Изобретение относится к области нефтехимического синтеза, точнее к производству бензола, толуола, о- и п-ксилолов.
Основным способом промышленного получения указанных углеводородов в настоящее время является каталитический риформинг бензинов. Процесс проводят при температуре 480-520о С, давлении водорода 7-25 ат. В этом процессе м-, о- и п-ксилолы получаются в равновесном отношении. Для получения о- и п-ксилолов используется процесс изомеризации м-ксилольной фракции на платиноморденитсодержащем катализаторе. Недостатками процесса являются дефицитность и высокая стоимость сырья, необходимость циркуляции больших объемов водорода, экстрактивные методы выделения ароматических углеводородов вследствие присутствия парафиновых углеводородов с близкими температурами кипения, использование разных катализаторов в процессах каталитического риформинга и изомеризации м-ксилольной фракции.
Альтернативным способом получения ароматических углеводородов может быть получение из газообразных углеводородов С3-С4, ресурсы которых велики и использование недостаточно квалифицированное.
Известен способ синтеза бензола, толуола, о- и п-ксилолов из углеводородов С3-С4 при температуре 482-537о С, минимальном рабочем давлении 9˙105 Па и объемной скорости подачи 2ч-1 (время контактирования ≈5 с) с использованием в качестве катализаторов различных высококремнистых цеолитов типа ZSM, промотированных различными металлами (цинк, галлий). Процесс осуществляется в каскаде последовательно соединенных реакторов с подогревом продуктов реакции между реакторами с непрерывной регенерацией катализатора. Основным недостатком данного способа является относительно низкие выходы бензола, толуола, о- и п-ксилолов за счет образованием м-ксилола, этилбензола и ароматики С9+.
Наиболее близким по технической сущности является усовершенствованный способ получения ароматики из углеводородов С3-С4 с рециклом бензола или толуола.
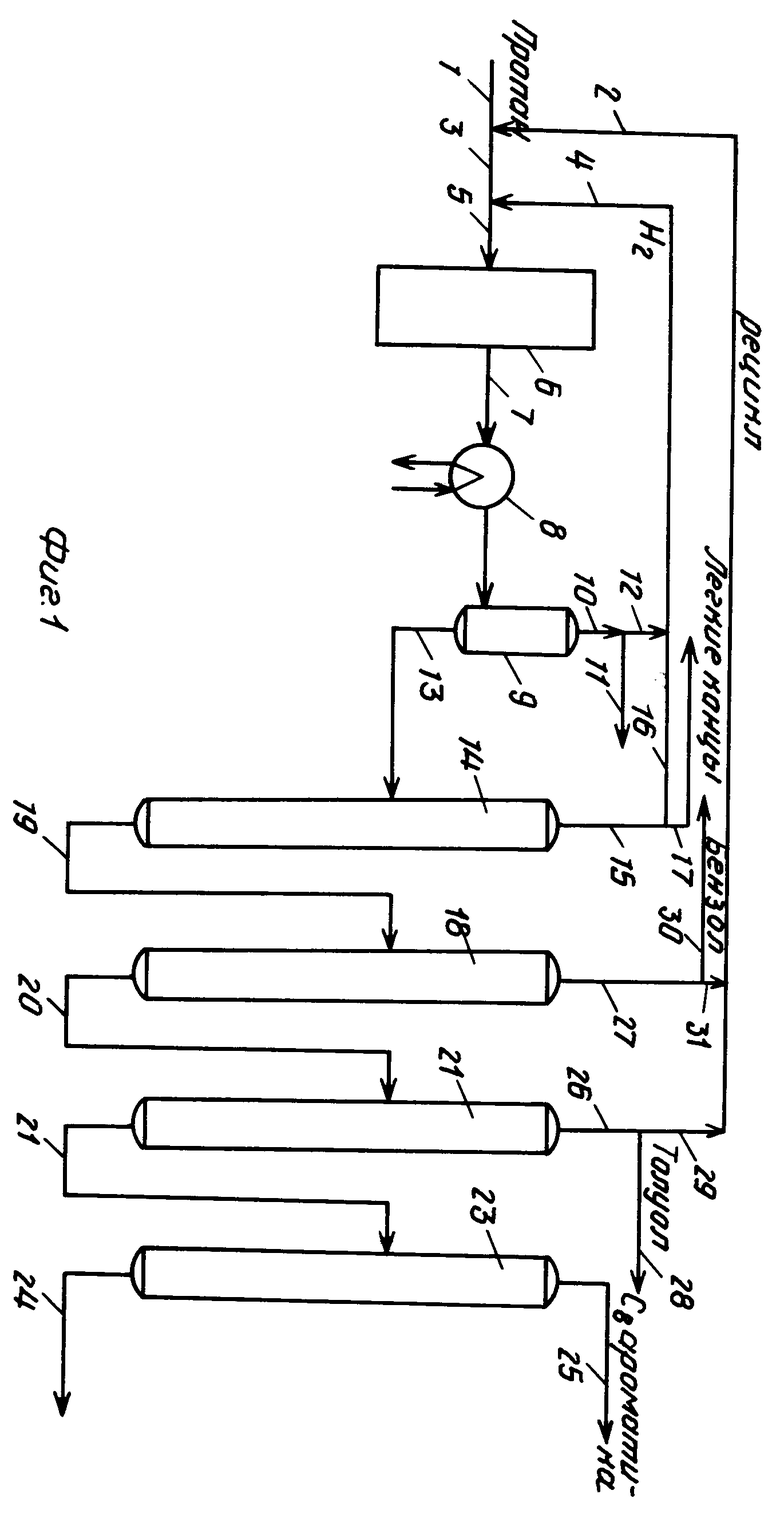
