Изобретение относится к металлургии жаропрочных сплавов на железоникелевой основе и может быть использовано при создании ответственных конструкций для химической и нефтеперерабатывающей отраслей промышленности, в частности в изготовлении реакционных змеевиков в установках пиролиза.
Температурный интервал работы материала указанных конструкций, подвергающихся воздействию статических нагрузок, находится в пределах 900-1100оС. Одним из главных требований, которые предъявляются к материалам реакционных труб, является требование к уровню их длительной прочности. Не менее важным фактором, влияющим на ресурс работы змеевиков, является структурная стабильность применяемых сплавов, обеспечивающая необходимый уровень механических свойств в процессе эксплуатации. Длительная работа жаропрочных материалов при высоких температурных приводит к заметным изменениям их структуры, уменьшает прочность и особенно ухудшает их низкотемпературную пластичность. В случае расхолаживания змеевика такое состояние сплава приводит к преждевременному разрушению реакционных труб.
Новейшие технологии, обеспечивающие изготовление реакционных змеевиков с высокими эксплуатационными характеристиками, предусматривают использование труб, которые получают методом электрошлакового литья. Электрошлаковое литье обеспечивает высокую чистоту металла по вредным примесям и неметаллическим включениям, формирует стабильную структуру и обеспечивает высокий уровень жаропрочности и жаростойкости. Для качественного изготовления труб методом электрошлакового переплава необходимы качественные полуфабрикаты, изготавливаемые методом горячего обжатия металла. С целью изготовления качественных электродов материал труб следует подвергать горячему пластическому деформированию. Поэтому решающим условием осуществления производственного процесса является высокий уровень технологической пластичности сплава, т. е. деформируемости его в интервале температур 900-1150оС. Повышение способности к горячему деформированию сплава, полученного наиболее экономичным открытым способом выплавки, позволяет изготавливать качественные электроды и получать горячедеформированные полуфабрикатные изделия различного сортамента.
Еще одним требованием к материалам реакционных труб является их низкая склонность к науглероживанию. Нежелательный процесс науглероживания приводит к существенному снижению характеристик пластичности этого класса материалов.
Известен сплав на железоникелевой основе для изготовления деталей реакционных змеевиков, содержащий углерод, никель, хром, кремний, марганец, азот, ниобий, вольфрам и/или молибден, алюминий, медь, железо [1].
Детали из этого сплава имеют низкую эксплуатационную надежность. Изготовление полуфабрикатных изделий из литого сплава практически невозможно, так как сплав не поддается горячему деформированию.
В качестве прототипа выбран сплав, содержащий, мас.%: Углерод 0,3-0,6 Азот 0,04-0,15 Хром 20-30 Никель 30-40 Ниобий 0,3-1,5 Вольфрам 0,5-3,0 Молибден 0,2-0,8 Титан 0,04-0,5 Кремний <2,0 Марганец <2,0 Бор 0,0002-0,004 Алюминий 0,02-0,5 Медь <3,0 Железо Остальное [2].
Этот сплав, несмотря на стойкость к науглероживанию, имеет невысокие длительную прочность и структурную стабильность. Эти недостатки сплава являются причиной неудовлетворительных эксплуатационных характеристик, изготавливаемых из сплава деталей реакционных змеевиков: ресурса работы и эксплуатационной надежности. Кроме того, низкая способность сплава к горячему деформированию исключает возможность получения из него качественных полуфабрикатных изделий.
Задачей изобретения является создание жаропрочного сплава, обеспечивающего повышение эксплуатационной надежности и ресурса работы изготавливаемых из него ответственных деталей реакционных змеевиков в установках нефтепереработки. Поставленная задача может быть решена при осуществлении изобретения за счет достигаемого технического результата, заключающегося в увеличении длительной прочности, структурной стабильности и способности к горячему деформированию сплава.
Увеличение длительной прочности, структурной стабильности и горячей деформируемости жаропрочного сплава достигается тем, что сплав на железоникелевой основе, содержащий углерод, азот, хром, никель, ниобий, вольфрам, молибден, титан, кремний, марганец, бор, алюминий, медь, дополнительно содержит магний, цирконий и иттрий при следующем соотношении ингредиентов, мас. % : Углерод 0,35-0,55 Азот 0,02-0,05 Хром 22-27 Никель 25-40 Ниобий 1-2 Вольфрам 0,5-5 Молибден 0,2-0,6 Титан 0,05-0,6 Кремний 0,8-2 Марганец 0,8-1,5 Бор 0,0005-0,005 Алюминий 0,1-1 Медь 0,1-1 Магний 0,01-0,1 Цирконий 0,005-0,15 Иттрий 0,008-0,1 Железо Остальное при выполнении условия % C + %N -  = 0,24 - 0,28 % .
