Изобретение относится к металлургии, в частности к способам упрочнения режущего и штампового инструмента.
Известен способ упрочнения режущего инструмента, включающий ионное азотирование, ионную чистку, изотермическую выдержку в аргоновой плазме тлеющего разряда при температуре 400-550оС и последующее осаждение покрытия [1]. Недостатком известного способа является невысокая стойкость инструмента из-за недостаточной прочности сцепления между покрытием и азотированной подложкой.
Наиболее близким по технической сущности к предлагаемому является способ упрочнения, включающий ионное азотирование, обработку азотированной поверхности в тлеющем разряде при температуре 400-500оС в течение 10-30 мин с последующей конденсацией покрытия [2]. Недостатком указанного способа также является относительная невысокая адгезия покрытия к азотированной основе.
Целью изобретения является повышение износостойкости инструмента путем увеличения адгезии покрытия к основе из упрочненных инструментальных сталей, в том числе карбидосталей.
Обеспечивается это тем, что непосредственно до азотирования основы и после него дополнительно проводят обработку основы в плазме тлеющего разряда.
Указанный отличительный признак является существенным, т.к. позволяет обеспечить достижение положительного эффекта, выраженного в повышении стойкости за счет улучшения адгезии покрытия к основе и ранее никогда не был известен.
Проведение дополнительной обработки в плазме тлеющего разряда перед ионным азотированием позволяет удалить тонкий дефектный поверхностный слой, что особенно важно для материалов с пониженной шлифуемостью, в частности карбидосталей. Одновременно это улучшает условия азотирования, структуру упрочненного слоя и снижает неблагоприятные растягивающие