Изобретение относится к способу изготовления и конструкции трубок для гибких трубопроводов как общего, так и специального назначения, и предназначено для использования в различных областях техники, где требуется транспортирование по гибким трубопроводам в широком температурном диапазоне (от минус 60 до плюс 150-250°С) при воздействии высокого давления различных газообразных и жидких сред, в том числе при транспортировании питьевой воды в медико-технических аппаратах, отвечающих санитарно-гигиеническим требованиям.
Известны трубки поливинилхлоридные армированные. Недостатком данного решения является сравнительно узкий температурный диапазон эксплуатации (от минус 30-40 до плюс 70-90°С), а также недостаточная санитарно-гигиеническая безопасность при длительном использовании медико-технических аппаратах.
Аналогом предлагаемого решения является трубка силиконовая армированная и способ ее изготовления [1]. Трубка-аналог содержит внутренний и наружный трубчатые слои из силиконовой резины круглого поперечного сечения и промежуточную оплетку из технических нитей.
Недостатком данного решения является изготовление армированной трубки отдельными отрезками при сложном способе получения этих отрезков на стадии создания наружного трубчатого слоя, включающей, как описано в [1], следующие операции:
- надевание предварительно изготовленного известными методами внутреннего трубчатого слоя на специальный предварительно проталькованный дорн;
- оплетка этого слоя техническими нитями;
- наложение на оплетку методом экструзии невулканизованного наружного трубчатого слоя;
- наложение на этот слой предварительно пропитанного текстильного бандажа;
- вулканизация полученной заготовки в автоклаве под давлением;
- снятие бандажа и извлечение дорна.
Вместе с тем, широко известно, что наружные трубчатые слои (оболочки) из силиконовой резины, например в кабельной технике, в основном изготавливаются методом наложения (экструзии) резиновой смеси в прямоугольной или косоугольной головке экструдера на заготовку внутреннего слоя с последующей непрерывной вулканизацией нагревом в конвейерной трубе в воздушной среде при внешнем атмосферном давлении [2].
Можно предположить, что одной из причин принятой технологии изготовления аналога [1] является предупреждение образования вздутий (пузырей) на наружной поверхности трубки под воздействием воздуха, неизбежно присутствующего в оплетке из технических нитей, а также под воздействием летучих продуктов вулканизации наружного трубчатого слоя. Скапливающиеся между внутренним и наружным трубчатыми слоями общие газообразные продукты, не имея выхода в продольном направлении, приводят к образованию указанных дефектов (вздутия, пузыри) в результате нагрева и расширения при внешнем атмосферном давлении.
Задачей, решаемой изобретением, является усовершенствование способа изготовления армированной силиконовой трубки и ее конструкции путем создания возможности получения трубки отрезками большой длины при использовании простого метода изготовления наружного трубчатого слоя.
Поставленная задача для способа решается за счет того, что способ включает первый этап экструзии, на котором из силиконовой резиновой смеси методом непрерывной экструзии изготавливают внутренний трубчатый слой с продольными углублениями его на внешней поверхности, образованными в процессе экструзии, далее внутренний трубчатый слой (трубку) вулканизируют и оплетают техническими нитями, после чего осуществляют второй этап экструзии, при котором на оплетенный внутренний трубчатый слой методом непрерывной экструзии наносят наружный трубчатый слой, а затем вулканизуют нагревом в воздушной среде при внешнем атмосферном давлении.
В качестве технических нитей для оплетки могут использоваться лавсан, или капрон, или арамиды. Для принудительного удаления газов используют вакуумный насос.
Продольные углубления на внешней поверхности трубки для внутреннего трубчатого слоя образуют в экструзионном аппарате, содержащем цилиндрический дорн и матрицу с выступами на формующей цилиндрической поверхности. В предпочтительном варианте исполнения на формующей цилиндрической поверхности матрицы выполнены равномерно расположенные по кругу выступы прямоугольной формы.
Вулканизацию как трубки для внутреннего трубчатого слоя, так и готовой армированной трубки производят нагревом в конвейерной трубе в воздушной среде при внешнем атмосферном давлении.
Трубка для внутреннего трубчатого слоя, а также все изделие в целом могут быть подвергнуты вторичной термообработке по типичным для силиконовых резин режимам.
Поставленная задача для устройства - трубки решается за счет того, что трубка силиконовая армированная содержит внутренний и наружный трубчатые слои и промежуточную оплетку из технических нитей, при этом внутренний трубчатый слой выполнен на своей внешней поверхности с продольными углублениями, а наружный трубчатый слой образован методом непрерывной экструзии и вулканизации нагревом в воздушной среде при внешнем атмосферном давлении.
