Предлагаемые изобретения относятся к машино- и приборостроению и могут быть применены в технологических процессах химико-термической обработки металлических деталей машин и приборов, в частности при термодиффузионном цинковании стальных деталей.
Известен способ термодиффузионного цинкования по патенту РФ N 2147046, 7 С 23 С 10/36, заявл. 17.08.1998, опубл. 27.03.2000.
Способ термодиффузионного цинкования включает загрузку стальных деталей и насыщающей смеси, содержащей инертный материал и высокодисперсный цинковый порошок крупностью 4-60 мкм в количестве 0,10-0,2 кг на 1 м2 покрываемой поверхности стальных деталей, в герметичный вращающийся реактор, нагрев и выдержку деталей в реакторе при 390-430oC в инертной атмосфере. Инертный носитель крупностью 60-140 мкм загружают в реактор в количестве 40-100% от веса загружаемых деталей.
Недостатком известного способа является его технологическая нестабильность, проявляющаяся в том, что при уменьшении крупности инертного носителя менее 60 мкм на покрываемых цинком деталях, имеющих резьбы, возможно забивание последних, а с увеличением крупности порошка инертного носителя более 140 мкм процесс цинкования замедляется и даже совсем прекращается
Известны способ нанесения цинкового покрытия, технологическая линия и установка для его осуществления по патенту РФ N 97115155, 6 С 23 С 10/00, 10/36, заявл. 16.09.97, опубл. 10.04.99, выбранные в качестве ближайших аналогов-прототипов.
По известному способу нанесения цинкового покрытия путем термодиффузионного цинкования производят загрузку изделий в реторту поворотной электрической печи, засыпают насыщающую смесь, содержащую 95-99% цинка, герметизируют реторту, нагревают ее до заданной температуры в пределах 380-600oC, затем производят сброс давления в реторте, вновь герметизируют ее, осуществляют выдержку при этой температуре в течение периода, необходимого для образования покрытия, после чего выгружают изделия из реторты и производят их мойку и пассивацию в комплексе ванн.
Известная технологическая линия для нанесения цинкового покрытия содержит участок входного контроля, одну или две установки для нанесения цинкового покрытия, грузоподъемное устройство, комплекс ванн, в который входят две ванны с подогревом, используемые для мойки изделий и две ванны с подогревом, используемые для пассивации и последующего полоскания изделий с одновременным их разогревом для ускоренного обсыхания.
Известная установка для нанесения цинкового покрытия, содержащая электропечь, реторту, выполнена с устройством сброса давления в полости реторты, размещенным на ее крышке.
Известный способ нанесения цинкового покрытия путем термодиффузионного цинкования имеет следующие недостатки:
- недостаточная управляемость в получении определенной толщины покрытия в течение заданного времени;
- усложнение процесса цинкования за счет сброса давления в реторте после нагрева ее до температуры 380-600oС и повторной герметизации реторты.
Следующим недостатком является значительная длительность технологического процесса.
Недостатком известной установки для нанесения цинкового покрытия является сложное при автоматизации процесса цинкования аппаратурное оснащение для осуществления сброса давления в реторте и повторной ее герметизации.
Технический результат предлагаемых изобретений состоит в устранении указанных недостатков, а именно в создании возможности получения определенной толщины цинкового покрытия изделий в течение заданного времени, в упрощении технологического процесса, обеспечении высокого качества цинкового покрытия, сокращении длительности технологического цикла.
Технический результат достигается следующими решениями.
В способе нанесения цинкового покрытия путем термодиффузионного цинкования, включающем загрузку изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, герметизацию реторты, нагрев ее до заданной температуры, выдержку при этой температуре, сброс давления в реторте, выгрузку изделий из реторты, мойку и пассивацию их, согласно изобретению в реторту засыпают насыщающую смесь, содержащую 80-90% цинка, причем для формирования цинкового покрытия толщиной 1 мкм засыпная масса насыщающей смеси составляет 7,8-8,2 г на 1 м2 покрываемой поверхности изделий, кроме того, в течение всего времени процесса цинкования производят сброс избыточного давления в реторте непрерывно при помощи дренажного патрубка.