= 0,24 - 0,28 % .
Помимо рафинирующего и модифицирующего действия, которое проявляется лишь в жидком металле, введение в жаропрочный сплав магния, циркония и иттрия уменьшает на границе зерен количество эвтектических образований и изменяет их морфологию. Эти элементы вследствие своего большого атомного радиуса, низкой растворимости и неспособности к созданию с другими элементами избыточных фаз, непосредственно влияют на формирование эвтектической фазы и образуют сегрегационные зоны вблизи границ раздела твердый раствор - эвтектическая фаза. Образование сегрегаций, устойчивых к воздействию высоких температур, уменьшает скорость диффузионных процессов на границе раздела фаз и увеличивает сцепление эвтектических фаз с твердым раствором. Вследствие этого у заявленного сплава в интервале температур 900-1100оС величина критической деформации, при которой на границе раздела фаз возникает трещина, возрастает, а характер разрушения становится преимущественно транскристаллитным.
Металлографические исследования показывают существенные отличия в структуре заявляемого сплава по сравнению с известным: меняется морфология и сокращаются размеры эвтектических образований, строение эвтектики становится более тонким, увеличивается степень изолированности эвтектических образований. Такое изменение структуры следует расценивать как свидетельство влияния мощных сегрегаций, возникающих из атомов магния, циркония и иттрия в приграничных объемах.
Таким образом, изменение характера структуры и увеличение степени критической деформации обеспечивает структурную стабильность, повышает длительную прочность и способность к горячей деформации.
Кроме того, выполнение условия
%C + %N -  = 0,24...0,28 % позволяет связать ниобий и титан с углеродом и азотом в карбиды (карбонитриды) ниобия и титана и получить остаточное содержание углерода и азота на уровне 0,24...0,28%, которое расходуется на формирование дисперсных карбидов хрома типа Ме23 (C,N)6, являющихся также непосредственной причиной повышения длительной прочности сплава. При меньшем остаточном содержании углерода и азота наблюдается снижение прочностных характеристик сплава, а большее чем 28% приводит к резкому снижению структурной стабильности в результате пограничного выпадения глыбообразных карбидов при снижении температуры. При этом возможно хрупкое разрушение конструкции.
= 0,24...0,28 % позволяет связать ниобий и титан с углеродом и азотом в карбиды (карбонитриды) ниобия и титана и получить остаточное содержание углерода и азота на уровне 0,24...0,28%, которое расходуется на формирование дисперсных карбидов хрома типа Ме23 (C,N)6, являющихся также непосредственной причиной повышения длительной прочности сплава. При меньшем остаточном содержании углерода и азота наблюдается снижение прочностных характеристик сплава, а большее чем 28% приводит к резкому снижению структурной стабильности в результате пограничного выпадения глыбообразных карбидов при снижении температуры. При этом возможно хрупкое разрушение конструкции.
Сопоставительный анализ с прототипом показывает, что заявляемый жаропрочный сплав отличается тем, что дополнительно содержит магний, цирконий и иттрий при следующем соотношении ингредиентов, мас.%: Углерод 0,35-0,55 Азот 0,02-0,05 Хром 22-27 Никель 25-40 Ниобий 1-2 Вольфрам 0,5-5 Молибден 0,2-0,6 Титан 0,05-0,6 Кремний 0,8-2 Марганец 0,8-1,5 Бор 0,0005-0,005 Алюминий 0,1-1 Медь 0,1-1 Магний 0,01-0,1 Цирконий 0,005-0,15 Иттрий 0,008-0,1 Железо Остальное при выполнении условия %C + %N -  = 0,24...0,28 % .
= 0,24...0,28 % .
Таким образом, новое техническое решение соответствует критерию изобретения "новизна".
