Изобретение относится к химико-термической обработке металлических изделий, в частности к диффузионному цинкованию, и может быть использовано в машиностроительной, приборостроительной, авиационной и других отраслях промышленности.
Целью изобретения является улучшение технологичности способа и повышение его производительности.
Способ диффузионного цинкования включает загрузку в контейнер насыщающей смеси и изделий, нагрев и выдержку при температуре диффузионного насыщения проводят в атмосфере водяного пара с избыточным давлением 0,2-0,5 атмосфер.
Введение водяного пара с избыточным давлением 0,2-0,5 атмосфер в насыщающую среду способствует полному вытеснению кислорода воздуха из контейнера, исключая тем самым необходимость герметизации и разгерметизации контейнера, а также предварительной операции - травления, так как введение пара в насыщающую среду способствует снижению поверхностного натяжения насыщаемых изделий, что приводит к отслаиванию оксидных пленок за счет релаксации остаточных и термических напряжений на границе раздела материала основы изделия и оксидной пленки.
Проведение диффузионного насыщения в атмосфере водяного пара с избыточным давлением менее 0,2 атмосфер полностью не исключает возможность подсоса воздуха в насыщающую среду и окисление изделий кислородом воздуха, проведение же насыщения в атмосфере водяного пара с избыточным давлением более 0,5 атмосфер нецелесообразно, так как при этом окислительная способность воды возрастает, что приводит к повторному окислению насыщаемой поверхности.
П р и м е р. Способ диффузионного цинкования болтов из стали 45 после улучшения осуществляют следующим образом.
В контейнер укладывают болты (толщина окалины 20 мкм) с насыщающей смесью, включающей 75 мас.% порошка цинка и 25 мас.% порошка окиси кремния, закрывают крышку и через патрубок подают в контейнер водяной пар. Можно вместо пара предварительно в контейнер наливать воду в количестве 1-2% от массы насыщающей смеси. Водяной пар в контейнер подают до тех пор, пока избыточное давление в контейнере 1 не достигнет 0,1; 0,6 атмосфер. Затем контейнер помещают в нагревательное устройство любого типа, температура диффузионного насыщения составляла 460 540оС, а выдержка при ней - 120; 240 мин.
В процессе прогрева контейнера пары воды полностью вытесняют из него воздух и за счет снижения поверхностного натяжения под действием остаточных и термических напряжений на границе раздела материала основы изделия и оксидной пленки способствуют отслаиванию от поверхностей изделий оксидных пленок.
После окончания процесса цинкования прекращают подачу пара, снимают крышку и извлекают изделия из контейнера.
Цикл повторяется.
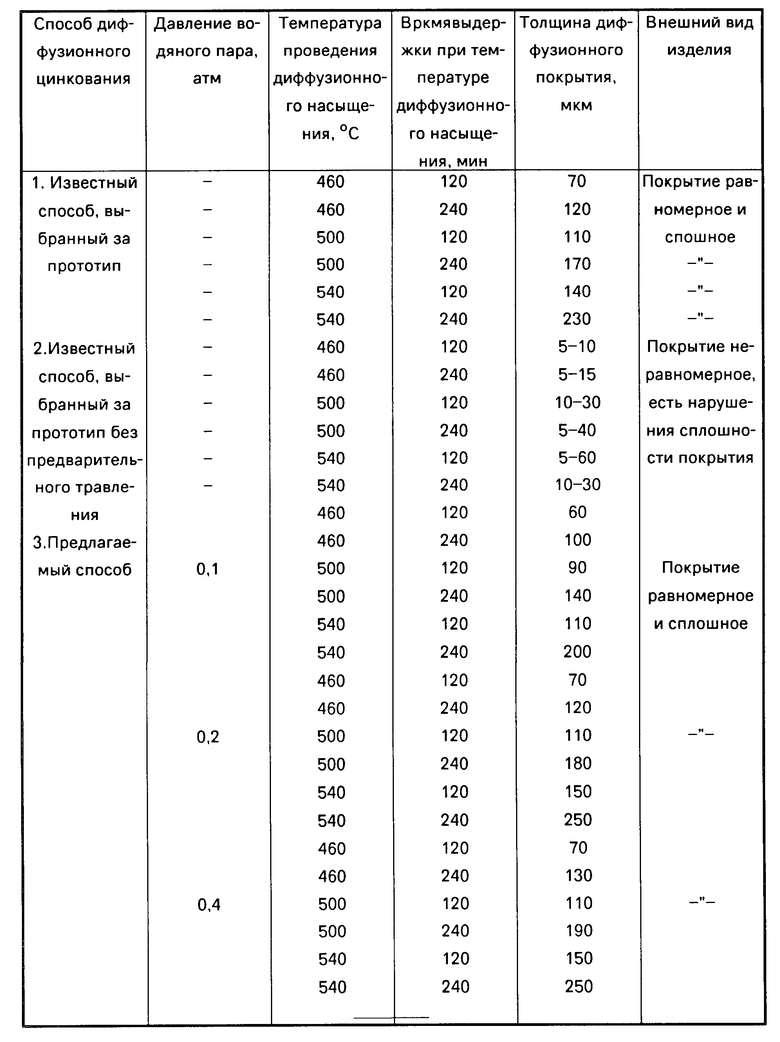
В таблице показано, как в зависимости от температуры диффузионного насыщения, выдержки и избыточного давления водяного пара меняются толщина диффузионного покрытия и внешний вид изделия. Для сравнения было проведено диффузионное цинкование болтов из стали 45 после улучшения способом, выбранным за прототип, включающим травление изделий в 20%-ном растворе серной кислоты, загрузку их в контейнер с порошковой насыщающей смесью, включающей 75 мас. % цинка и 25 мас.% окиси кремния, герметизацию контейнера обмазкой из огнеупорной глины и асбеста в отношении 1:1, нагрев до температуры 460; 540оС и выдержку при ней в течение 120; 240 мин.