В установке для нанесения цинкового покрытия, содержащей станину, закрепленные на ней поворотную балку и привод наклона, поворотную электропечь, смонтированную на поворотной балке, реторту, размещенную в электропечи, привод вращения реторты, согласно изобретению в реторте со стороны загрузочного отверстия установлена шлюзовая камера, оснащенная дренажным патрубком, имеющим соотношение внутреннего диаметра к длине не менее 1:20, и заполненная насыщающей смесью.
Загрузка в реторту насыщающей смеси, содержащей 80-90% цинка, позволяет, по сравнению с прототипом экономить расходный материал - цинк. Указанное выше содержание цинка в насыщающей смеси является оптимальным и подобрано опытным путем.
Минимальное содержание цинка - 80% в насыщающей смеси - еще стабильно обеспечивает надлежащее качество цинкового покрытия.
Максимальное содержание цинка в смеси - 90%- является критическим, при его увеличении резко снижаются экономические характеристики процесса цинкования.
Использование для формирования цинкового покрытия толщиной 1 мкм засыпной массы насыщающей смеси в количестве 7,8-8,2 г на 1 м2 покрываемой поверхности изделий позволяет вести процесс цинкования в постоянном интервале времени, составляющем 45-60 мин, независимо от заданной толщины покрытия. Указанная выше доза является оптимальной для насыщающей смеси, содержащей 80-90% цинка, и подобрана опытным путем. Время цинкования, равное 45 мин, соответствует содержанию цинка в насыщающей смеси, равному 90%.
Время цинкования, равное 60 мин, соответствует содержанию цинка в насыщающей смеси, равному 80%.
Сброс избыточного давления в реторте в течение всего времени процесса цинкования обеспечивает непрерывное удаление из реторты образовавшихся паров воды, паров смазки и смазочно-охлаждающих жидкостей, что значительно улучшает качество цинкового покрытия изделий. Кроме того, упрощается сам процесс цинкования, так как в этом случае он сокращается на два технологических перехода: разгерметизацию реторты, и последующую ее герметизацию.
Производство мойки, полировки и пассивации изделий с цинковым покрытием в одной или нескольких вибрационных установках, оснащенных системой подачи и замены моющих, полировочных и пассивационных растворов, обеспечивает высокое качество цинкового покрытия и сокращение длительности технологического процесса.
Установка в реторте со стороны загрузочного отверстия шлюзовой камеры, оснащенной дренажным патрубком, имеющим соотношение внутреннего диаметра к длине не менее 1:20, и заполненной насыщающей смесью, обеспечивает непрерывный сброс избыточного давления в реторте за счет истечения во время цинкования через дренажный патрубок паров воды, смазки, смазочно-охлаждающих жидкостей. Соотношение внутреннего диаметра дренажного патрубка к его длине как 1: 20 подобрано опытным путем. Уменьшение этого соотношения приводит к возникновению в реторте некоторого избыточного давления паров воды, смазки и смазочно-охлаждающих жидкостей, что снижает качество цинкового покрытия изделий. Увеличение указанного выше соотношения конструктивно нецелесообразно.
Заполнение шлюзовой камеры насыщающей смесью способствует стабилизации восстановительной способности реторты в целом, что повышает качество оцинкования изделий.
Заявляемые технические решения обладают новизной и изобретательским уровнем, так как при проведении поиска по источникам патентной и научно-технической литературы заявителем не выявлены технические решения, аналогичные предлагаемым изобретениям.
Заявляемые способ нанесения цинкового покрытия и установка для его осуществления применимы в машино- и приборостроении, обеспечиваются несложным в изготовлении и работе оборудованием, надежным в работе, не требующим больших материальных затрат. Следовательно, заявляемые технические решения соответствуют критерию "промышленная применимость".
Сущность заявляемых технических решений поясняется чертежами.
