Изобретение относится к комплексным установкам для осуществления каталитических процессов переработки углеводородов C1-С10 различного состава, в том числе олефинсодержащих фракций, и кислородсодержащих соединений C1-С6 (органические одноатомные спирты и/или их простые эфиры), в частности, для получения высокооктанового бензина из низкооктановых бензиновых и/или олефинсодержащих фракций и метанола, дизельных фракций из олефинсодержащих соединений и метанола или диметилового эфира, а также для получения ароматических углеводородов из парафин - или олефинсодержащего сырья и метанола или других спиртов или их эфиров.
Разработка фирмой «Mobil Oil» (США) в 1970-х годах катализаторов на основе цеолитов группы пентасилов (типа ZSM-5, ZSM-11 и другие), активных и стабильных в реакциях дегидроциклоолигомеризации алифатических углеводородов и конверсии оксигенатов в углеводороды, дала начало бурному развитию этого направления. Известен ряд способов получения высокооктановых бензинов и ароматических углеводородов из углеводородных фракций и/или спиртов и их простых эфиров. Особенности технологии связаны с высокими тепловыми эффектами этих процессов: экзотермического - при конверсии оксигенатов или олефиновых фракций в бензиновые углеводороды, эндотермического - при дегидроциклоолигомеризации или дегидроциклизации парафиновых углеводородов сырья. Способы получения высокооктановых бензинов из алифатических углеводородов и оксигенатов и комплексные устройства для их реализации решают задачи подвода в реактор тепла, необходимого для осуществления химических реакций, и отвода выделяющегося тепла из реактора, оптимизации условий в зоне реакции, простоты и надежности технологического процесса.
Особое положение занимают процессы получения ароматических углеводородов и высокооктанового бензина при совместной переработке углеводородных фракций и метанола. При этом каталитический процесс не имеет высокого теплового эффекта, поскольку одновременно протекают экзо- и эндотермические реакции и в принципе возможен сбалансированный по теплу процесс. При этом технические решения для процессов с использованием одного вида сырья и высоким тепловым эффектом его конверсии, например, использование трубчатых реакторов с загрузкой катализатора в трубы (RU 2069227, RU 2098173) или в межтрубное пространство (RU 65045, RU 2429910), или каскада реакторов с возможностью регулирования температуры в каждом реакторе при теплообмене промежуточных потоков в выносных теплообменниках или при введении холодных потоков сырья и циркулирующих теплоносителей являются избыточными при совместной переработке углеводородных фракций и метанола, ведут к усложнению процесса и высоким капитальным и эксплуатационным расходам.
Так, способ и система для конверсии метанола в бензин по патенту US 5602289 включают осуществление превращения сырья в более чем двух зонах контакта с катализатором (ряд последовательных реакторов, пять в примере), объем которого ограничен требованием адиабатического повышения температуры в зоне не более 50°С, с введением в каждый слой свежего сырья и разбавителя - углеводородов не тяжелее С5.
В способе получения углеводородов из алифатических спиртов с использованием нескольких отдельных зон контакта сырья с катализатором по патенту US 4542252 осуществляют регулирование температуры, охлаждая реакционный поток перед входом в каждую следующую зону с помощью встроенного теплообменника.
По меньшей мере две реакционные зоны с промежуточным теплообменом промежуточного реакционного потока между зонами предусматривает способ получения высокооктановых бензиновых фракций из углеводородного сырья, выкипающего до 250°С, и/или кислородсодержащих органических соединений по способу RU 2208624. Из потока продуктов способом сепарации и ректификации выделяют углеводородные газы, бензиновую фракцию и/или ароматические углеводороды, а также тяжелую фракцию, выкипающую выше 180-215°С.
В способе совместной переработки низкооктановых углеводородных фракций и алифатических спиртов и/или диметилового эфира по патенту RU 2429910 используют изотермический реактор с тепловыми трубами, который позволяет осуществлять контакт сырья с катализатором в близких к оптимальным условиях, но имеет все недостатки трубчатого реактора, включая сложность загрузки катализатора, что особенно нежелательно при относительно непродолжительном сроке службы катализатора.