остаточные напряжения в зоне, непосредственно примыкающей к поверхности инструмента. Это вызывает увеличение адгезии покрытия и стойкости упрочненного инструмента. Проведение обработки в плазме тлеющего разряда после азотирования позволяет выполнить тщательное ионное травление поверхности, освободить ее от тонкого (толщиной около 1 мкм) слоя нитридов, возникающих в процессе азотирования и обуславливающих из-за своей химической инертности ухудшение адгезии покрытия к основе: убрать следы окислов на поверхности, формируемых при азотировании, т. е. сделать ее практически ювенильно чистой, что обеспечивает повышение адгезии покрытия. Затем выполняют осаждение многослойного покрытия из нитрида титана или подобных соединений. Этим достигается как высокая адгезия, так и стойкость упрочненного инструмента.
Предлагаемый способ комплексного упрочнения инструмента осуществляют следующим образом.
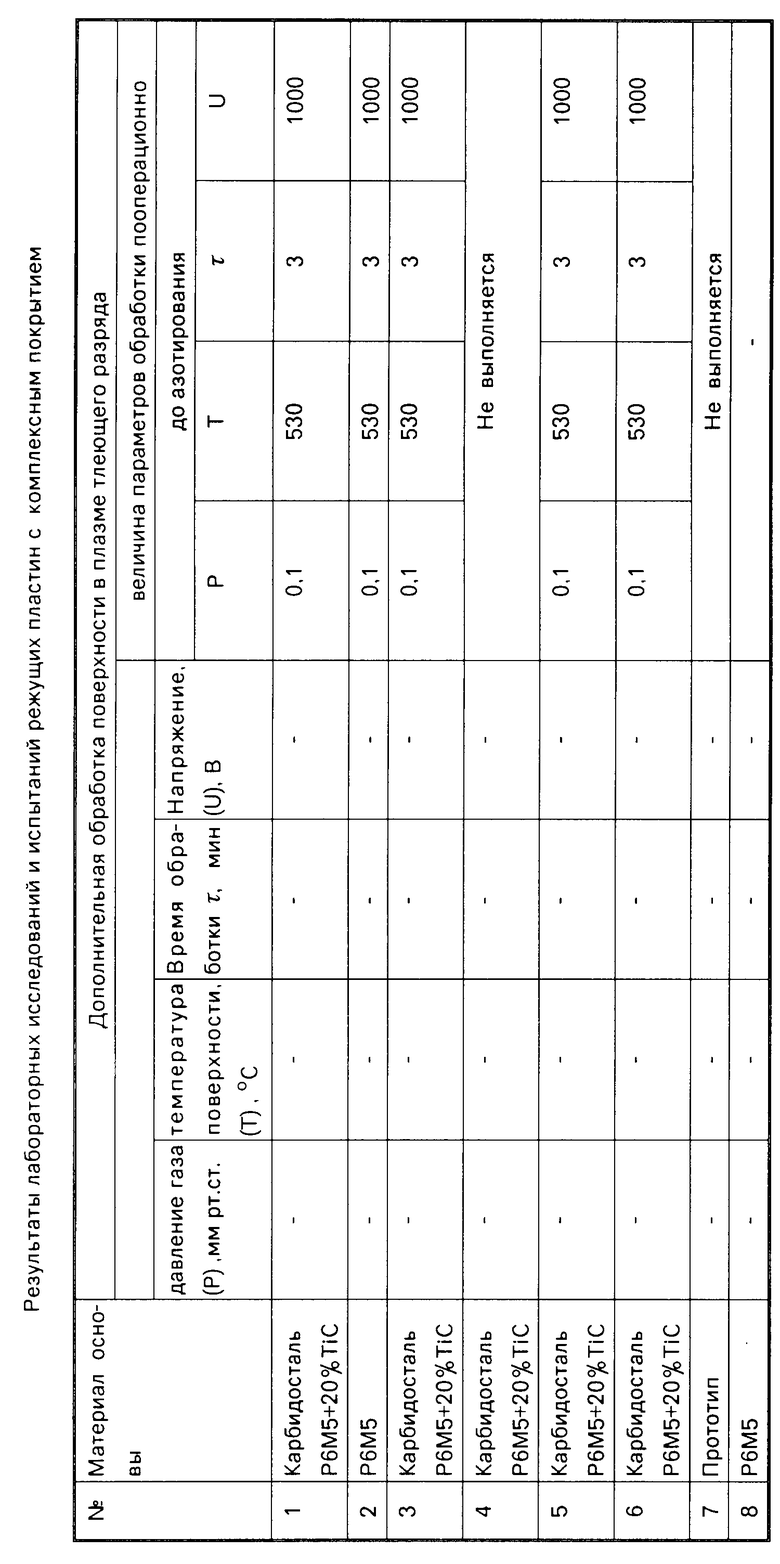
П р и м е р 1. Изготавливают режущий инструмент - сменные многогранные пластины со стороной квадрата 12 мм из карбидостали Р6М5 + 20% TiC. Упрочнения проводят в два этапа. После предварительной промывки на первом этапе инструмент устанавливают в приспособление и помещают в установку для ионной химико-термической обработки НШВ - 6/10.6И1.
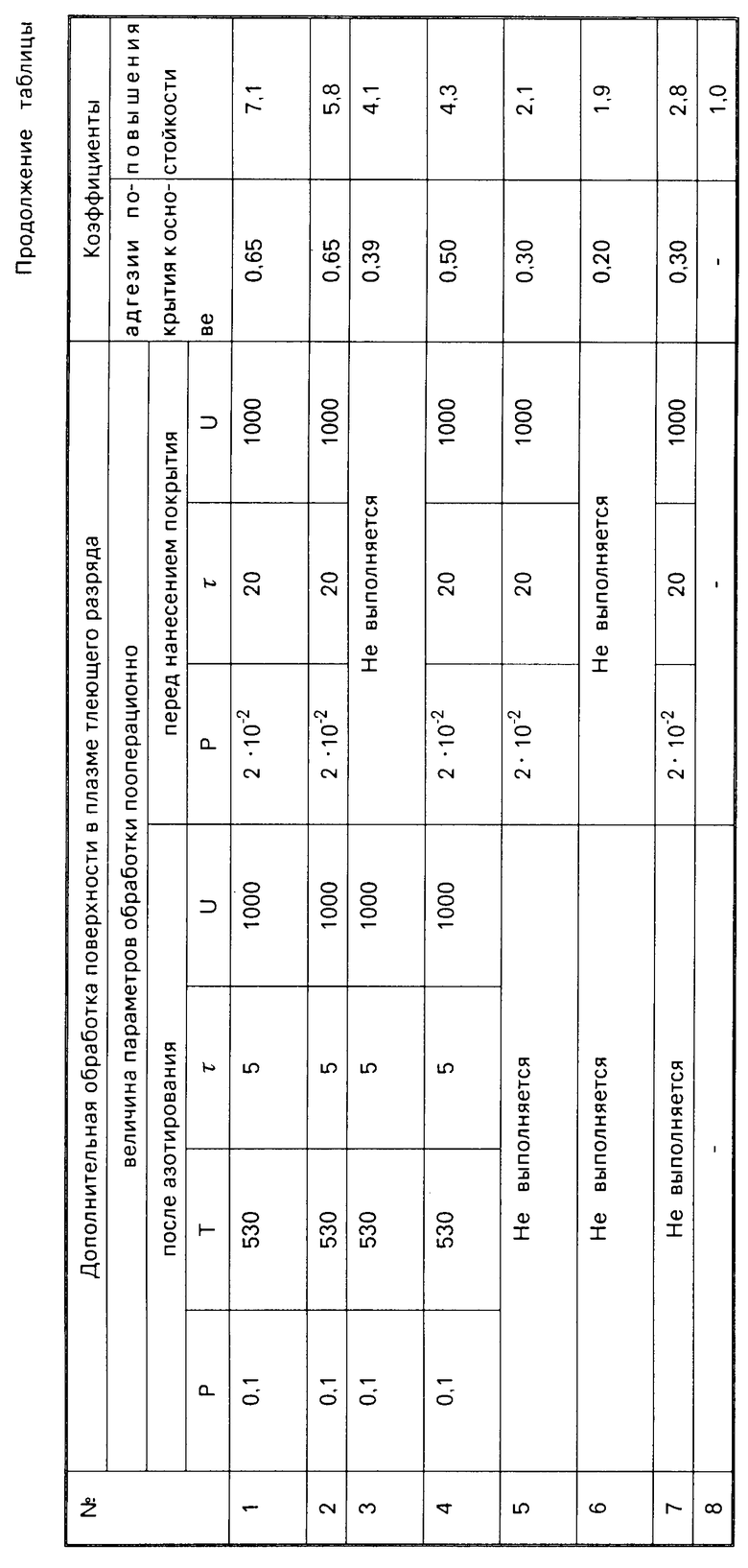
Вначале выполняют обработку поверхности инструмента в тлеющем разряде при следующих параметрах: давление аммиака - 0,1 мм рт.ст.; температура - 530оС; длительность - 3 мин; напряжение - 1000 В. Последующую азотацию проводят в тлеющем разряде при следующих параметрах обработки: давление аммиака - 2 мм рт.ст.; температура на поверхности азотируемого изделия - 530оС; плотность ионного тока - 0,3 мА/см2; время насыщения - 15 мин. После завершения азотирования дополнительно проводят вторую обработку в тлеющем разряде в течение 5 мин при прочих параметрах обработки, аналогичных первой стадии.
