Изобретения относятся к технологическому процессу химико-термической обработки металлических изделий, в частности к термодиффузионному цинкованию, и могут быть использованы в химической промышленности, приборостроении, любой отрасли машиностроения и в других отраслях промышленности.
Известен способ нанесения цинкового покрытия путем диффузионного цинкования, предназначенный для обработки стальных изделий, включающий загрузку их в контейнер с насыщающей смесью, нагрев и выдержку при температуре насыщения, которые осуществляют при подаче в контейнер водяного пара под избыточным давлением 0,2-0,5 атм. (см. патент РФ N 2025541, кл. C 23 C 10/00, опубл. 30.12.94).
К недостаткам известного способа относится его сложность из-за необходимости использования специальной системы, подающей под давлением водяной пар и поддерживающей его заданное значение.
Наиболее близким аналогом изобретения - способа является способ нанесения цинкового покрытия путем термодиффузионного цинкования, включающий загрузку изделия или партии изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, содержащей 100% цинка, нагрев до температуры цинкования и выдержку при этой температуре (см. Минкевич А.Н. Химико-термическая обработка металлов и сплавов. - М., 1965, с. 248-250).
Способ, описанный в наиболее близком аналоге, достаточно прост, так как не требует специального оборудования и систем, но к его недостаткам можно отнести высокую стоимость, а также необходимость предварительной очистки поверхности изделий перед началом процесса диффузионного цинкования, без чего невозможно обеспечение качественного покрытия.
Известны технологические линии для нанесения цинкового покрытия, содержащие участок входного контроля, установку для нанесения цинкового покрытия путем диффузионного цинкования, ванны для отмывки и пассивации изделий с нанесенным покрытием и участок выходного контроля качества и толщины покрытия готовых изделий (см. Бакалюк Я.X., Проскуркин Е.В. Трубы с металлическими противокоррозионными покрытиями. - М.: Металлургия, 1985, с. 59-63).
К недостаткам известной технологической линии относится технологический цикл с ограниченными возможностями, не позволяющими использовать его для широкой номенклатуры изделий, а также отсутствие возможности обеспечения непрерывного процесса.
Задачей, решаемой предлагаемыми изобретениями, является упрощение и сокращение длительности технологического цикла, описанного в способе и реализованного технологической линией для нанесения цинкового покрытия, при обеспечении высокого качества диффузионного покрытия в широком диапазоне толщин (от 5 до 100 мкм) и воспроизводимости характеристик покрытия при менее жестких требованиях к очистке поверхности деталей, поступающих на диффузионную обработку: допущение как наличия на поверхности легких смазок и COЖ, так и коррозии не более 50% от общей поверхности детали.
Использование насыщающей смеси с высоким содержанием чистого цинка без посторонних инертных и активирующих добавок решает и задачи экологического плана (исключение выхода насыщающей среды из установки и наличие жидких стоков с низкой концентрацией цинка и его солей).
Поставленная задача для изобретения - способа решается за счет того, что в способе нанесения цинкового покрытия путем термодиффузионного цинкования, включающем загрузку изделия или партии изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, герметизацию реторты, нагрев до заданной температуры и выдержку при этой температуре, используют насыщающую смесь, содержащую 95-99% цинка, а после завершения нагрева при достижении температуры 380-600oC производят сброс давления из реторты, вновь герметизируют ее и осуществляют выдержку при этой температуре в течение периода, необходимого для образования требуемой толщины покрытия, после чего выгружают изделия из реторты. Сброс давления из реторты в атмосферу осуществляется с использованием фильтра. После выгрузки изделий из реторты производят их мойку и пассивацию в комплексе ванн, состоящем из первой и второй ванн, не имеющих подогрева и используемых для отмывки изделий, и третьей и четвертой ванн с подогревом, в которых осуществляют пассивацию и последующее полоскание изделий с одновременным их разогревом для ускоренного обсыхания.