Близкий к изотермическому режим конверсии сырья можно получить в способе превращения метанола в олефины или бензин по способу US 5191142 в гомогенной реакционной смеси, представляющей собой смесь метанола и олефина в реакторе с кипящим слоем катализатора или в реакторе со стационарным слоем с обратным перемешиванием.
Установка каталитического получения высокооктановых бензиновых фракций и ароматических углеводородов по патенту RU 2098173 включает реакторный блок с реактором кожухотрубчатого типа, в трубки которого загружают катализатор, а в межтрубное пространство подают газовый теплоноситель с заданной температурой, который получают при смешении воздуха с дымовыми газами, образующимися в теплогенераторе при сжигании топливного газа. Теплоноситель после реактора используют для нагревания сырьевых потоков в трубчатом теплообменнике перед подачей в трубчатый реактор. Установка включает два реакторных блока, работающих попеременно, а также технологически обвязанные сепараторы, ректификационные колонны, теплообменную, емкостную, перекачивающую аппаратуру.
Комплексная установка для получения высокооктанового бензина из бензиновых фракций и метанола по патенту RU №138334 (прототип) включает в себя реакторы, технологически обвязанную с ними нагревательную, теплообменную, сепарирующую, емкостную и нагнетательную аппаратуру для нагревания сырья, охлаждения, частичной конденсации, сепарации и ректификации продуктов реакции, отличается тем, что каждый реактор включает хотя бы два стационарных слоя катализатора, с возможностью подачи в сырьевую смесь, а также во второй и каждый следующий слой нагретой в огневом нагревателе части газа, выделенного в трехфазном сепараторе из потока продуктов реакции после их частичной конденсации.
Предлагаемая нами комплексная установка для переработки смеси углеводородов С1 C10 различного состава, в том числе олефинсодержащих фракций, и кислородсодержащих соединений C1-С6 (органические одноатомные спирты и/или их простые эфиры), в частности, для получения высокооктанового бензина из низкооктановых бензиновых и/или олефинсодержащих фракций и метанола, сочетает известные подходы для решения технической задачи - обеспечение предпочтительного температурного режима в реакторах и может быть использована для простой и надежной реализации способа получения высокооктановых компонентов бензинов, например, по патентам US 5019663, RU 2103322 или RU 2372988.
Комплексная установка по настоящему изобретению предназначена для переработки смеси углеводородов C1-С10 различного состава (низкооктановые бензиновые фракции н.к. - 180°С, 90-160°С или более узкие фракции, пентан - гептановые (гексановые) фракции, пропан -бутановые фракции, ШФЛУ - широкие фракции легких углеводородов -продукт газоперерабатывающих заводов, и/или низшие олефины С2-С10 и/или их смеси друг с другом и/или с парафинами C1-С10 и/или с водородом) в присутствии кислородсодержащих соединений (спирты С1-С6 и/или их простые эфиры), включающая один или более параллельно расположенных секционированных адиабатических реакторов, состоящих из одного и более стационарных слоев (секций) цеолитсодержащего катализатора с подводом или отводом тепла между слоями (секциями) катализатора, или один или более параллельно расположенных изотермических реакторов с тепловыми трубами, и/или змеевиками, и/или трубными теплообменными устройствами, и/или панелями с подводом или отводом тепла с цеолитсодержащим катализатором с возможностью подачи в сырьевую смесь, а также во второй и каждый последующий слой (секцию) с цеолитсодержащим катализатором в адиабатическом реакторе нагретой в огневом или электронагревателе части газа (Н2 и углеводороды C1-C4), выделенной в трехфазном сепараторе из потока продуктов реакции после их частичной конденсации, с целью ее циркуляции через катализатор для подвода или отвода тепла в адиабатическом реакторе, превращения содержащихся в ней непредельных углеводородов и увеличения межрегенерационного пробега катализатора, технологически обвязанную с реактором нагревательную, теплообменную, сепарирующую, емкостную и нагнетательную аппаратуру для нагревания сырья, охлаждения, частичной конденсации, сепарации и ректификации продуктов реакции, при этом в качестве потока сырья используют также изобутан, который предварительно нагретый может подаваться один и/или в смеси с кислородсодержащими соединениями С1-С6 и/или в смеси с олефинсодержащим сырьем, содержащим в своем составе олефины С2-С10, как на вход в реакционную часть изотермического реактора или в первый слой (секцию) адиабатического реактора, так и во второй и/или каждый последующий слой (секцию) адиабатического реактора.