Известно использование магния, циркония и иттрия в качестве легирующих добавок в высокопрочной литейной конструкционной стали для повышения пластичности и ударной вязкости. Однако для такого типа низкоуглеродистых сталей, в которых отсутствуют условия для образования эвтектических фаз, а доля карбидных фаз ничтожно мала, состояние границ не может оказывать при длительных нагружениях существенного влияния на уровень длительной прочности. Положительное влияние магния, циркония и иттрия в известной стали проявляется лишь через очищение расплава от серы и кислорода и через увеличение центров кристаллизации. Окончание кристаллизации сплава, в котором не образуются эвтектические фазы, происходит при значительно более высоких температурах и с большими скоростями. Такой характер затвердевания сплава не способствует образованию сегрегационных зон, поскольку при предплавильных температурах границы зерен мигрируют с большими скоростями, и захват ими атомов магния, циркония и иттрия маловероятен.
Из уровня техники не известен сплав с составом ингредиентов, при котором бы выполнялось условие
%C + %N -  = 0,24...0,28 % .
= 0,24...0,28 % .
Следовательно, из известного уровня техники не выявляется влияние предписываемых заявляемым техническим решением преобразований на достижение технического результата. Таким образом, предполагаемое изобретение отвечает требованию изобретательского уровня.
В металлургическом цехе ЦНИИ конструкционных материалов проведены выплавка, пластическая и термическая обработка, исследованы свойства заявляемого сплава, сплава с составом ингредиентов, выходящим за пределы заявляемых концентраций, а также сплава, совпадающего по составу с прототипом. Оценивались свойства сплавов, полученных как открытой выплавкой, так и после электрошлакового переплава.