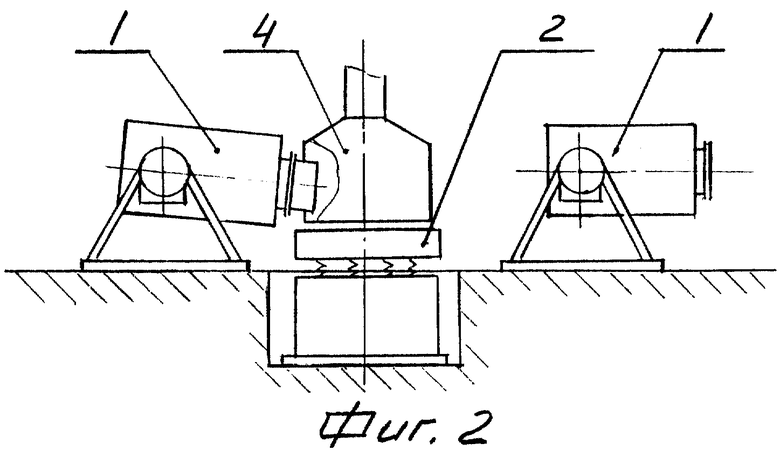
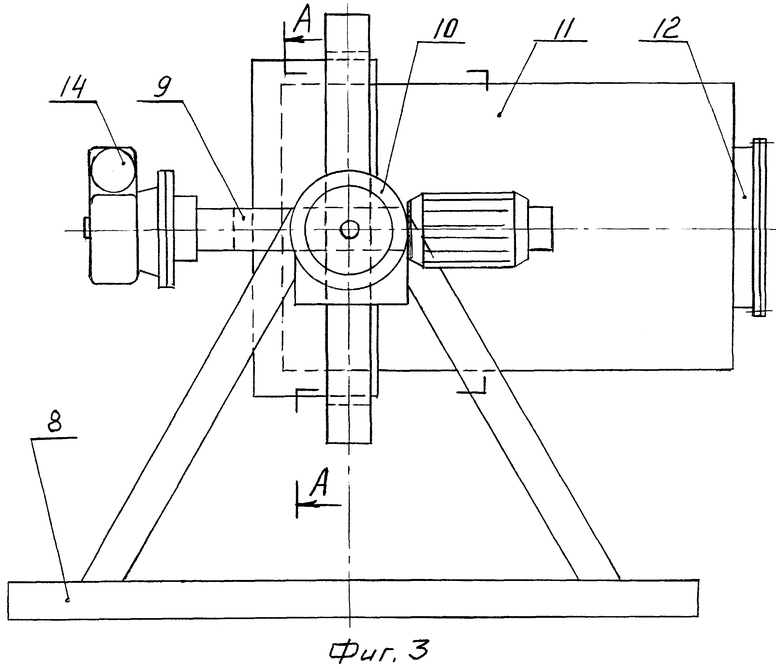
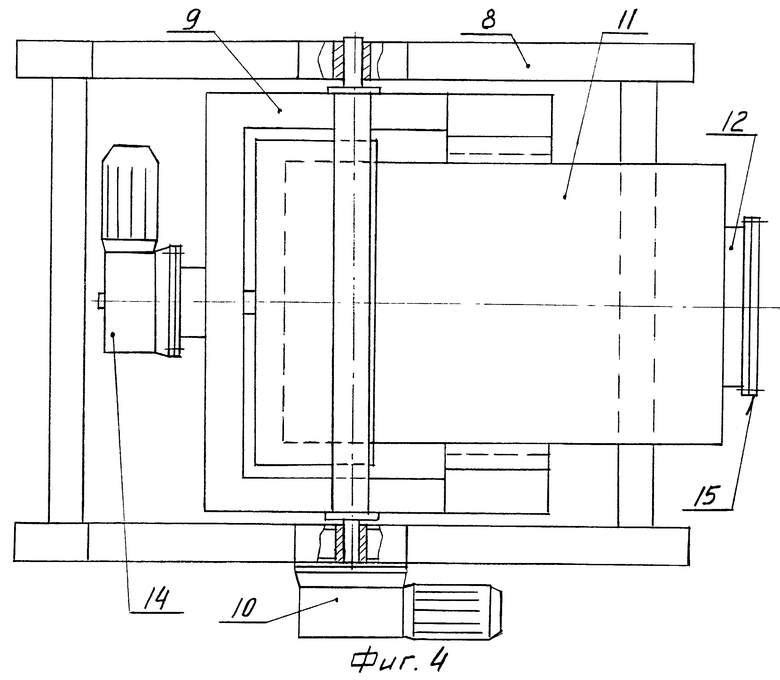
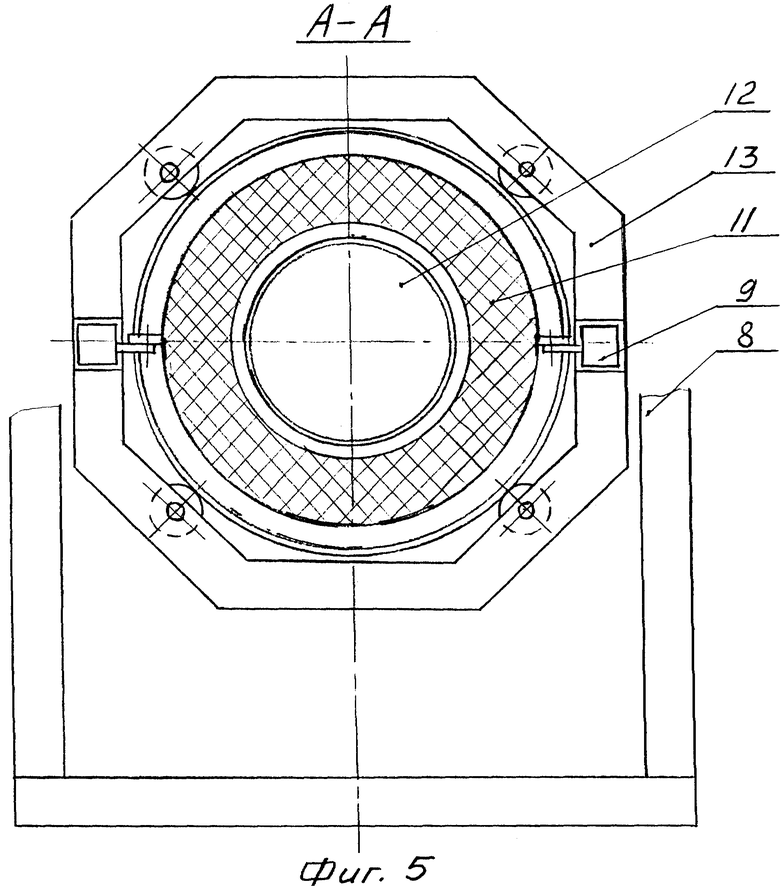
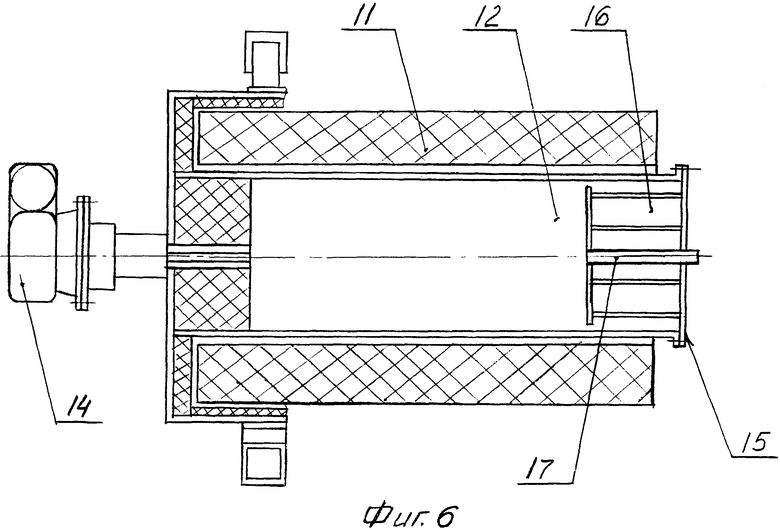
На фиг. 1 изображен план технологической линии, на которой реализуется предлагаемый способ нанесения цинкового покрытия. На фиг. 2 изображена фронтальная проекция этой линии (поз. 3, 5, 6, 7 не показаны). На фиг. 3 показан главный вид установки нанесения цинкового покрытия, на фиг. 4 ее вид сверху, на фиг. 5 изображен ее разрез по А-А. На фиг. 6 показан главный вид поворотной электрической печи.
