Изобретение относится к комплексным методам ионно-плазменной обработки поверхности изделий и может быть использовано в различных отраслях промышленности при изготовлении режущего инструмента и других изделий, обладающих высокой твердостью и износостойкостью.
Известны способы обработки поверхности для придания твердости и износостойкости рабочим поверхностям режущего инструмента, среди которых азотирование, покрытие нитридами металлов. Верещака А.С., Третьяков И.П. “Режущие инструменты с износостойкими покрытиями”. - М.: Машиностроение, 1986 г, 192 с., патенты РФ №№2026413, 2026414.
Нанесение износостойких покрытий на инструментальные стали позволяет создать на поверхности композиционный материал, обладающий высокой поверхностной твердостью в сочетании с вязкой основой. Проблемой остается нижележащий слой, твердость которого, как правило, существенно меньше твердости покрытия. Деформация нижележащего слоя является основной причиной выхода из строя инструмента с покрытием.
Наиболее близким по технической сущности и взятый нами в качестве прототипа является способ ионно-плазменной обработки, включающий предварительную ионную очистку поверхности при давлении газа от 1 до 10 мм рт. ст. путем создания электродугового разряда между эмиссионным катодом и вспомогательным анодом с образованием в межэлектродном пространстве плазмы, подачу отрицательного напряжения 1000В на обрабатываемую деталь с последующей обработкой ее поверхности положительно заряженными ионами, окончательную обработку поверхности ведут в атмосфере азота или азотсодержащего газа в течение 5 ч при температуре 400-550°С в тлеющем разряде с одновременной подачей отрицательного напряжения 4000 В на обрабатываемую деталь и обработку ее поверхности положительно заряженными ионами. ("Thin Solid Films", 96 (1982) pp. 103-108. A.S. Korhonen, E.N. Sirvio "A new low pressure plasma nitriding method.").
Недостатком известного способа является пониженная твердость и износостойкость обработанного инструмента в связи с тем, что азотирование осуществляют при повышенной до 400°С температуре в течение 5 ч, а это ведет к снижению твердости и износостойкости обрабатываемого инструмента.
Техническим результатом изобретения является повышение твердости и износостойкости режущего инструмента.
Технический результат достигается за счет того, что в способе ионно-плазменной обработки стальной поверхности режущего инструмента, включающем предварительную ионную очистку поверхности в нагретом состоянии при пониженном давлении газа путем создания электродугового разряда между эмиссионным катодом и вспомогательным анодом с образованием в межэлектродном пространстве плазмы, подачу отрицательного напряжения на обрабатываемую деталь с последующей обработкой ее поверхности положительно заряженными ионами, дальнейшую обработку в атмосфере азота или азотсодержащего газа при повышенной температуре в тлеющем разряде и подачу отрицательного напряжения на обрабатываемую деталь, перед обработкой инструмент предварительно нагревают до температуры 250-350°С и поддерживают ее на всех стадиях обработки. Ионную очистку поверхности ведут в течение 0,1-0,5 ч при давлении газа в камере не выше 0,01 Па и отрицательном напряжении 500-1500В, подаваемом на обрабатываемую деталь. После ионной очистки подают положительное напряжение на анод основного разряда, затем отсекают от обрабатываемой поверхности поток ионов металла, исходящий от электродугового разряда, и одновременно пропускают поток электронов на анод основного разряда, возбуждая и поддерживая в камере тлеющий разряд, и в этих условиях ведут азотирование в течение 0,5-2,0 ч при давлении азота или азотсодержащего газа 0,1-1,0 Па и отрицательном напряжении 200-500В на обрабатываемом инструменте, а температуру инструмента при этом поддерживают от 250 до 350°С, либо меняют периодически в пределах 250-350°С от верхнего значения к нижнему и обратно с цикличностью в пределах 0,25 ч. После азотирования создают в камере давление не более 0,0015 Па, обеспечивают доступ металлической части плазмы электродугового разряда на обрабатываемую поверхность и производят ионно-плазменное напыление слоем нитрида металла эмиссионного катода толщиной в пределах 0,5-2,0 мкм при отрицательном напряжении 200-500В на обрабатываемом инструменте. При этом отношение толщины азотированного слоя к толщине слоя, напыленного нитридом металла эмиссионного катода, устанавливают не менее чем 5:1, а в качестве эмиссионного катода используют тугоплавкие металлы.
Выбор температуры нагрева инструмента в пределах 250-350°С обусловлен тем, что при меньшей температуре, чем 250°С, азотирование осложнено из-за низкой подвижности атомов азота, адсорбированных на поверхности, и диффузия их в поверхностный слой снижается, а при температуре свыше 350°С усиливаются процессы отпуска стали, приводящие к уменьшению твердости инструмента до 1500 H▿50. Цикличное изменение температуры нагрева в пределах 250-350°С от верхнего его значения к нижнему и обратно с циклом в пределах 0,25 ч способствует измельчению карбидов в стали и ускорению термодиффузии азота в поверхностный слой при азотировании.
