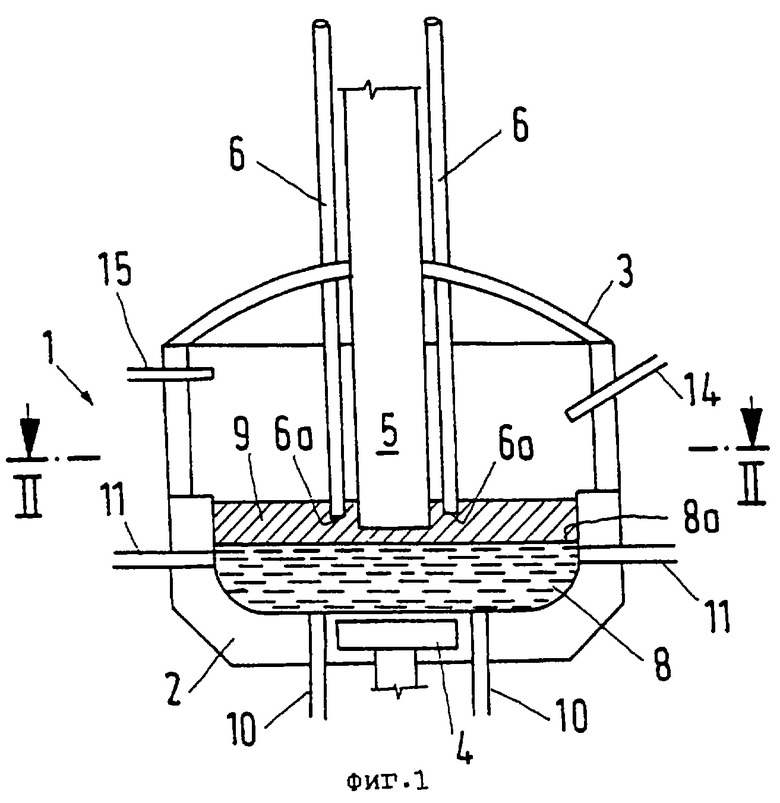
| DE 15008222, 09.10.1969 | |||
| DE 19608530, 14.08.1997 | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 3463629, 26.08.1969 | |||
| RU 94005181 А1, 20.10.1995 | |||
| RU 94021638 А1, 20.04.1996 | |||
| Последовательный автономный инвертор | 1976 |
|
SU657549A1 |
| Способ управления процессом плавки губчатого железа в электрической печи | 1975 |
|
SU523142A1 |