В качестве катализатора используется цеолит типа ZSM-5 с нанесенным галлием (0,1-10% ). Процесс осуществляется следующим образом (см. фиг.1). Пропан (поток 1) вместе с частью выделенного бензола или толуола до 8 мол.% на углеводородное сырье (поток 2), а также водородом (поток 4) поступает в реакторный блок 6 при 487-565о С и давлении 5-7 ат. Общее время пребывания сырьевой смеси в реакционной зоне 6-7 с. В результате реакции дегидроциклодимеризации получается смесь продуктов и непрореагировавший пропан (поток 7), которые, проходя через холодильник 8 и сепаратор 9, разделяется. легкие газы и Н2 в соответствии с балансом возвращаются в рецикл (поток 4), а жидкая фаза разделяется в системе фракционных колонн согласно фиг.1. Часть выделившегося бензола или толуола (до 8 мол.% на углеводородное сырье) возвращается в рецикл. Конверсия пропана в ароматику при рецикле 6 мас.% бензола составила 66%. Без рецикла бензола конверсия пропана составила 60%. Ввиду того, что в ЕР N 0230655 не представлен материальный баланс по продуктам, авторами был воспроизведен этот патент в реакции дегидроциклодимеризации пропана высокой чистоты с рециклом 6 мол.% толуола на катализаторе типа ZSM-5 с модулем 60 и нанесенным Ga в количестве 3% при 560о С и общем времени пребывания в реакционной зоне 6-7 с. При этом конверсия пропана в ароматику составила 66 мас.%, а селективность образования о- и п-ксилолов 3,73 мас.%. Основной недостаток способа - низкий выход о- и п-ксилолов.
Целью настоящего изобретения является увеличение выхода о- и п-ксилолов.
Указанная цель достигается за счет усовершенствованного способа получения ароматических углеводородов из углеводородов С3-С4 с использованием в качестве катализатора Zn- или Gа-содержащих высококремнистых цеолитных катализаторов типа ZSM-5 в реакторном блоке, состоящем из каскада последовательно соединенных реакторов при 400-600о С. Полученные продукты реакции разделяются на рецикловую фракцию исходных алканов, бензольную, толуольную, ксилольную фракцию и фракцию С9+-ароматики. Выделенную ксилольную фракцию подвергают разделению методами ректификации и адсорбции или с помощью криогенной техники. Выделенная м-ксилольная фракция (вся или часть ее) направляется в рецикл в последний по ходу реактор реакторного блока при времени контакта потока, содержащего метаксилольную фракцию, с катализатором 0,3-1,8 с.
Предлагаемый процесс может осуществляться как в реакторном блоке с неподвижным слоем катализатора, так и с движущимся слоем катализатора и с непрерывной регенерацией.