Ионная очистка проводится с целью удаления с поверхности окислов, а также для получения в поверхностном слое дефектов кристаллической решетки, что впоследствии, на более поздних стадиях процесса, позволит ускорить процесс насыщения поверхности азотом и снизит время азотирования инструмента при повышенной температуре.
Увеличение времени ионной очистки более 0,5 ч ухудшает качество поверхности, а обработка менее 0,1 ч не обеспечивает в достаточной мере подготовку поверхности для азотирования.
Подача отрицательного напряжения на обрабатываемое изделие на всех операциях ионно-плазменной обработки необходима для придания направленного движения положительно заряженных ионов на обрабатываемую поверхность.
Отрицательное напряжение 500-1500В при ионной обработке способствует направленной бомбардировке обрабатываемой поверхности ионами металла эмиссионного катода. При этом напряжение ниже 500В не обеспечивает качественной очистки поверхности из-за недостаточной энергии ионов металла эмиссионного катода, а при напряжении более 1500В ухудшается качество поверхности инструмента и изделий.
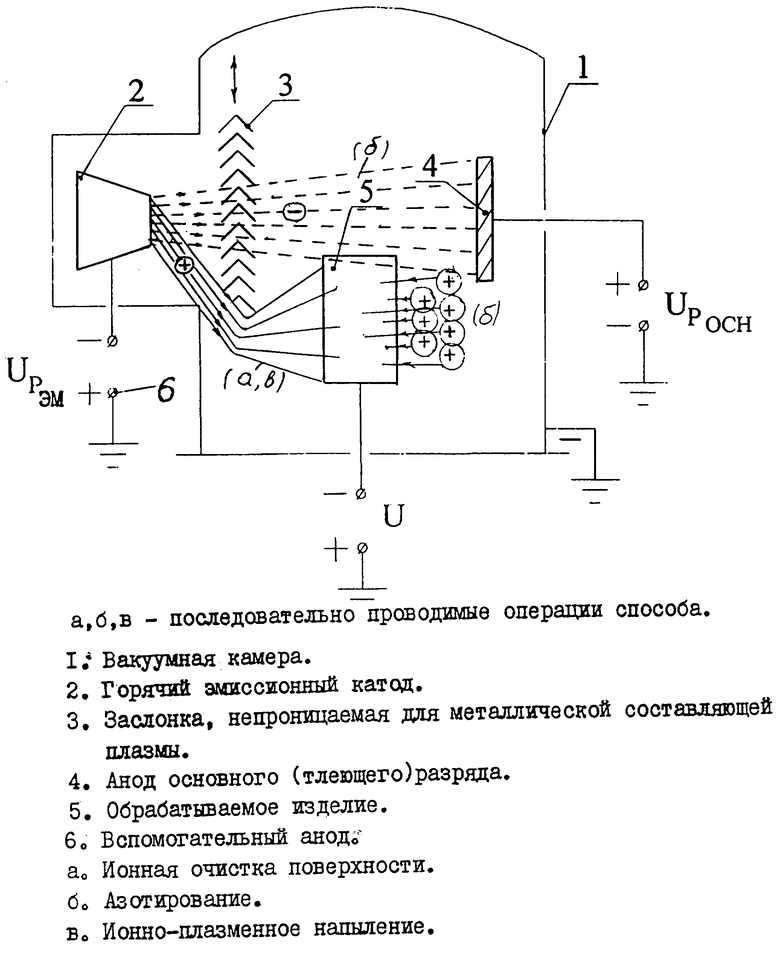
Отсечение от обрабатываемого инструмента потока ионов металла эмиссионного катода с помощью заслонки, непроницаемой для металлической составляющей плазмы, необходимо для проведения процесса ионного азотирования, так как в противном случае на поверхность металла будет нанесен слой металла эмиссионного катода, а не азота.
Поскольку заслонка, непроницаемая для металлической части плазмы, не служит препятствием для электронов, исходящих от электродугового разряда, последние свободно обтекают ее и, ускоряясь, устремляются к аноду основного разряда, ионизируя встречающиеся на пути молекулы азота, которые затем направляются на поверхность детали, находящейся под отрицательным напряжением, осуществляя азотирование. Кроме того, электроны, попадая на анод, повышают его ток и увеличивают степень ионизации ионов азота, тем самым, ускоряя процесс азотирования.
Отрицательное напряжение 200-500В, подаваемое на инструмент при азотировании, необходимо для обеспечения качественного проведения самого процесса азотирования. При напряжении, меньшем 200В, и при давлении менее 0,1 Па насыщение азотом происходит существенно медленнее, а при напряжении более 500В и при давлении более 1,0 Па ухудшатся качество поверхности инструмента за счет возникновения “шнуровых” разрядов.