Для реализации способа нанесения цинкового покрытия в технологической линии предусмотрен участок входного контроля (на плане фиг. 1 не показан), одна или две установки 1 для нанесения цинкового покрытия, вибрационная установка 2 для мойки, полировки и пассивации оцинкованных изделий, замкнутая система 3 подачи и замены моющих полировочных и пассивационных растворов, колпак 4 для отсоса пыли, транспортер 5, сушильная установка 6, короб готовой продукции 7, участок выходного контроля (на плане фиг. 1 не показан).
Установка 1 для нанесения цинкового, покрытия содержит станину 8 с установленной на ней поворотной балкой 9 и приводом наклона 10. На поворотной балке 9 смонтирована электропечь 11, реторта 12, опорное устройство 13, привод вращения реторты 14. Реторта 12 размещена внутри электропечи 11 с возможностью вращения и оснащена крышкой 15, шлюзовой камерой 16, постоянно соединенной с атмосферой посредством дренажного патрубка 17. При необходимости патрубок 17 может быть оснащен фильтром.
Реализация способа нанесения цинкового покрытия происходит на технологической линии с использованием установки для его осуществления.
Процесс термодиффузионного цинкования изделий ведется в следующей последовательности:
- на участке входного контроля производят отбор изделий, пригодных к цинкованию;
- пригодные изделия загружают в реторту установки для нанесения цинкового покрытия;
- засыпают в реторту расчетную порцию засыпной массы насыщающей смеси и закрывают крышку реторты;
- производят процесс термодиффузионного цинкования;
- выгружают изделия из реторты;
- производят мойку, полировку и пассивацию изделий с нанесенным цинковым покрытием;
- сушат оцинкованные изделия:
- производят контроль качества покрытия и годные к использованию изделия отправляют на склад готовой продукции.
Ниже приведено более подробное описание реализации способа нанесения цинкового покрытия на технологической линии с использованием установки для его осуществления.
Электропечь 11 установки 1 для нанесения цинкового покрытия при помощи привода наклона 10 поворачивают в удобное для загрузки положение. Пригодные к цинкованию изделия засыпают в реторту 12 электропечи 11. Туда же засыпают насыщенную смесь, например смесь по патенту N W 09841346 (Shtikan J.), содержащую 80-90% цинка, из расчета засыпной массы, равной 7,8-8,2 г насыщающей смеси на 1 м2 покрываемой поверхности изделий для формирования цинкового покрытия толщиной 1 мкм. Закрывают крышку 15 реторты 12.
С помощью привода наклона 10 переводят электропечь 11 совместно с ретортой 12 в рабочее (горизонтальное) положение. Затем включают нагрев электропечи и привод 14 вращения реторты.
При вращении реторты 12 в горизонтальном положении насыщающая смесь распределяется по всему объему реторты 12 и шлюзовой камеры 16. Поскольку при цинковании используется насыщающая смесь с высоким (до 80-90%) содержанием цинка, в реторте 12 и шлюзовой камере 16 образуется стабильная восстановительная атмосфера. При этом происходит непрерывный сброс избыточного давления в реторте 12 через дренажный патрубок 17 шлюзовой камеры 16. Пары воды, смазки и смазочно-охлаждающих жидкостей, имеющихся на поверхности изделий, удаляются из реторты 12 в атмосферу.