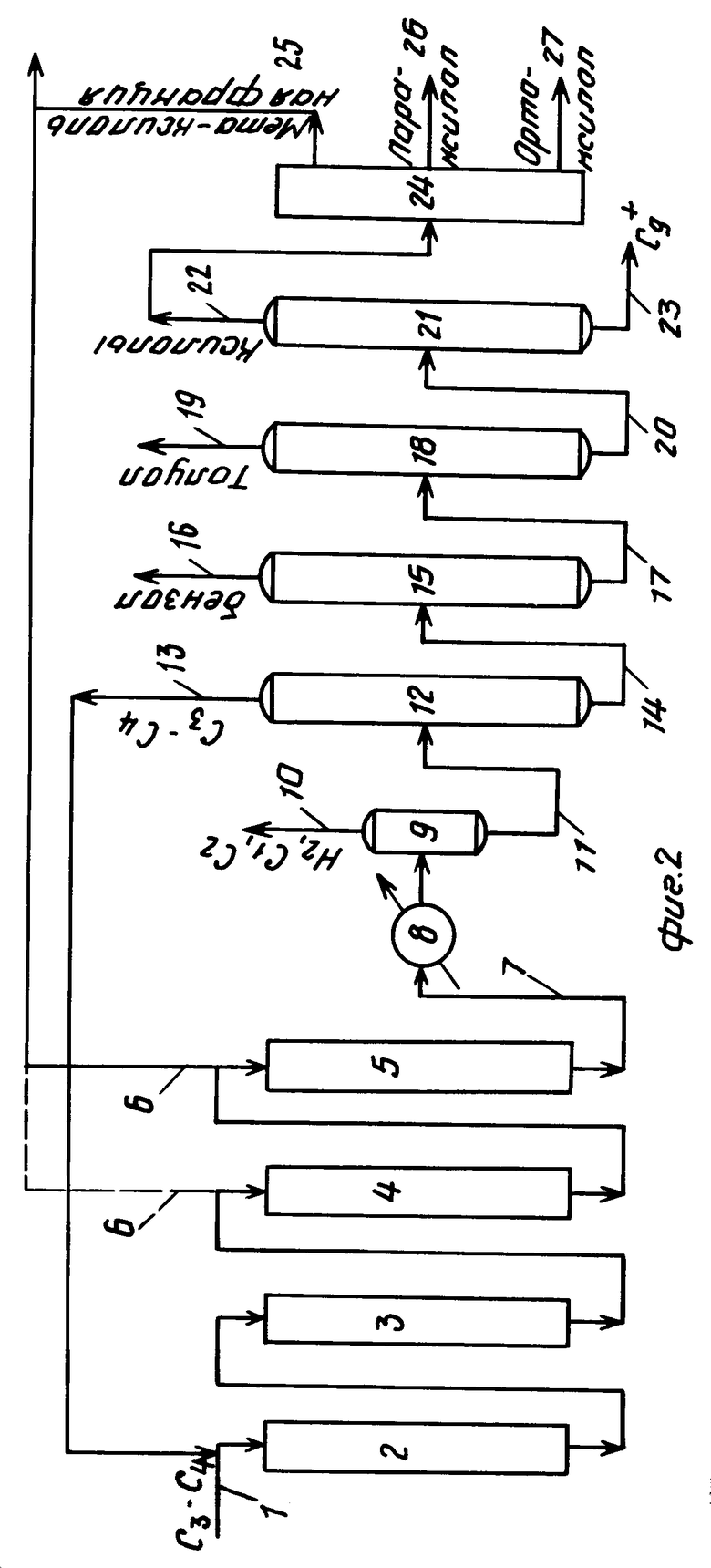
Процесс ароматизации углеводородов С3-С4 по предлагаемому варианту проводят следующим образом (см. фиг.2). В реакторный блок, состоящий из 3-4 последовательных реакторов, подают смесь углеводородов С3-С4 (поток 1) в первый по ходу реактор. Углеводороды С3-С4 с продуктами последовательно поступают во второй 3, третий 4 и четвертый 5 реакторы. Процесс проводят на кремнеземном цеолите типа ZSM-5, модифицированном галлием или цинком, при 400-600оС и общем времени контактирования 5-7 с. Катализатор по реакторам распределяют таким образом (при неподвижном слое катализатора), чтобы время контактирования в последнем реакторе реакторного блока менялось в интервале 0,3-1,8 с. В реакторном блоке с подвижным слоем катализатора требуемое время контакта потока, содержащего м-ксилольную фракцию, достигается за счет изменения места ввода м-ксилольной фракции. м-Ксилольную фракцию, полученную в результате разделения ксилольной фракции в блоке разделения ксилолов 24 методами ректификации, экстракции или криогенным методом, нагревают и подают в последний реактор реакторного блока (поток 6). Продукты реакции и непрореагировавшие С3-С4 (поток 7) через холодильник-конденсатор 8 поступают в сепаратор 9, где происходит отделение Н2, С1 и С2. Затем продукты реакции и непрореагировавшие С3-С4 (поток 11) разделяются в колонне 12 стабилизации жидких продуктов. Фракция С3-С4 отбирается по верху колонны при 60оС, давлении 12 ат и флегмовом числе 3. Непрореагировавшие С3-С4 (поток 13) возвращаются в процесс, а жидкие продукты (поток 14) разделяются методом ректификации в системе колонн: в колонне 15 при 80-81оС и флегмовом числе 10 по верху отбирается бензол (поток 16); в колонне 18 по верху колонны отбирается толуол при 110оС и флегмовом числе 3 (поток 19); в колонне 21 из кубового продукта колонны 18 при 138-142о С и флегмовом числе 5 выделяются ксилолы (поток 22), а из куба колонны выводится фракция ароматических углеводородов С9+ (поток 23). Ксилолы (поток 22) подаются в блок разделения ксилолов (24), который состоит из ректификационной колонны, в которой по верху при 139о С при флегмовом числе 5-10 выделяют смесь изомеров м- и п-ксилолов, а по кубу выводят о-ксилол. Смесь м- и п-ксилолов затем делят в адсорбционной установке с помощью цеолитов или в криогенной установке благодаря значительной разнице их температур плавления. Мета-ксилольная фракция (поток 6) направляется в рецикл и имеет следующий состав, %: этилбензол 8, п-ксилол 10, о-ксилол 10, м-ксилол 72.