Поставленная задача для изобретения - технологической линии для нанесения цинкового покрытия решается за счет того, что технологическая линия для нанесения цинкового покрытия, содержащая участок входного контроля, установку для нанесения цинкового покрытия путем термодиффузионного цинкования и участок выходного контроля качества и толщины покрытия готовых изделий, снабжена комплексом ванн для отмывки и пассивации изделий с нанесенным покрытием и грузоподъемным устройством, а установка для нанесения цинкового покрытия путем термодиффузионного цинкования содержит закрепленную на станине поворотную балку и привод наклона, поворотную электропечь, смонтированную на поворотной балке, размещенную в электропечи с возможностью вращения реторту с герметичной крышкой и перфорированный контейнер для обрабатываемых изделий, устанавливаемый в реторту, при этом установка выполнена с устройством сброса давления из полости реторты, размещенным на ее крышке. В комплекс ванн входят две ванны, не имеющие подогрева, используемые для отмывки изделий, и две ванны с подогревом, в которых осуществляется пассивация и последующее полоскание изделий с одновременным их разогревом для ускоренного обсыхания. Технологическая линия для нанесения цинкового покрытия может дополнительно содержать вторую установку для нанесения цинкового покрытия путем термодиффузионного цинкования.
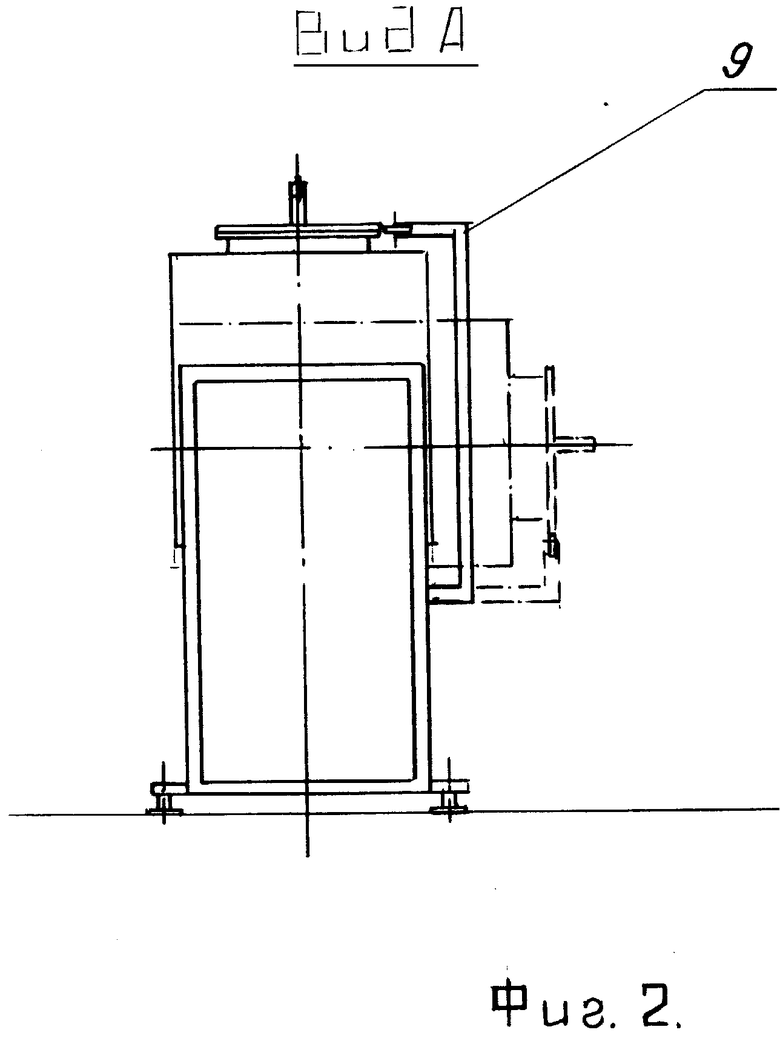
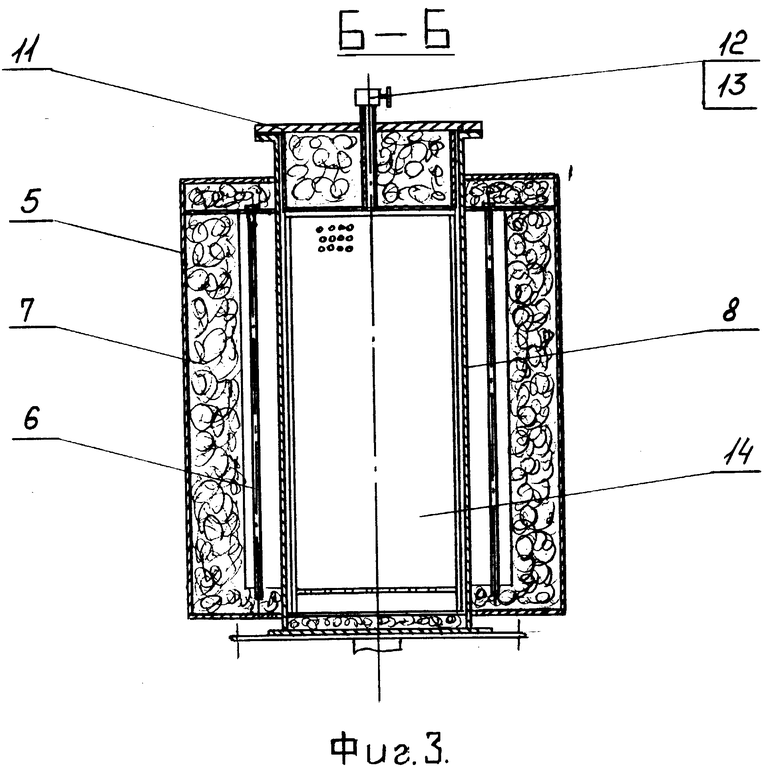
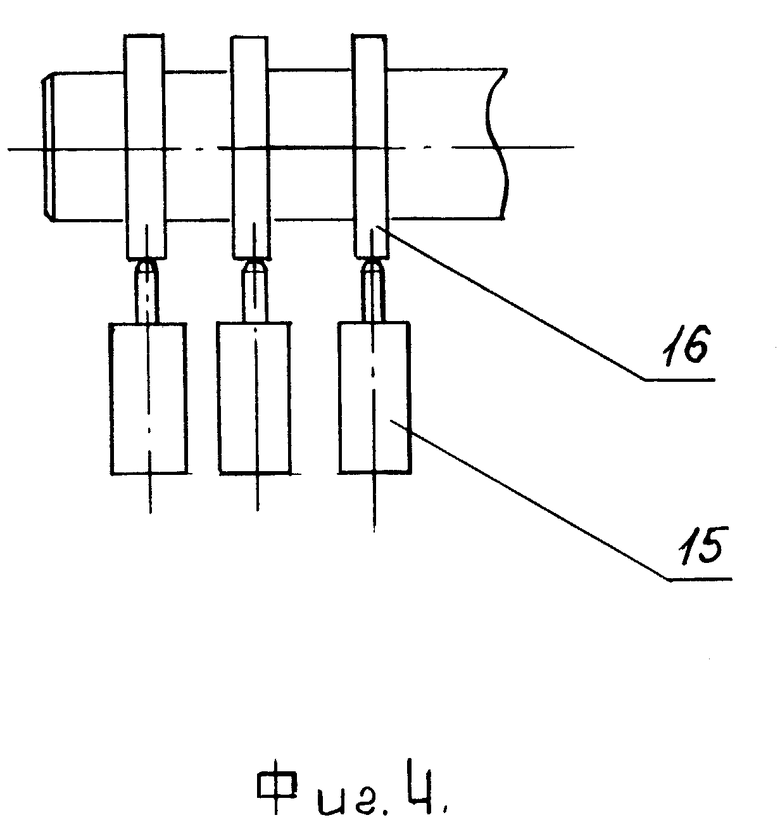
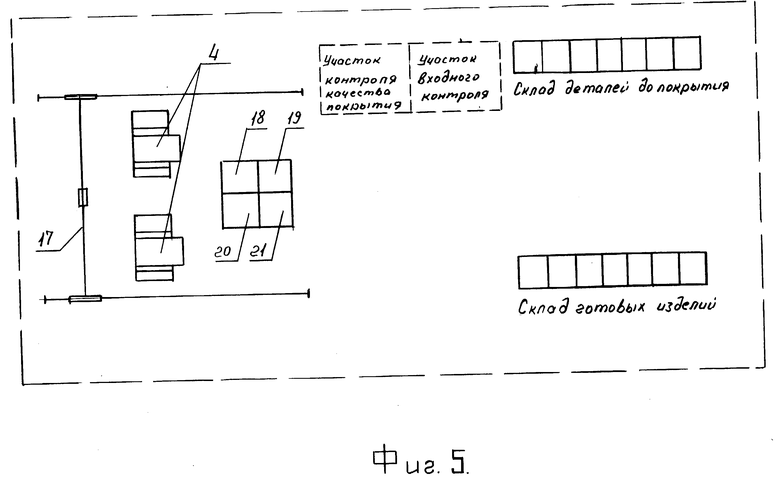
На фиг. 1 изображен главный вид установки для нанесения цинкового покрытия путем термодиффузионного цинкования; на фиг. 2 - вид сбоку на установку; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - блок конечных выключателей; на фиг. 5 - технологическая линия для нанесения цинкового покрытия.