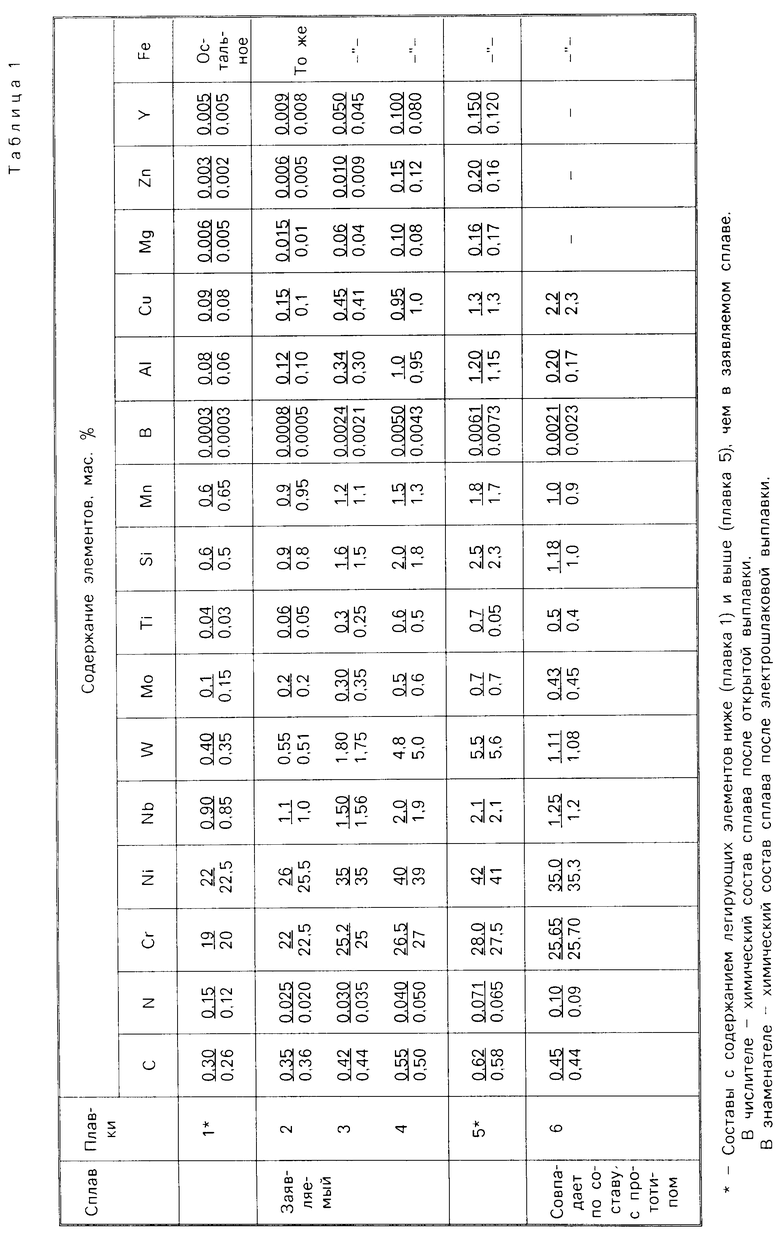
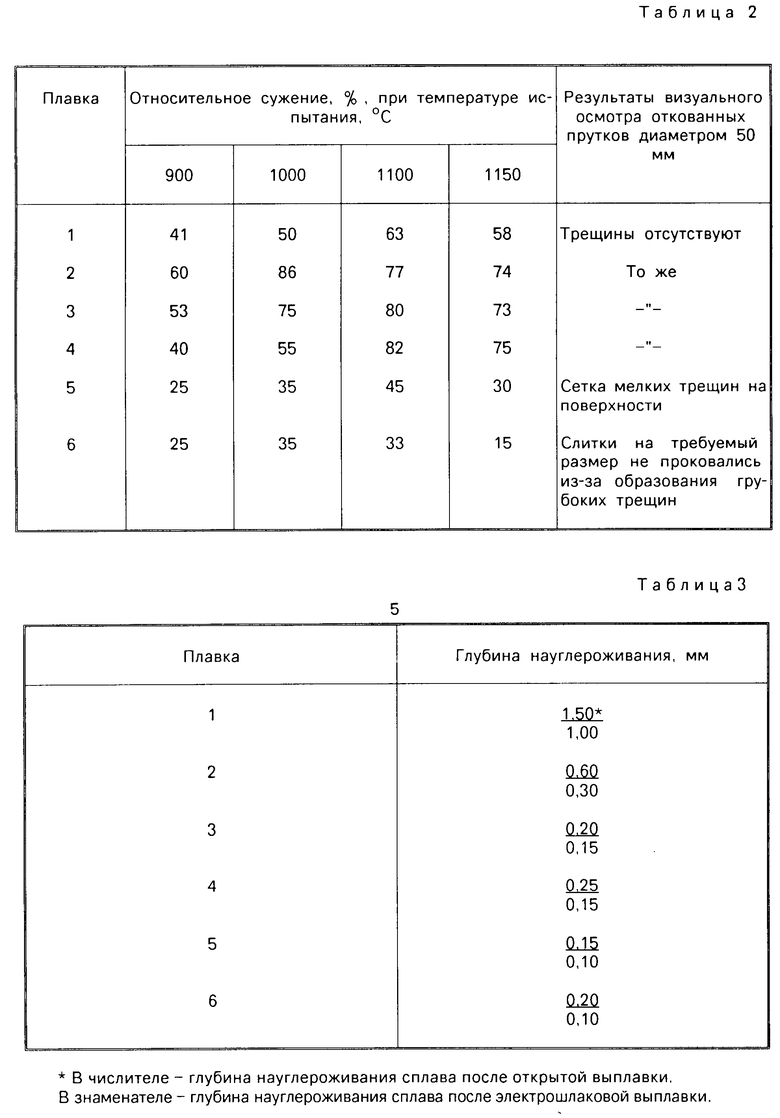
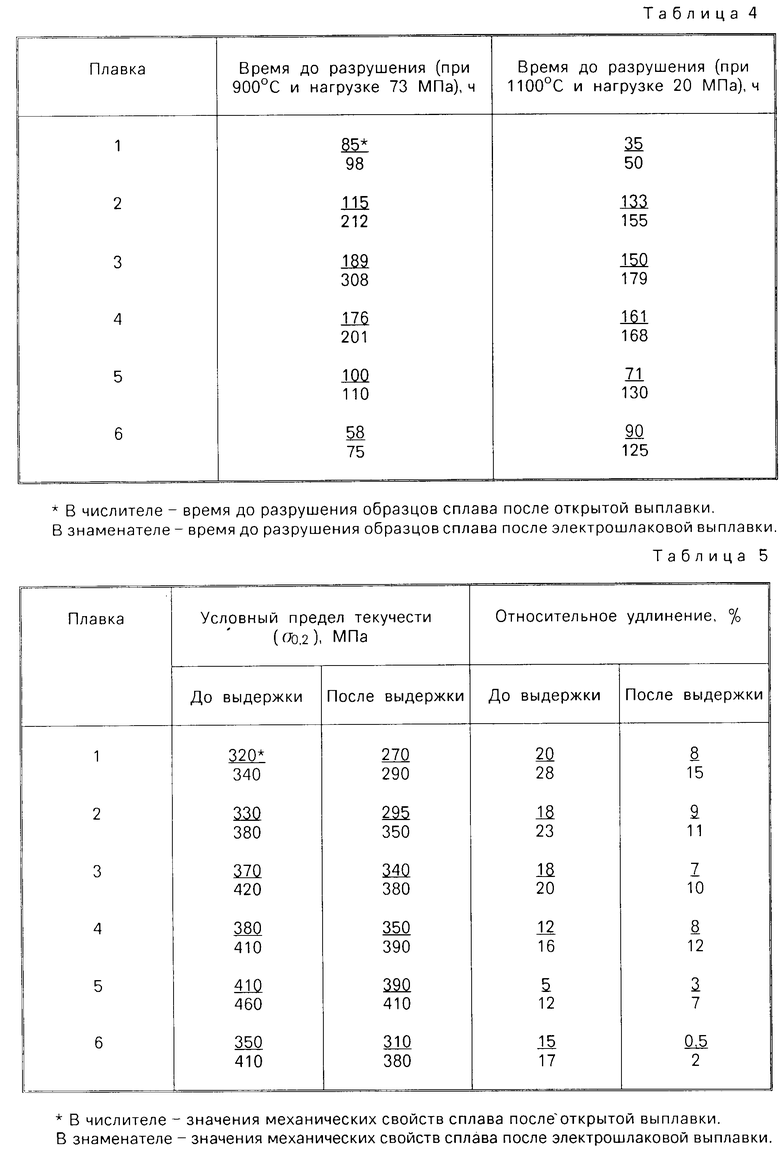
В табл. 1 приведены химические составы испытанных сплавов; в табл. 2 - результаты определения горячей деформируемости сплавов, полученных открытой выплавкой; в табл. 3 - оценка сопротивления науглероживанию; в табл. 4 - результаты определения длительной прочности сплавов; в табл. 5 - результаты определения структурной стабильности сплавов.
Операции выплавки и последующего металлургического передела, исследование свойств проводилось для всех сплавов в одних и тех же условиях.
Сплавы получали в открытой индукционной печи с использованием высококачественных шихтовых материалов. Жидкий металл разливали по четырем чугунным изложницам. Вес слитка, имеющего длину 700 мм и диаметр 90 мм, составлял примерно 25 кг.
Из центральной по высоте части слитка на расстоянии 7 мм от края вырезали заготовки и продольные цилиндрические разрывные образцы с диаметром рабочей части 6 мм и длиной 30 мм. Другие два слитка подвергали электрошлаковому переплаву и получали после переплава слитки с длиной 500 мм и диаметром 120 мм. Из слитков также вырезали заготовки и разрывные образцы. Четвертый слиток перековывался на пруток диаметром 50 мм.
Из табл. 1 видно, что химический состав слитков после электрошлакового переплава практически не отличается от химического состава слитков, выплавленных открытой выплавкой.