Технический результат, достигающийся при осуществлении изобретения, заключается в упрощении способа изготовления армированных трубок и обеспечения возможности получения изделий большой длины за счет наличия на внешней поверхности внутреннего трубчатого слоя продольных углублений, которые обеспечивают самопроизвольное или принудительное удаление по этим углублениям общих газообразных продуктов, благодаря чему исключается образование под их воздействием вздутий (пузырей) на наружной поверхности трубки и, соответственно, обеспечивается возможность изготовления армированных силиконовых трубок большими длинами при простом методе получения наружного трубчатого слоя.
Продольные углубления на внешней поверхности внутреннего трубчатого слом легко образуются при экструзии этого слоя с помощью специальных выступов на формующей поверхности матрицы (фильеры) головки экструдера. Принудительное удаление газообразных продуктов по продольным углублениям обеспечивается оснащением головки экструдера вакуумным насосом.
Изобретение поясняется чертежами, на которых изображено:
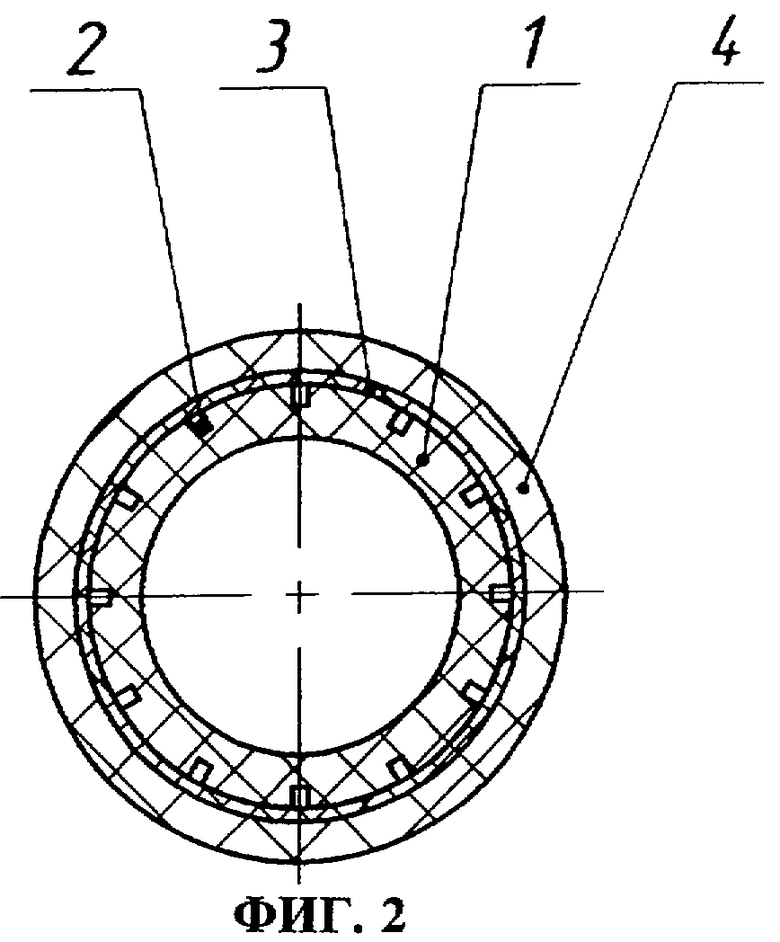
На фиг.1 - продольное сечение трубки силиконовой армированной;
На фиг.2 - поперечное сечение трубки силиконовой армированной.
Трубка силиконовая армированная состоит из внутреннего трубчатого слоя 1 с продольными углублениями 2 на наружной цилиндрической поверхности, из промежуточной оплетки из технических нитей 3 и наружного трубчатого слоя 4.
Пример осуществления способа.
Из выбранной силиконовой резиновой смеси известным методом непрерывной экструзии и вулканизации нагревом в конвейерной трубе в воздушной среде при внешнем атмосферном давлении изготавливается трубка для внутреннего трубчатого слоя армированной трубки. Для экструзии используется цилиндрический дорн (диаметр 12 мм) и матрица, имеющая на формующей цилиндрической поверхности (внутренний диаметр цилиндра 14 мм) 12 равномерно расположенных по кругу прямоугольных выступов (ширина выступа 0,5 мм, длина 0,7 мм).
В результате получена трубка для внутреннего трубчатого слоя (внутренний диаметр 12,3 мм, наружный диаметр 15 мм), внешняя поверхность которой имеет 12 продольных углублений (ширина углубления 4,5 мм, глубина 6,5 мм). Трубка для внутреннего трубчатого слоя может быть подвергнута вторичной термообработке по типичным для силиконовых резин режимам.
Далее трубка оплетается известными техническими нитями (лавсан, капрон, арамиды и др.), после чего описанным выше известным методом с использованием стандартных дорна и матрицы на оплетенную трубку для внутреннего трубчатого слоя непрерывно экструдируется и вулканизуется наружный трубчатый слой.
Полученная армированная силиконовая трубка имеет внутренний диаметр 12 мм, наружный диаметр 18 мм, длину 20-40 м (в зависимости от требований). При испытаниях трубка выдерживала внутреннее давление водой не менее 10 атм в течение не менее 5 час.