Способ нанесения цинкового покрытия путем термодиффузионного цинкования изделий, преимущественно из черных металлов, осуществляют на технологической линии, включающей участок входного контроля, установку для нанесения цинкового покрытия путем диффузионного цинкования, комплекс ванн для отмывки и пассивации изделий с нанесенным покрытием и участок выходного контроля качества и толщины покрытия готовых изделий.
Установка для нанесения цинкового покрытия путем термодиффузионного цинкования (в технологической линии их может быть одна или, если необходимо обеспечить непрерывный процесс, две) содержит станину 1 с установленной на ней поворотной балкой 2 и приводом 3 наклона. На поворотной балке 2 смонтированы поворотная электропечь 4, включающая корпус 5, нагревательные элементы 6 и теплоизолятор 7, реторта 8 и ложемент 9. Реторта 8 установлена в электропечи 4 с возможностью вращения, а привод 10 вращения реторты 8 закреплен на поворотной балке 2. Реторта 8 имеет герметичную крышку 11, в которую вмонтировано устройство 12 для сброса давления из полости реторты, выполненное, например, в виде клапана или вентиля. Сброс давления в атмосферу осуществляется через фильтр 13. Крышка 11 снабжена теплоизолирующей прокладкой. Между ретортой 8 и теплоизолятором 7 имеется зазор.
Для размещения обрабатываемых изделий во внутреннем объеме реторты 8 используется перфорированный контейнер 14, в который предварительно, до загрузки его в реторту, помещаются изделия (или изделие). После установки контейнера 14 в реторту герметизация последней осуществляется посредством прижимного устройства крышки.
Для поворота балки 2 с электропечью 4 используется привод наклона 3, обеспечение трех фиксированных положений реторты 8: вертикального загрузочного, горизонтального рабочего и наклонного разгрузочного осуществляет блок конечных выключателей 15, взаимодействующий с кулачками 16, установленными на оси вращения поворотной балки 2.
Реализация способа происходит на технологической линии для нанесения цинкового покрытия с использованием предназначенной для этого установки.
Процесс диффузионного цинкования изделий включает следующие технологические операции:
- со склада изделий, предназначенных для обработки (на фиг. 5 обозначен как склад изделий до покрытия), изделия доставляют на участок входного контроля;
- производят проверку соблюдения требований к чистоте поверхности деталей, поступающих на диффузионную обработку: наличие на поверхности только легких смазок и COЖ и коррозии не более 50% от общей поверхности детали;
- засыпают годные для обработки изделия в перфорированный контейнер 14;
- с помощью грузоподъемного устройства 17, обеспечивающего обслуживание всей зоны технологической линии, переносят перфорированный контейнер 14 с изделиями к установке и устанавливают его в полость реторты 8;
- производят процесс термодиффузионного цинкования;
- выгружают изделия из реторты 8;
- осуществляют отмывку и пассивацию изделий с нанесенным покрытием в комплексе ванн;
- производят контроль качества и толщины покрытия на соответствующем участке технологической линии.
Ниже приведено более подробное описание операций способа и работы установки и технологической линии в целом.
Электропечь 4 поворачивают в вертикальное загрузочное положение, при котором горловина реторты обращена вверх, с помощью привода 3 наклона по команде с пульта управления. Перфорированный контейнер 14 с загруженными в него изделиями с помощью грузоподъемного устройства 17, перемещающего его со склада изделий, предназначенных для обработки, устанавливают в полость реторты 8 и засыпают насыщающую смесь, содержащую не менее 95-99% цинка. В качестве насыщающей смеси может быть использована, например, смесь, изготовленная по патенту Российской Федерации N 2016139 и содержащая до 96% цинка. Оптимальным является использование насыщающей смеси с содержанием цинка до 99%, что обеспечивает высокое качество покрытия.