В отличие от способа, описанного в [2], в предлагаемом способе целевыми продуктами являются бензол, толуол, о- и п-ксилолы. Кроме того, дополнительно осуществляется разделение ксилольной фракции на изомеры. Изомеры о- и п- находят в настоящее время квалифицированное применение, а м-ксилольная фракция, при необходимости, вся возвращается в рецикл, но не в начало процесса, как в [2], а в последний по ходу реактор с тем, чтобы обеспечить необходимое время пребывания потока, содержащего м-ксилольную фракцию, 0,3-1,8 с. Увеличение времени пребывания выше 1,8 с приводит к снижению выхода суммарной ароматики, повышенному газообразованию и увеличению удельного веса С9+ ароматики.
Неожиданным эффектом при рецикле м-ксилольной фракции в последний реактор оказалось диспропорционирование м-ксилола в указанных условиях со 100%-ной селективностью без повышения содержания С9+-ароматики. Кроме того, выход и селективность (без учета pециpкулирующей м-ксилольной фракции) образования о- и п-ксилолов в предлагаемых условиях в 1,6-2,4 раза выше, чем в [2].
Эффективность предлагаемого способа иллюстрируется следующими примерами. Для удобства сравнения показателей процесса проводится 100%-ная конверсия пропана.
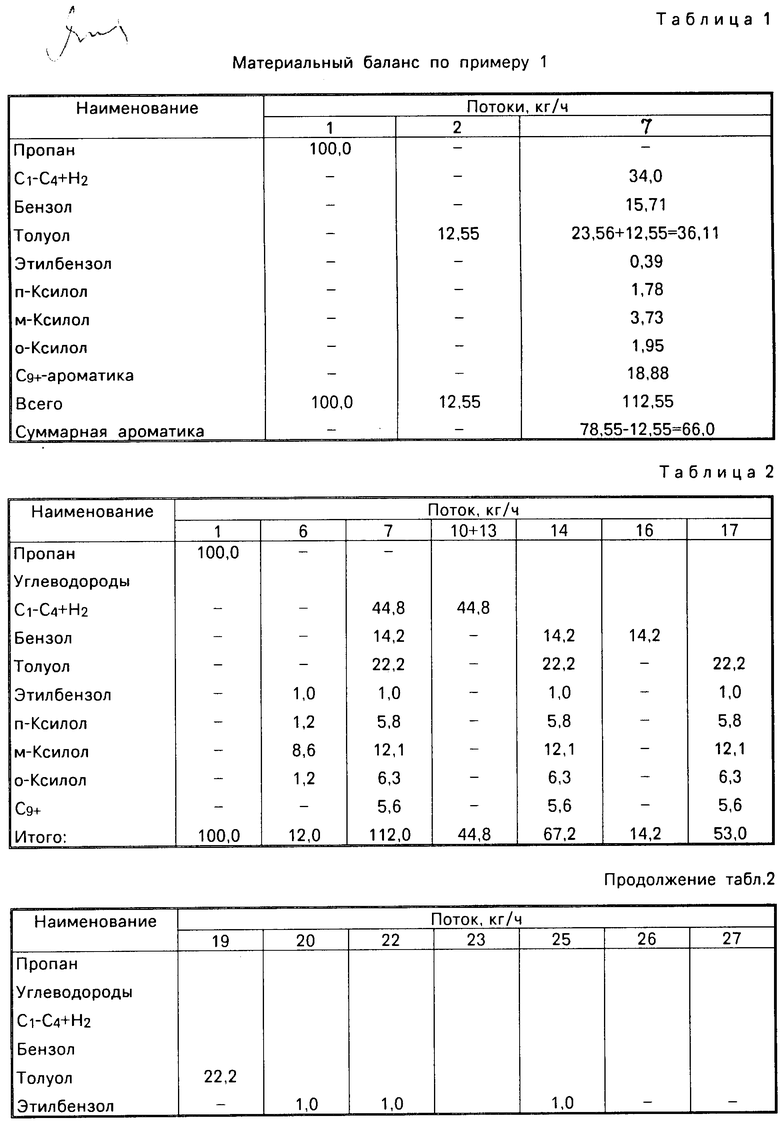
П р и м е р 1 (по прототипу). В реакторный блок 6 (см. фиг.1) при 560о С и давлении 5 ат подают 100 кг/ч пропана высокой чистоты (поток 1), сюда же поступает из колонны 21 поток 2, представляющий собой толуол в количестве 12,55 кг/ч, что соответствует 6 мол.% толуола. Общее время пребывания сырьевой смеси в реакционной зоне 6-7 с. В качестве катализатора используется цеолит типа ZSM-5 с модулем 60 и нанесенным галлием в количестве 3%. В результате реакции дегидроциклодимеризации получают смесь продуктов реакции (поток 7), которая направляется на разделение согласно фиг.1. Часть выделяемого толуола вновь поступает в рецикл.