Выбор времени азотирования в пределах 0,5-2,0 ч обусловлен тем, что при времени меньшем 0,5 ч не достигают необходимой глубины и твердости до 1600 ед. Н▿50 азотированного слоя, при времени, большем 2 ч, начинают сказываться процессы отпуска инструментальной стали, что также ведет к уменьшению твердости поверхностного слоя.
В предлагаемом способе, в отличие от известного, разделение процессов азотирования и плазменного напыления позволяет создать раздельно азотированный слой необходимой толщины и слой из нитридов металла эмиссионного катода, обеспечивающий поверхности более высокую твердость.
Открытие заслонки, непроницаемой для положительно заряженной металлической части плазмы, необходимо для обеспечения доступа ее на обрабатываемую поверхность, которая находится под отрицательным напряжением, обеспечивая тем самым проведение процесса ионно-плазменного напыления.
При давлении азота более чем 0,015 Па в процессе ионно-плазменного напыления покрытия будет происходить образование нитридов металла эмиссионного катода в газовой среде камеры, а не на поверхности инструмента, что приведет к появлению пористого, с низкой адгезией ионно-плазменного покрытия.
При отрицательном напряжении, меньшем 200В, энергия ионов низка для образования покрытия, при напряжении, большем 500В, может произойти разрыхление образовавшегося покрытия.
При толщине слоя покрытия нитридами металла эмиссионного катода более 2 мкм уменьшается адгезия покрытия и пластичность поверхностного слоя, что ухудшает его работоспособность. Покрытие толщиной менее 0,5 мкм не дает существенного увеличения его работоспособности.
Для обеспечения работоспособности необходимо, чтобы отношение толщины нижележащего азотированного слоя к поверхностному напыленному слою было не менее чем 5:1. Меньшее соотношение приведет к деформированию или разрушению азотированного слоя от усилий, возникающих при работе режущего инструмента.
Пример конкретного выполнения способа: проведение процесса ионного азотирования с последующим плазменным напылением проводилось на установке АИР-3, позволяющей осуществлять технологический процесс с использованием многоэлектродного плазменного модуля на базе эмиссионного электродугового разряда. Схема процесса представлена на приведенном чертеже. В качестве материала эмиссионного катода были взяты титан и молибден.
Ионно-плазменной обработке подвергались поверхности фрез и резцов, изготовленных из инструментальной стали марки Р6М5.
Перед обработкой инструмент был очищен от загрязнений с применением ультразвуковых колебаний, обезжирен, надежно закреплен на оснастке и помещен в вакуумную камеру.
Затем откачали из камере воздух до 0,001 Па, подали в камеру азот под давлением 0,01 Па, нагрели инструмент до температуры 250 и 350°С, возбудили электродуговой разряд, подали отрицательное напряжение 500 и 1500 В на инструмент и провели ионную очистку поверхности в течение 6 и 30 мин.
После проведения ионной очистки повысили давление азота до 0,1 и 1,0 Па, подали напряжение на анод основного разряда и отрицательное напряжение 200 и 500В на инструмент, отсекли ионы металла эмиссионного катода от обрабатываемой поверхности с помощью заслонки, непроницаемой для металлической части плазмы, и одновременно пропустили поток электронов на основной анод, возбудив тлеющий разряд, при котором начался процесс азотирования поверхности. Азотирование вели в течение 0,5 и 2,0 ч, при этом температуру 250 и 350°С поддерживали постоянной, а также меняли ее в пределах 250-350°С от верхнего его значения к нижнему и обратно через каждые 0,25 ч.
После проведения процесса азотирования понизили в камере давление азота до 0,0015 Па, подали отрицательное напряжение 200 и 500В на инструмент, устранили заслонку, отсекающую металлическую часть плазмы, и направили последнюю на обрабатываемую поверхность, возбудив процесс ионно-плазменного напыления нитридом металла эмиссионного катода, и вели его в течение 10 и 30 мин.
После проведения процесса ионно-плазменного напыления были изготовлены микрошлифы и определена микротвердость покрытий на приборе ПМТ-3. Износостойкость покрытия определялась в производственных условиях на Вологодском подшипниковом заводе. Результаты измерения и испытаний приведены в таблице.