После этого закрывают крышку 11 и герметизируют реторту 8, затем переводят ее с помощью привода 3 из наклонного в горизонтальное положение и по сигналу с пульта управления приводят реторту 8 во вращение, обеспечивая нагрев ее нагревательными элементами 6 до температуры 380-600oC. После достижения заданной температуры и соответствующего давления в герметизированной реторте 8 автоматически или оператором осуществляют сброс давления из полости реторты в атмосферу через устройство 12 для сброса давления, снабженное фильтром 13. Эта операция позволяет создать в полости реторты 8 оптимальные условия для проведения процесса термодиффузионного цинкования. При использовании насыщающей смеси с высоким (до 99%) содержанием цинка при сбросе давления из полости реторты обеспечивается создание внутри реторты давления и состава атмосферы, необходимых для оптимального протекания процесса, за счет того, что происходит выброс образовавшихся паров воды, паров легкой смазки и COЖ и т.д. Этим объясняются менее жесткие требования к предварительной обработке поверхности подлежащих нанесению покрытий деталей, а также отсутствие необходимости в подаче извне защитной атмосферы внутрь реторты или наличия посторонних инертных и активирующих добавок в насыщающей смеси. При этом использование фильтра позволяет избежать загрязнения окружающей установку атмосферы порошком насыщающей смеси и парообразной составляющей выброса.
Далее вновь герметизируют реторту 8, закрывая устройство 12 в крышке 11, и осуществляют термодиффузионное цинкование, производя выдержку изделий с насыщающей смесью при указанной выше температуре в течение заданного времени, которое определяется требованиями к толщине покрытия.
Получаемое покрытие в точности воспроизводит профиль поверхности изделия в целом и отдельных деталей на ней (резьбу, маркировку, другой тонкий рельеф поверхности). Размеры изделий, на которые может быть нанесено покрытие, находятся в пределах от 9 до 650 мм.
После завершения процесса термодиффузионного цинкования останавливают вращение реторты 8, открывают ее крышку, освободив ее от прижимного устройства, и переводят электропечь 4 в разгрузочное наклонное положение с помощью привода 3 наклона. При этом горловина реторты 8 находится ниже ее днища, и готовые изделия свободно высыпаются из находящегося в реторте 8 перфорированного контейнера 14 в подведенную к электропечи 4 емкость (на чертежах не показана).
Электропечь 4 переводится в вертикальное загрузочное положение, и из нее извлекается пустой перфорированный контейнер 14.
Выгрузку готовых изделий можно осуществлять и из загрузочного вертикального положения электропечи 4, вынимая из полости реторты 8 перфорированный контейнер 14 с готовыми изделиями с помощью грузоподъемного устройства 17, т.е. в порядке, обратном действиям при загрузке реторты.
Пассивация изделий с нанесенным покрытием.
Изделия поступают на мойку и пассивацию на участок, где находится комплекс ванн, состоящий из первой 18 и второй 19 ванн, не имеющих подогрева и используемых для отмывки изделий, а также третьей 20 и четвертой 21 ванн с подогревом, в которых осуществляют пассивацию и последующее полоскание изделий с одновременным их разогревом для ускоренного обсыхания. Первая ванна 18 заполняется подщелоченной водой с рабочим значением pH 12-13. Вторая ванна 19 служит для полоскания изделий, вышедших из первой ванны. Состав ванны 19 - вода. Вследствие захвата изделиями подщелоченной воды из первой ванны 18 и переноса ее во вторую pH последней нуждается в регулярной корректировке и поддержании на уровне 6-8. Третья ванна 20 предназначена для пассивации и должна иметь температуру 55-65oC и pH 2,5-3,0. Последняя четвертая ванна 21 содержит воду при температуре 80-90oC и pH 6,0-7,5.
После завершения процесса пассивации высушенные изделия поступают на участок контроля качества и толщины покрытия, а затем на склад готовых изделий или участок упаковки (на фиг. 5 не показан).