Нагрев цинкуемых изделий и насыщающей смеси, находящихся в реторте, производят до температуры в пределах 360-470oC, производят выдержку изделий при этой температуре в течение 45-60 мин при постоянном вращении реторты 12. После естественного охлаждения реторты с изделиями выключают привод 14 вращения реторты, открывают крышку 15 реторты и поворачивают реторту с помощью привода наклона 10 в сторону вибрационной установки 2 для мойки, полировки и пассивации изделий. Затем снова включают привод 14 вращения реторты и постепенно ссыпают оцинкованные изделия с остатками насыщающей смеси в вибрационную установку 2, где производится мойка, полировка и пассивация оцинкованных изделий. Подача и замена растворов для мойки, полировки и пассивации производится с помощью замкнутой системы 3, исключающей сброс отработанных растворов в канализацию. При этом пыль отсасывается через колпак 4 с помощью аспирационной установки (на фиг. 1 и 2 не показана).
Из вибрационной установки 2 оцинкованные изделия поступают на транспортер 5 сушильной установки 6, где производится их сушка. Высушенные изделия ссыпают в короб готовой продукции 7.
Далее оцинкованные изделия поступают на участок контроля качества (на фиг. 1 не показан), а затем годные к использованию изделия передаются на склад готовой продукции.
В зависимости от требуемой производительности в компановке технологической линии может быть предусмотрено от одной до трех установок термодиффузионного цинкования.
Ниже описан пример конкретного выполнения способа нанесения цинкового покрытия на технологической линии с помощью установки для его осуществления.
Установка для цинкования была оснащена ретортой объемом 90 л. Для цинкования использовалась насыщающая смесь с содержанием цинка 87%. Обработке подвергались шайбы, суммарная поверхность которых составляла 8 м2. Заданная толщина покрытия составляла 40 мкм. Расчетное количество засыпной массы насыщающей смеси составило 2560 г.
Изделия (шайбы) вместе с насыщающей смесью были загружены в реторту, которая затем была закрыта крышкой. Далее реторта с помощью привода наклона была переведена в рабочее (горизонтальное) положение, включены привод вращения реторты и нагрев электропечи. Установленная температура цинкования 420oC была достигнута в течение 58 мин от момента включения нагрева электропечи, а время выдержки изделий и насыщающей смеси при этой температуре составило 55 мин. После окончания процесса цинкования, последующих мойки, полировки, пассивации и сушки изделий они были подвергнуты контролю качества. При проведении контрольных замеров толщины покрытия разброс толщин в партии из 10 деталей составил 40-43 мкм.
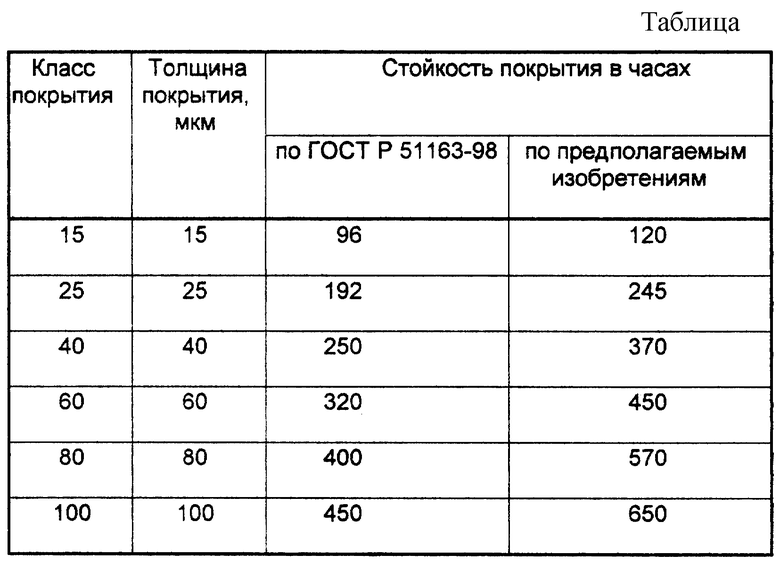
Заявителем были проведены испытания образцов изделий на стойкость цинкового покрытия, полученного с применением предлагаемых изобретений. Стойкость определялась в часах. Образцы подвергались воздействию нейтрального соляного тумана, по составу соответствующего ГОСТ 9.308. Сравнение проводилось с требованиями к покрытию по ГОСТ P 51163-98. Результаты испытаний приведены в таблице.