По описанной технологии могут быть изготовлены армированные силиконовые трубки разных геометрических размеров.
Литература
[1] Проспект, Wacker Silicone, 1995 г., с.23.
[2] Кремнийорганические резины в кабельной технике, ВНИИЭМ, - М. 1966 г, с.58.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛАНГА ДЛЯ ПОДАЧИ ТОПЛИВА | 2005 |
|
RU2296908C1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026507C1 |
| Способ изготовления армированных резиновых рукавов | 1973 |
|
SU592344A3 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| АРМИРОВАНИЕ СЕЧЕНИЯ ДЛЯ СЛОИСТЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2490130C2 |
| Гибкий трубчатый дорн для изготовления резиновых рукавов | 1972 |
|
SU446433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОГО ШЛАНГА | 2019 |
|
RU2701235C1 |
| Способ изготовления эластомерных полых изделий | 1982 |
|
SU1047725A1 |
Изобретение относится к способу изготовления и конструкции трубок для гибких трубопроводов как общего, так и специального назначения и предназначено для использования в различных областях техники, где требуется транспортирование по гибким трубопроводам в широком температурном диапазоне от -60°С до +(150-250)°С при воздействии высокого давления различных газообразных и жидких сред, в том числе при транспортировании питьевой воды в медико-технических аппаратах, отвечающих санитарно-гигиеническим требованиям. Способ включает первый этап экструзии, в котором из силиконовой резиновой смеси методом непрерывной экструзии изготавливают внутренний трубчатый слой с продольными углублениями на внешней поверхности, внутренний трубчатый слой вулканизуют и оплетают техническими нитями. После этого осуществляют второй этап экструзии, при котором на оплетенный внутренний трубчатый слой методом непрерывной экструзии наносят наружный трубчатый слой, а затем вулканизуют в воздушной среде при внешнем атмосферном давлении. Описана также трубка силиконовая армированная, полученная указанным способом. Изобретение позволяет изготавливать армированные трубки большой длины простым способом и исключает образование вздутий на наружной поверхности трубки за счет обеспечения самопроизвольного или принудительного удаления газообразных продуктов по продольным углублениям на внутреннем трубчатом слое. 2 н. и 5 з.п. ф-лы, 2 ил.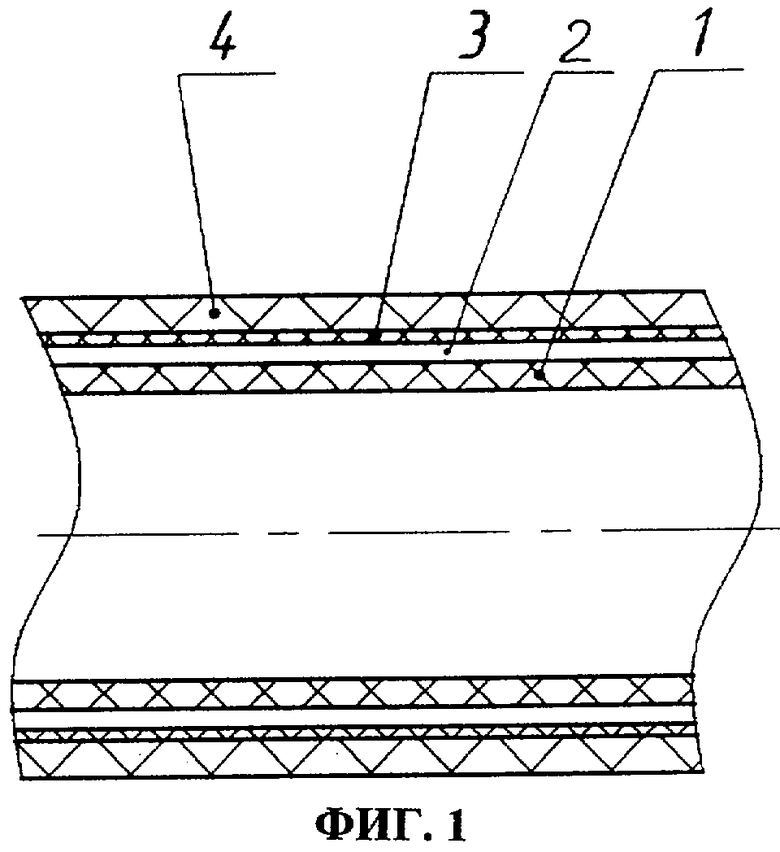
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Кремнийорганические резины в кабельной технике | |||
| - М.: ВНИИЭМ, 1966, с.58 | |||
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 0 |
|
SU273416A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХРУКАВОВ | 0 |
|
SU288294A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| US 3698988 А, 17.10.1972 | |||
| US 4604155 А, 05.08.1986 | |||
| РЕАГЕНТ ДЛЯ ФЛОТАЦИОННОЙ ОЧИСТКИ ВОДЫ | 1986 |
|
SU1538441A1 |