Таким образом, результатом использования настоящих изобретений является упрощение технологического цикла нанесения антикоррозионного цинкового покрытия, обеспечение непрерывного процесса при использовании двух установок, обеспечение высокого качества покрытия при упрощении конструкции установки для его нанесения и в широком диапазоне его толщин (от 5 до 100 мкм), обеспечение воспроизводимости характеристик покрытия при менее жестких требованиях к очистке поверхности деталей, поступающих на диффузионную обработку. При этом достигаются и преимущества в экологическом аспекте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174159C1 |
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2527593C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2533400C2 |
| Способ термодиффузионного цинкования изделий из высокопрочных алюминиевых сплавов | 2017 |
|
RU2644092C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБЫ И СТАЛЬНАЯ ТРУБА С УКАЗАННЫМ ПОКРЫТИЕМ | 2022 |
|
RU2785211C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2012 |
|
RU2500833C1 |
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2440439C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ НИЗКО- И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ, ЦВЕТНЫХ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ МЕТОДОМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2014 |
|
RU2570856C1 |
Способ нанесения цинкового покрытия путем термодиффузионного цинкования включает загрузку изделия или партии изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, содержащей 95-99% цинка, герметизацию реторты, нагрев до температуры 380-600oC, сброс давления из реторты, повторную ее герметизацию и выдержку при этой температуре в течение периода, необходимого для образования требуемой толщины покрытия, после чего проводят выгрузку изделий из реторты. Технологическая линия для нанесения цинкового покрытия содержит участок входного контроля, установку для нанесения цинкового покрытия путем термодиффузионного цинкования и участок выходного контроля качества и толщины покрытия готовых изделий и снабжена комплексом ванн для отмывки и пассивации изделий с нанесенным покрытием и грузоподъемным устройством, а установка для нанесения цинкового покрытия путем термодиффузионного цинкования содержит закрепленную на станине поворотную балку и привод наклона, поворотную электропечь, смонтированную на поворотной балке, размещенную в электропечи с возможностью вращения реторту с герметичной крышкой и перфорированный контейнер для обрабатываемых изделий, устанавливаемый в реторту, при этом установка выполнена с устройством сброса давления из полости реторты, размещенным на ее крышке. Изобретение позволяет упростить и сократить длительность технологического цикла, описанного в способе и реализованного технологической линией для нанесения цинкового покрытия, при обеспечении высокого качества диффузионного покрытия в широком диапазоне толщины (от 5 до 100 мкм). 2 с. и 4 з.п. ф-лы, 5 ил.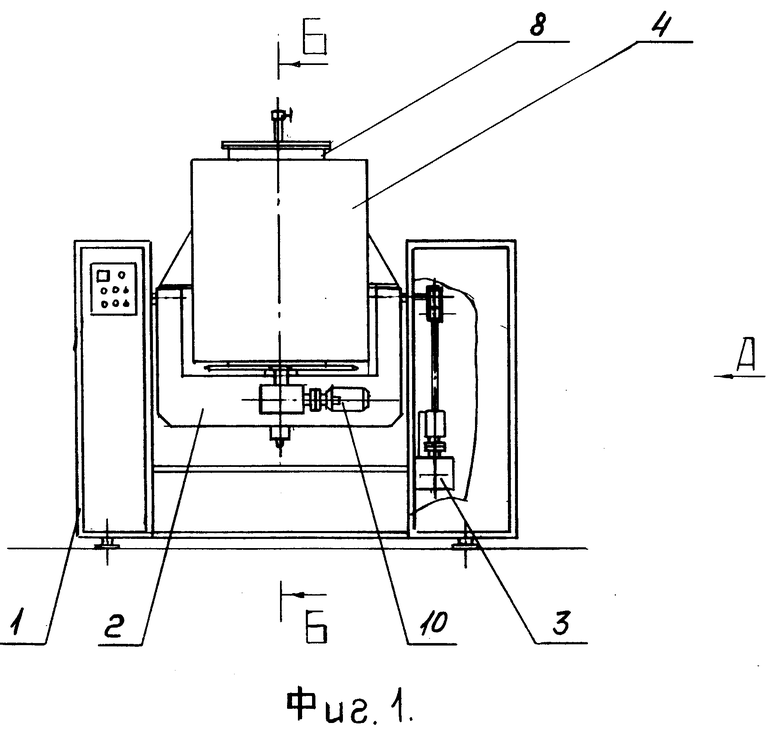
| Минкевич А.Н | |||
| Химико-термическая обработка металлов и сплавов | |||
| - М., с.248-250 | |||
| Бакалюк Я.Х., Проскуркин Е.В | |||
| Трубы с металлическими противокоррозионными покрытиями | |||
| - М., 1985, с.59-63 | |||
| Способ диффузионного цинкования | 1983 |
|
SU1130620A1 |
| СПОСОБ ДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1989 |
|
RU2025541C1 |
| СПОСОБ УПАКОВКИ СЪЕДОБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2401233C2 |