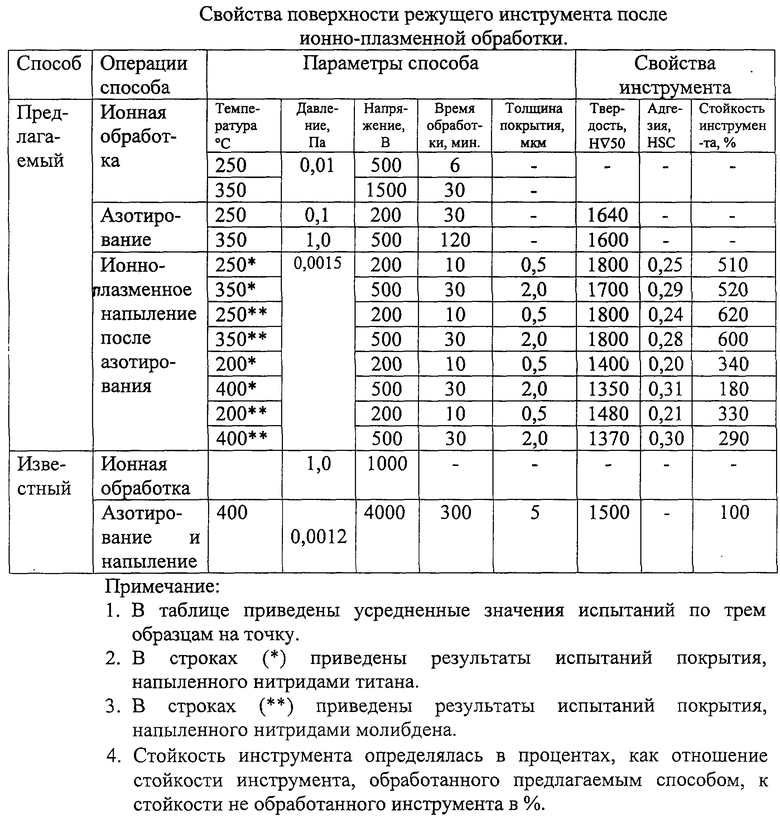
Результаты испытаний показали, что инструмент, обработанный по предложенному способу, имеет значительно более высокую твердость и износостойкость, чем известный.
Технико-экономический эффект от применения предложенного способа выразится в увеличении срока службы инструмента за счет повышения его твердости и износостойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА, ИЗГОТОВЛЕННОГО ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2009 |
|
RU2413793C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1991 |
|
RU2022056C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2017 |
|
RU2686397C1 |
| Способ упрочнения инструмента из быстрорежущей стали | 2019 |
|
RU2745919C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 1998 |
|
RU2131480C1 |
| Способ нанесения покрытия на поверхность стального изделия | 2017 |
|
RU2660502C1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| Способ ионно-плазменного азотирования изделий из титана или титанового сплава | 2018 |
|
RU2686975C1 |
Изобретение относится к области обработки поверхности изделий методом ионно-плазменной обработки и может быть использовано в различных областях промышленности при изготовлении инструмента и других деталей, обладающих высокой твердостью и износостойкостью. Техническим результатом изобретения является повышение твердости и износостойкости режущего инструмента. Перед обработкой инструмент нагревают до температуры 250-350°С и поддерживают ее на всех стадиях обработки. Ионную очистку поверхности ведут при давлении газа не выше 0,01 Па в течение 0,1-0,5 ч путем создания электродугового разряда между эмиссионным катодом и вспомогательным анодом с образованием в межэлектродном пространстве плазмы, подачи отрицательного напряжения 500-1500 В на обрабатываемую деталь с последующей обработкой ее поверхности положительно заряженными ионами. После этого подают положительное напряжение на анод основного разряда, затем отсекают от обрабатываемой поверхности поток ионов металла, исходящий от электродугового разряда, и одновременно пропускают поток электронов на анод основного разряда, возбуждая и поддерживая в камере тлеющий разряд. Подают отрицательное напряжение 200-500 В на обрабатываемый инструмент и ведут азотирование в течение 0,5-2,0 ч при давлении азота или азотсодержащего газа 0,1-1,0 Па. Температуру инструмента при этом поддерживают постоянной в течение всего процесса или меняют периодически в пределах 250-350°С от верхнего значения к нижнему и обратно с цикличностью в пределах 0,25 ч. После азотирования создают в камере давление не более 0,0015 Па. Подают отрицательное напряжение 200-500 В на обрабатываемый инструмент. Направляют металлическую часть плазмы разряда на обрабатываемую поверхность и производят ионно-плазменное напыление нитридом металла эмиссионного катода толщиной в пределах 0,5-2,0 мкм. Отношение толщины азотированного слоя к толщине слоя, напыленного нитридами эмиссионного катода, устанавливают не менее чем 5:1. 4 з.п. ф-лы, 1 ил., 1 табл.
| “Thin Solid Films”, 96(1982), р.103-108, A.S.Korhonen at all, “A new pressure plasma nitriding metod” | |||
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 1991 |
|
RU2026419C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1993 |
|
RU2061788C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2029796C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИСТОЧНИКОМ ИОНОВ | 1991 |
|
RU2071992C1 |