На следующем этапе азотированный инструмент устанавливают в поворотное устройство установки ННВ 6.6-И1 для нанесения ионно-плазменных покрытий из нитрида титана.
В камеру установки напускают азот при давлении 2х10-2 мм рт.ст., включают поворотное устройство, прикладывают к барабану с инструментом отрицательное напряжение величиной 1000 В и выполняют третью обработку инструмента в тлеющем разряде в течение 20 мин. Затем включают испарители и продолжают ионную чистку в импульсном режиме. Параметры обработки: общее время - до 4 мин; длительность импульса - 0,5 мин; длительность паузы - 0,5 мин. Температура нагрева - 500оС. Откачивают камеру до давления 3х10-3 мм рт.ст. Снижают опорное напряжение до 200 В и осаждают износостойкое покрытие.
Адгезия покрытия к основе определялась методом склерометрии [3] при нагрузке 5Н. Режущие свойства пластин с комплексным упрочнением изучают при продольном точении стали 45 на станке 1К62 при следующих режимах резания: скорость - 60 м/мин; подача - 0,25 мм/об; глубина - 1,0 мм. Определяют относительную стойкость инструмента при величине износа по задней грани - 0,5 мм.
П р и м е р 2. Аналогичен примеру 1, но инструмент изготовляют из стали Р6М5.
П р и м е р 3. Аналогичен примеру 1, но дополнительная обработка в тлеющем разряде непосредственно перед нанесением покрытия не выполняется. Это ухудшает адгезию покрытия к основе.
П р и м е р 4. Аналогичен примеру 1, но дополнительная обработка в тлеющем разряде перед азотированием не выполнена. Это вызывает некоторое снижение адгезии и стойкости, т.к. дефектный поверхностный слой не удален.