В табл.1 представлен материальный баланс по потокам. Конверсия пропана в ароматику составляет 66%.
Выход ароматики без учета рециркулирующего потока 66 кг/ч. Выход и селективность образования о- и п-ксилолов 3,73 кг/ч мас.%. Выход бензола, о- и п-ксилолов 21,22 кг/ч.
П р и м е р 2. В реакторный блок, состоящих из трех последовательных реакторов (см. фиг.2) подают 100 кг/ч пропана. Процесс проводят на кремнеземном цеолите типа ZSM-5 с силикатным модулем 60, содержащим 1,5% цинка, при 570о С и объемной подаче жидкого пропана 2 ч-1. Выходящие из последнего реактора продукты реакции охлаждаются в холодильнике 8 и поступают в сепаратор 9, где отделяются водород и углеводороды С1-С2. Жидкие продукты направляются в колонну стабилизации жидких продуктов 12, где на верху отбираются углеводороды С3-С4. Кубовый продукт направляется в колонну 15 выделения бензола. Кубовый продукт колонны 15 подают на разделение в колонну 18, где по верху выделяют толуол, а кубовый продукт подают в колонну 21. В колонне 21 по верху выделяют ксилолы, а по кубу получают С9+-ароматику. Ксилолы делятся в блоке 24 разделения ксилолов; полученную м-ксилольную фракцию в количестве 12 кг/ч подают в последний (третий) реактор реакторного блока. Объемная скорость подачи жидкого сырья 2 ч-1. Время контактирования в последнем реакторе составляет 1,8 с. Составы потоков исходных и полученных продуктов согласно фиг.2 представлены в табл.2. Выход бензола, о- и п-ксилолов (без рециркулирующей, м-ксилольной фракции) составил 23,1 кг/ч. Выход и селективность образования о- и п-ксилолов - 8,9 кг/ч (мас.%), что в 2,4 раза выше, чем в прототипе.
П р и м е р 3. Процесс проводят так же, как в примере 2, но реакторный блок состоит из 4 последовательных реакторов, и на ароматизацию подают фракцию С3-С4 с соотношением 50/50 при 600о С, катализатором является цинк (3% )-содержащий цеолит типа ZSM-5 с модулем, равным 60. м-Ксилольная фракция подается в четвертый реактор в количестве 12 кг/ч. Время пребывания потока, содержащего м-ксилольную фракцию, в последнем реакторе 0,3 с.
Результаты представлены в табл.3. Выход бензола, о- и п-ксилолов составил 23,3 кг/ч, а выход и селективность образования о- и п-ксилолов 8,8 кг/ч (мас.%), что в 2,35 раза выше, чем в прототипе.
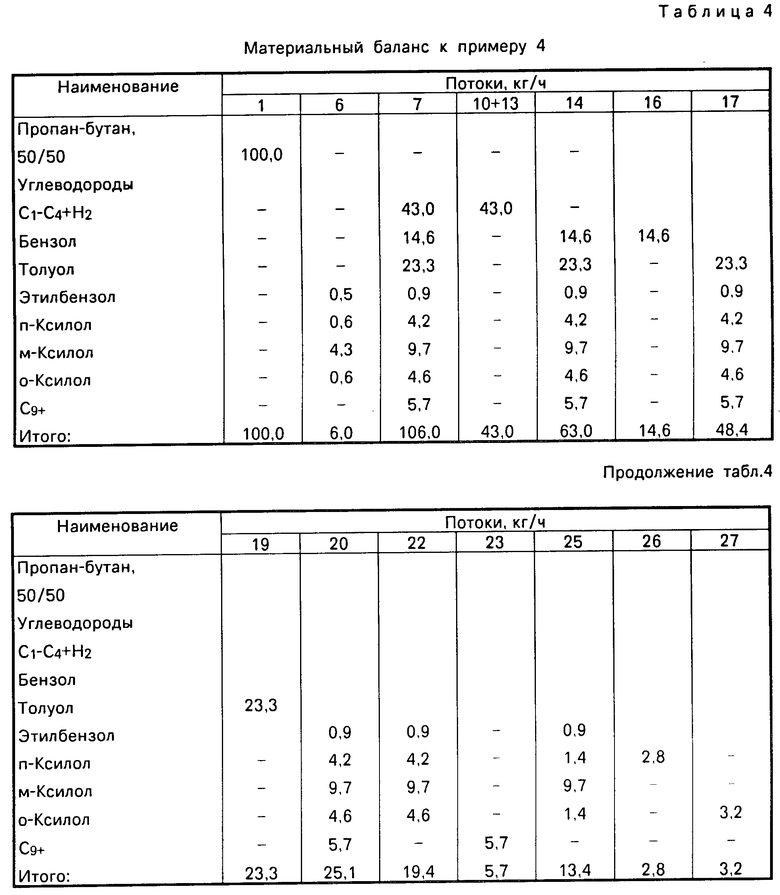
П р и м е р 4. Процесс проводят так же, как в примере 3, на галлийсодержащем (0,5%) цеолите типа ZSM-5 с модулем 90. Но м-ксилольная фракция подается в количестве 6 кг/ч. Остаток м-ксилольной фракции выводится из процесса.