Оценку горячей деформируемости производили по результатам высокотемпературных испытаний разрывных образцов при температурах 900, 1000, 1100 и 1500оС. После разрушения образцов определяли величины относительного сужения - наиболее показательного критерия деформируемости металлов. Способность исследуемых сплавов к горячей деформируемости также оценивали и по результатам прямых визуальных наблюдений за процессом ковки слитков на пруток и осмотром откованных изделий. Ковка производилась в интервале температур 1150-900оС и включала следующие операции: нагрев слитков и последующую их выдержку в течение 1 ч при температуре 1150оС, деформирование слитков на ковочном молоте на пруток, охлаждение прутков на воздухе. После охлаждения прутки осматривались с целью установления наличия трещин. В ряде случаев, когда глубокие трещины образовывались уже при первых обжатиях, ковку прекращали. Результаты определения относительного сужения и прямых визуальных наблюдений приведены в табл. 2.
Жаростойкость исследуемых сплавов оценивалась по сопротивляемости их науглероживанию. Науглероживание образцов производили при 1000оС в кварцевой капсуле, заполненной древесным углем и графитом. Количественную оценку осуществляли по измерению глубины науглероженного слоя, выявляемого металлографическим путем или методом микротвердости. Результаты определения глубины науглероживания у исследуемых сплавов представлены в табл. 3.
Испытания на длительную прочность проводили по времени до разрушения образцов при 900 и 1100оС и соответственно при нагрузках 73 и 20 МПа. Результаты испытаний представлены в табл. 4.