П р и м е р 5. Аналогичен примеру 1, но дополнительная обработка в тлеющем разряде после азотирования не выполнена. В результате на поверхность остается тонкая нитридная пленка, заметно ухудшающая адгезию и стойкость.
П р и м е р 6. Аналогичен примеру 1, но дополнительная обработка в тлеющем разряде не проводится как после азотирования, так и перед нанесением покрытия. Адгезия такого покрытия и стойкость минимальны.
П р и м е р 7 (прототип). Аналогичен примеру 1, но дополнительная обработка в тлеющем разряде не выполняется ни до, ни после азотирования. Адгезия покрытия, а соответственно и стойкость инструмента невелики.
Оптимальным является способ комплексного упрочнения инструментальных сталей, включающий нанесение износостойких покрытий из нитридов титана на азотированную в тлеющем разряде инструментальную основу, причем до и после процесса азотирования выполняют дополнительную обработку поверхности в тлеющем разряде. Одновременно непосредственно перед конденсацией износостойкого покрытия также выполняют обработку поверхности в тлеющем разряде.
Такой способ упрочнения обеспечивает высокую адгезию покрытия к основе. С другой стороны, нанесение покрытия из нитридов титана на азотированную подложку позволяет обеспечить повышенную стойкость инструмента (см. таблицу). В процессе испытаний инструмент, упрочненный по предлагаемому способу, показал стабильное увеличение адгезии покрытия к подложке по сравнению с инструментом, упрочненным комплексным покрытием по способу, описанному в прототипе (пример 7).
Предлагаемый способ комплексного упрочнения инструмента позволяет повысить его надежность и сопротивление знакопеременным нагрузкам, возникающим в процессе резания. Таким образом, использование инструмента создает положительный эффект в повышении адгезии износостойкого покрытия к упрочненной основе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОГО УПРОЧНЕНИЯ ИНСТРУМЕНТА ДЛЯ БЫСТРОРЕЖУЩИХ СТАЛЕЙ, СОДЕРЖАЩИХ БОЛЕЕ 3% ВАНАДИЯ | 1991 |
|
RU2015199C1 |
| СПОСОБ УПРОЧНЕНИЯ ШТАМПОВ ИЗ ПОЛУТЕПЛОСТОЙКИХ СТАЛЕЙ | 1991 |
|
RU2022052C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1990 |
|
RU2044801C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА, ИЗГОТОВЛЕННОГО ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2009 |
|
RU2413793C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2008 |
|
RU2386726C1 |
| Способ комбинированного упрочнения режущего инструмента | 2018 |
|
RU2708024C1 |
| Способ комплексной ионно-плазменной обработки металлорежущих инструментов из быстрорежущей стали | 2024 |
|
RU2822379C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОВЕРХНОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2003 |
|
RU2241782C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2760309C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2634400C1 |
Изобретение относится к металлургии, в частности к способам упрочнения режущих и штамповых инструментов с покрытиями. Сущность изобретения: перед ионным азотированием и после него дополнительно проводят обработку инструментальной основы аргоновой плазмой тлеющего разряда, что сначала позволяет удалить тонкий дефектный поверхностный слой, тем самым улучшая условия азотирования снижением неблагоприятных растягивающих остаточных напряжений в поверхностном слое инструмента, а после азотирования позволяет выполнить тщательное ионное травление поверхности основы, освободив ее от тонкого (толшиной около 1 мкм) слоя нитридов и следов окислов, возникающих в процессе азотирования и обуславливающих из-за своей химической инертности ухудшение адгезии покрытия к основе. Затем после переноса изделия в камеру ионно-плазменного нанесения и после очистки и нагрева основы выполняют осаждение многослойного покрытия из нитрида титана или подобных соединений. Способ комплексной обработки существенно повышает надежность и сопротивление инструмента знакопеременным нагрузкам, возникающим в процессе резания. 1 табл.
СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА из быстрорежущих сталей и карбидосталей, включающий ионное азотирование основы инструмента, последующие очистку, нагрев основы в аргоновой плазме тлеющего разряда и осаждение ионно-плазменных покрытий, состоящих из нитридов переходных металлов IV - VI групп Периодической системы, отличающийся тем, что перед азотированием основы и после него дополнительно проводят обработку основы в плазме тлеющего разряда.
| Авторское свидетельство СССР N 1441824, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