Результаты представлены в табл. 4. Выход бензола, о- и п-ксилолов (потоки 16, 25 и 26) составил 20,6 кг/ч, а выход и селективность образования о- и п-ксилолов - 6,0 кг/ч ( мас.%), что в 1,6 раза выше, чем в примере 1.
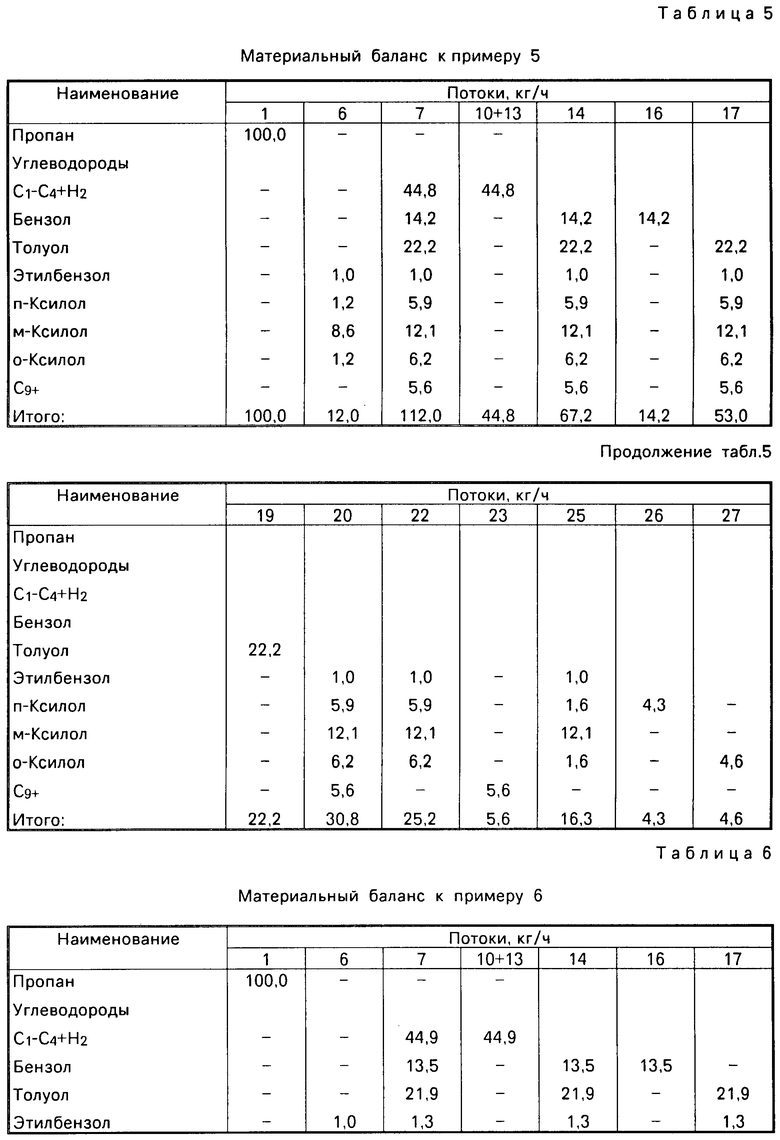
П р и м е р 5. Процесс проводят так же, как в примере 2, но при температуре 400о С на галлийсодержащем цеолите (3,0% Ga).
Результаты представлены в табл.5. Выход бензола, о- и п-ксилолов составил 23,1 кг/ч, а выход и селективность образования о- и п-ксилолов - те же, что и в примере 2.