Кроме того, в таблице приведены данные по цинкованию болтов, которое было осуществлено способом, выбранным за прототип, без предварительного травления изделий.
Как видно из таблицы, толщина диффузионных покрытий при проведении диффузионного цинкования предлагаемым способом не уступает, а в некоторых случаях даже превышает толщину покрытий, полученных способом, выбранным за прототип.
Использование заявляемого изобретения по сравнению с прототипом позволит упростить процесс диффузионного цинкования изделий из сталей и сплавов при повышении его производительности за счет исключения процесса герметизации и разгерметизации контейнера, при этом не требуется охлаждение контейнера, а так как во время охлаждения контейнера с насыщающей смесью и изделиями соизмеримо с временем прогрева и выдержки при температуре диффузионного цинкования, то производительность предлагаемого способа в 1,5-2,0 раза выше известного;
отпадает необходимость трудоемкой предварительной операции - травления деталей, что также значительно повышает производительность предлагаемого способа и, кроме того, улучшает условия труда и экологию окружающей среды.
Кроме того, предлагаемый способ диффузионного цинкования поддается механизации и поэтому с высокой эффективностью может быть использован в промышленных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления смесей для диффузионного насыщения стальных изделий | 1988 |
|
SU1534091A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| Состав для диффузионного цинкования металлических изделий | 1989 |
|
SU1731872A1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174159C1 |
| Способ получения легированных металлических порошков | 1987 |
|
SU1444085A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2012 |
|
RU2500833C1 |
| СОСТАВ ДЛЯ ДИФФУЗИОННОГО ЦИНКОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2016139C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОРОШКА ЦИНКА | 1992 |
|
RU2009268C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |

Изобретение относится к химико- термической обработке металлических изделий, в частности к диффузионному цинкованию, и может быть использовано в машиностроительной, приборостроительной, авиационной и других отраслях промышленности. Целью изобретения является улучшение технологичности при повышении производительности способа. При диффузионном цинковании стальных изделий, включающем загрузку в контейнер насыщающей смеси и изделий, нагрев и выдержку их при температуре диффузионного насыщения, нагрев и выдержку при температуре диффузионного насыщения проводят при подаче в контейнер водяного пара под избыточным давлением 0,2-0,5 атм. 1 табл.
СПОСОБ ДИФФУЗИОННОГО ЦИНКОВАНИЯ стальных изделий, включающий загрузку в контейнер с насыщающей смесью, нагрев и выдержку при температуре насыщения, отличающийся тем, что, с целью улучшения технологичности способа и повышения его производительности, нагрев и выдержку проводят при подаче в контейнер водяного пара под избыточным давлением 0,2 - 0,5 атм.
| Проскурин Е.В | |||
| и др | |||
| Диффузионные цинковые покрытия | |||
| М.: Металлургия, 1972, с.53-57. |