Таким образом, результатом использования предполагаемых изобретений являются управляемость технологического процесса в части получения определенной толщины цинкового покрытия в течение заданного времени, высокое качество цинкового покрытия, упрощение технологического процесса, сокращение длительности технологического цикла. Предлагаемые технические решения обеспечивают нанесение на изделиях цинкового покрытия толщиной в пределах 15-120 мкм. Это обеспечивает возможность широкого применения заявляемых технических решений в машино- и приборостроении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2533400C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2527593C1 |
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2440439C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2012 |
|
RU2500833C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2527234C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2547057C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ НИЗКО- И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ, ЦВЕТНЫХ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ МЕТОДОМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2014 |
|
RU2570856C1 |
Изобретения относятся к машино- и приборостроению и могут быть применены в технологических процессах химико-термической обработки металлических деталей машин и приборов, в частности при термодиффузионном цинковании стальных деталей. Технический результат состоит в создании возможности получения определенной толщины цинкового покрытия изделий в течение заданного времени, в упрощении технологического процесса, обеспечении высокого качества цинкового покрытия, сокращении длительности технологического цикла. Способ нанесения цинкового покрытия путем термодиффузионного цинкования включает загрузку изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, содержащей 80-90% цинка, причем для формирования цинкового покрытия толщиной 1 мкм засыпная масса насыщающей смеси составляет 7,8-8,2 г на 1 м2, герметизацию реторты, нагрев ее до заданной температуры, выдержку при этой температуре, сброс давления в реторте в течение всего времени процесса цинкования, выгрузку изделий из реторты, мойку и пассивацию их. Установка для нанесения цинкового покрытия содержит станину, закрепленные на ней поворотную балку и привод наклона, поворотную электропечь, смонтированную на поворотной балке, реторту, размещенную в электропечи, привод вращения реторты, при этом со стороны загрузочного отверстия установлена шлюзовая камера, оснащенная дренажным патрубком, имеющим соотношение внутреннего диаметра к длине не менее 1:20, и заполненная насыщающей смесью. 2 с.п. ф-лы., 6 ил., 1 табл.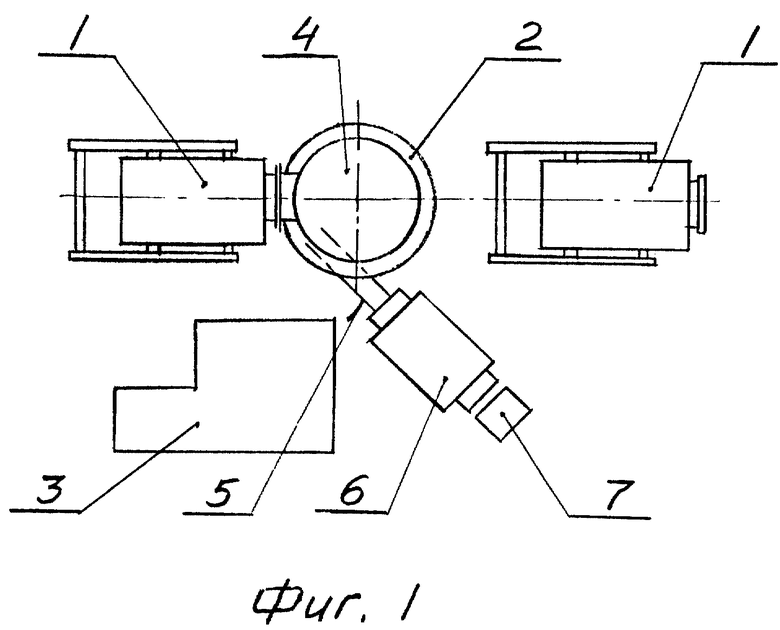
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |
| ЛИНИЯ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2130508C1 |
| СОСТАВ ДЛЯ ДИФФУЗИОННОГО ЦИНКОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2016139C1 |
| ГЛАЗУРЬ | 2006 |
|
RU2306276C1 |
| JP 55134169 A, 18.10.1980. | |||