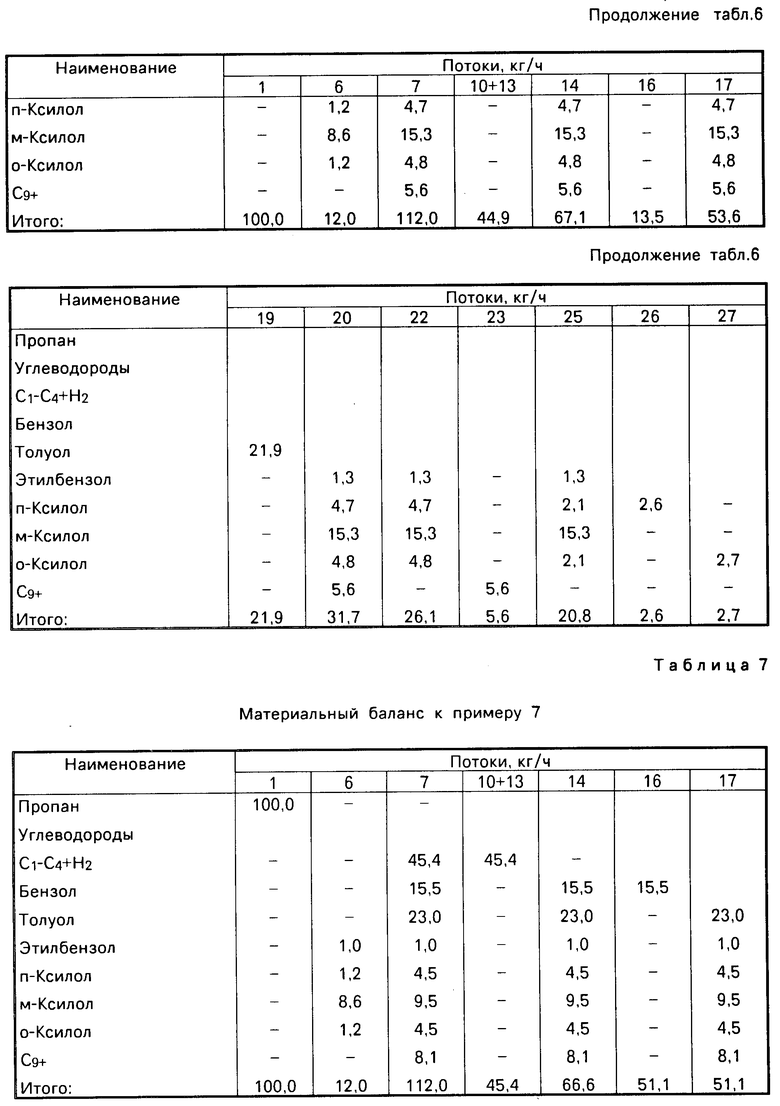
П р и м е р 6. Процесс проводят так же, как в примере 2, но температура в реакторе 600о С и время контакта м-ксилольной фракции с катализатором в последнем реакторе - 0,1 с. Результаты представлены в табл.6. Выход бензола, о- и п-ксилолов - 18,8 кг/ч, а выход и селективность о- и п-ксилолов - 8,3 кг/ч (мас. % ), что выше, чем в прототипе, в 1,4 раза, но значительно меньше, чем в примерах 2-4, вследствие низкой конверсии м-ксилола из-за недостаточного времени контакта.
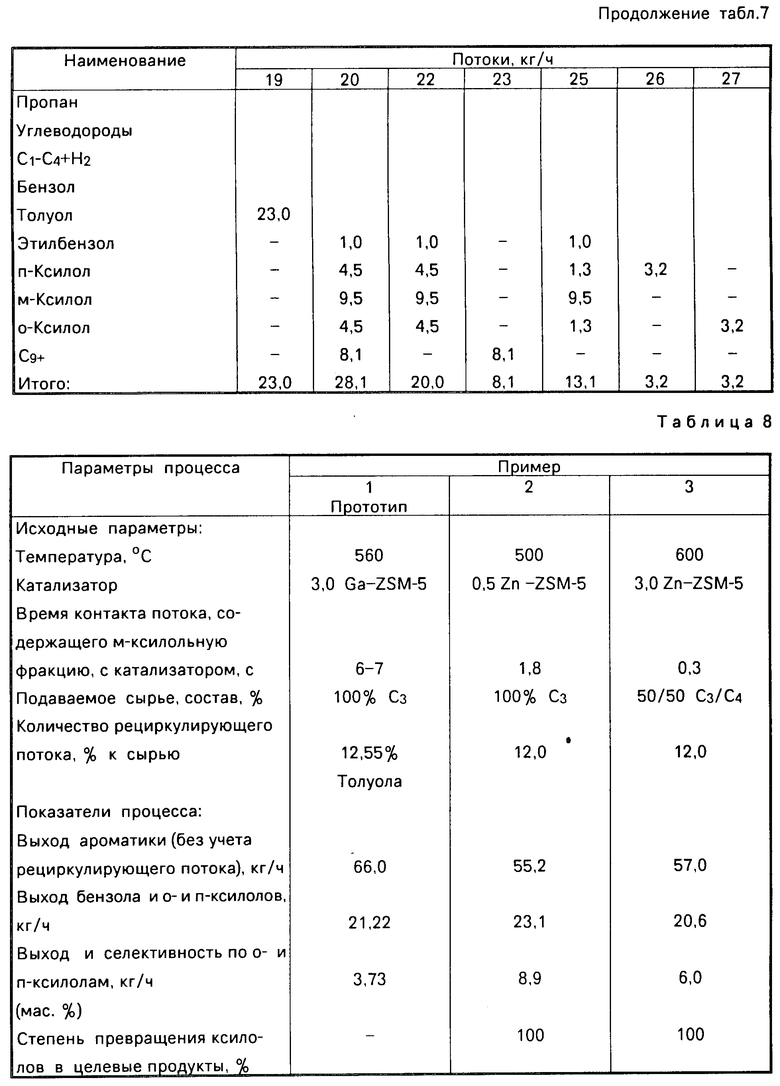
П р и м е р 7. Процесс проводят так же, как в примере 6, но время контакта потока, содержащего м-ксилольную фракцию, с катализатором в последнем реакторе 2,5 с.