Определение влияния высокотемпературной выдержки на структурную стабильность производили по результатам оценки стабильности механических свойств (условный предел текучести и полное удлинение) исследованных сплавов до и после их выдержки при 1050оС в течение 100 ч. Механические испытания разрывных образцов были выполнены при 20оС. Результаты испытаний представлены в табл. 5.
Из полученных результатов исследований следует, что заявляемый сплав как после открытой выплавки, так и после электрошлакового переплава превосходит сплав, совпадающий по составу с прототипом, по уровню длительной прочности и по структурной стабильности. По сравнению со сплавом, совпадающим по составу с прототипом, горячая деформируемость заявляемого сплава, выплавленного открытым способом, значительно выше, что позволило получить качественные полуфабрикатные изделия для последующего электрошлакового переплава. Сопротивляемость науглероживанию заявляемого сплавов находится примерно на одном уровне.
Сплав, количественное содержание ингредиентов в котором ниже нижнего предела концентраций заявляемого сплава, (плавка 1) обладает худшим комплексом свойств.
Сплав, в котором содержание ингредиентов превышает верхний предел концентраций заявляемого сплава (плавка 5), обладает удовлетворительным комплексом свойств, однако имеет низкую горячую деформируемость.
Изготовление ответственных деталей для химических и нефтеперерабатывающих установок из заявляемого сплава позволит повысить ресурс работы и эксплуатационную надежность реакционных змеевиков за счет увеличения его длительной прочности и структурной стабильности. Высокая горячая деформируемость заявляемого сплава обеспечит возможность получения качественных полуфабрикатных изделий, необходимых для изготовления труб методом электрошлакового переплава, обладающих высокими эксплуатационными характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ ЖАРОСТОЙКИХ СПЛАВОВ | 2008 |
|
RU2373039C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2008 |
|
RU2350674C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 1994 |
|
RU2119968C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2011 |
|
RU2447172C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ КОНСТРУКЦИЙ ВЫСОКОТЕМПЕРАТУРНЫХ УСТАНОВОК | 2008 |
|
RU2385360C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2425901C1 |
| Гранулируемый свариваемый жаропрочный никелевый сплав и изделие, выполненное из него | 2023 |
|
RU2824504C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2013 |
|
RU2543587C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ И ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2005 |
|
RU2302326C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2014 |
|
RU2570130C1 |
Изобретение может быть использовано в изготовлении ответственных конструкций для химической и нефтеперерабатывающей отраслей промышленности. Увеличение длительной прочности сплава, его структурной стабильности и способности к горячему деформированию позволяет повысить эксплуатационную надежность и ресурс работы изготавливаемых из него конструкционных деталей, работающих в интервале температур 900 - 1100°С. В сплав дополнительно вводится магний, цирконий и иттрий при следующем соотношении ингредиентов, мас.%: углерод 0,35 - 0,55; азот 0,02 - 0,05; хром 22 - 27; никель 25 - 40; ниобий 1 - 2; вольфрам 0,5 - 5; молибден 0,2 - 0,6; титан 0,05 - 0,6; кремний 0,8 - 2; марганец 0,8 - 1,5; бор 0,0005 - 0,005; алюминий 0,1 - 1; медь 0,1 - 1; магний 0,01 - 0,1; цирконий 0,005 - 0,15; иттрий 0,008 - 0,1, железо - остальное, причем обязательно должно выполняться условие %С + %N - (Nb + 2 x % Ti) : 10 = 0,24...0,28%. 5 табл.
ЖАРОПРОЧНЫЙ СПЛАВ на железоникелевой основе, содержащий углерод, азот, хром, никель, ниобий, вольфрам, молибден, титан, кремний, марганец, бор, алюминий, медь, отличающийся тем, что он дополнительно содержит магний, цирконий и иттрий при следующем соотношениии ингредиентов, мас.%:
Углерод - 0,35 - 0,55
Азот - 0,02 - 0,05
Хром - 22 - 27
Никель - 25 - 40
Ниобий - 1 - 2
Вольфрам - 0,5 - 5
Молибден - 0,2 - 0,6
Титан - 0,05 - 0,6
Кремний - 0,8 - 2,0
Марганец - 0,8 - 1,5
Бор - 0,0005 - 0,005
Алюминий - 0,1 - 1,0
Медь - 0,1 - 1,0
Магний - 0,01 - 0,1
Цирконий - 0,005 - 0,15
Иттрий - 0,008 - 0,1
Железо - Остальное
при выполнении условия
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