Результаты представлены в табл.7. Выход бензола, о- и п-ксилолов 21,9 кг/ч. Выход и селективность о- и п-ксилолов 6,4 кг/ч (мас.%), что в 1,7 раза выше, чем в прототипе (пример 1), но меньше, чем в примерах 2, 3 и 5, что объясняется уменьшением степени сохранения ксилолов (до ≈60%) при превышении времени контакта более 1,8 с.
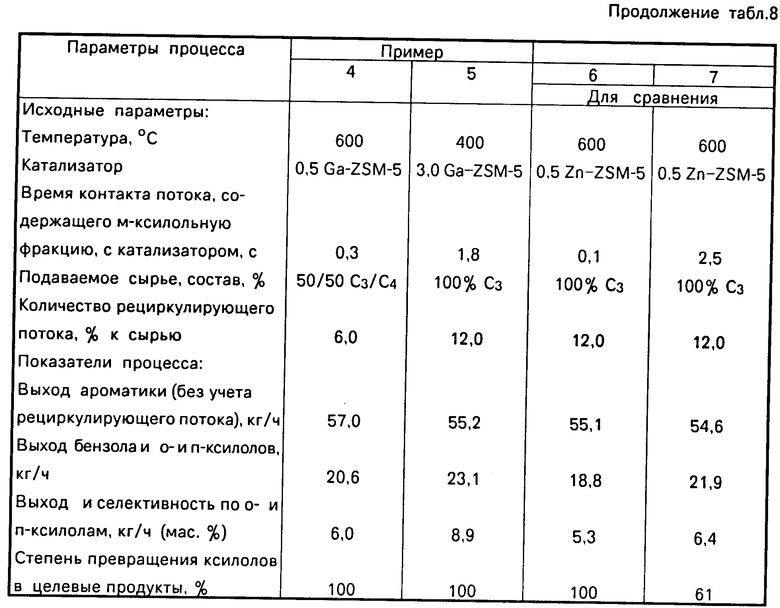
Сравнительные данные процессов по прототипу и предлагаемому способам представлены в табл.8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗОЛА, ТОЛУОЛА И КСИЛОЛОВ | 1990 |
|
RU2026852C1 |
| КОМПЛЕКСНАЯ УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ СМЕСИ УГЛЕВОДОРОДОВ С-С РАЗЛИЧНОГО СОСТАВА И КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ | 2016 |
|
RU2671568C1 |
| КАТАЛИЗАТОР И СПОСОБ АРОМАТИЗАЦИИ С-С ГАЗОВ, ЛЕГКИХ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ АЛИФАТИЧЕСКИХ СПИРТОВ, А ТАКЖЕ ИХ СМЕСЕЙ | 2014 |
|
RU2544017C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ НА ОСНОВЕ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1998 |
|
RU2152977C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА ИЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2009 |
|
RU2417249C1 |
| ПОЛУЧЕНИЕ АЛКИЛИРОВАННЫХ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ МЕТАНА | 2005 |
|
RU2417974C2 |
| ПРОИЗВОДСТВО БЕНЗИНА ПОЛИМЕРИЗАЦИЕЙ ОЛЕФИНА С АЛКИЛИРОВАНИЕМ АРОМАТИКИ | 2006 |
|
RU2409541C2 |
| КОМПЛЕКСНЫЙ СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2007 |
|
RU2413712C2 |
| СПОСОБ ПЕРЕРАБОТКИ СМЕСИ ВОДОРОДА И ОКСИДОВ УГЛЕРОДА (ВАРИАНТЫ) | 2008 |
|
RU2375407C2 |
| СОВМЕСТНОЕ ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ В УСТАНОВКЕ ПРОИЗВОДСТВА ПРОПИЛЕНА ИЗ МЕТАНОЛА | 2007 |
|
RU2462446C2 |

Использование: нефтехимия. Сущность изобретения: продукты: бензол БФ C6H6 выход 14,2 - 14,6%; толуол БФ C7H8 выход 22,2 - 23,3% о- и п-ксилолы БФ C8H10 выход 6,0 - 8,9%. Реагент: C3-C4 -алканы. Катализатор: Zn- или Ga-содержащий цеолит типа ZSM-8. Условия процесса: реакторный блок, состоящий из каскада последовательно соединенных 3 - 4 реакторов; 400 - 600°С. Рецикл выделенной из продуктов контактирования м-ксилольной фракции в последний по ходу реакции реактор, время контактирования в последнем реакторе 0,3 - 1,8 с. 1 з.п. ф-лы, 2 ил., 8 табл.
| Заявка на Европейский патент N 0230655, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