Установка отличается тем, что включает блок, состоящий хотя бы из одного реактора, для удаления соединений серы с использованием полученного в процессе водородсодержащего газа из хотя бы части углеводородного сырья С1-С10, в который направляют нагретое сырье, из реактора выводят поток очищенного от серы сырья и направляют его в нагреватель сырья изотермического реактора или первого слоя (секции) адиабатического реактора.
Установка отличается тем, что включает ректификационную колонну для выделения компонентов С5+ из углеводородного сырья (ШФЛУ) в случае ароматизации этого сырья и в нагреватель сырья изотермического реактора или первого слоя (секции) адиабатического реактора направляют содержащий углеводороды C1-С4 парофазный поток с верха колонны после выделения рефлюкса.
Установка отличается тем, что в ректификационной колонне из ШФЛУ боковым погоном выделяют фракцию С5-С6 или С5-С7 и эту фракцию направляют в реактор на ароматизацию.
Установка отличается тем, что включает хотя бы один адсорбер, заполненный адсорбентом и селективно адсорбирующий углеводороды С5+, в том числе ароматические углеводороды, в который направляют парофазный поток, выделенный в трехфазном сепараторе из потока продуктов, и выводят обедненный С5+ - углеводородами парофазный поток, содержащий водород и углеводороды C1-С4.
Установка отличается тем, что секционированный адиабатический реактор, состоящий из двух или более слоев (секций) катализатора, имеет возрастающее по слоям (секциям) от первого к последнему объемное распределение катализатора, а именно, 1:2:3:4:6 и т.д.
Установка отличается тем, что имеет отдельный независимый циркуляционный контур для регенерации цеолитсодержащего катализатора с циркуляционным компрессором, теплообменом обратных потоков, сепарационным оборудованием, огневым или электронагревателем для циркуляции через реакторы азото-воздушной смеси с подпиткой азота и воздуха с расходом смеси 60-1800 нм3/м3 катализатора и сдувом газов регенерации.
Установка отличается тем, что для повышения селективности процесса по жидким продуктам (ароматическим углеводородам или дизельной фракции) в сырьевую смесь после реактора сероочистки адиабатического или изотермического реакторов, а также во второй и/или каждый последующий слой (секцию) цеолитсодержащего катализатора в адиабатическом реакторе подают с целью их циркуляции через катализатор нагретые в огневом или электронагревателе непрореагировавшие компоненты жидкого сырья (неароматические углеводороды в случае процесса ароматизации углеводородов C1-С10) или нецелевые жидкие продукты (олефинсодержащая бензиновая фракция в случае получения дизельной фракции из олефинсодержащего сырья), выделенные из потока продуктов методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции) (в первом случае) или ректификации (во втором случае).
Установка отличается тем, что для регулирования теплового режима процесса синтеза предусматривается раздельная подача углеводородного сырья (изобутана, парафинов C1-C10, и/или олефинов С2-С10) и кислородсодержащих соединений как непосредственно в начало слоев (секций) адиабатического и изотермического реакторов, так и по высоте каждого слоя (секции) адиабатического реактора через специальные распределительные устройства.
Установка отличается тем, что процесс переработки сырья (углеводороды C1-С10, кислородсодержащие соединения C1-С6 и изобутан) осуществляют в присутствии катализаторов на основе цеолитов группы пентасилов (типа ZSM - 5, ZSM - 11 и другие) при температуре 250-600°С, давлении 0,1-10,0 МПа, объемной скорости подачи сырья (по жидкому сырью) 0,1-10 час-1.
Установка отличается тем, что процесс переработки сырья (углеводороды C1-С10, кислородсодержащие соединения C1-С6 и изобутан) осуществляют при следующем объемном соотношении компонентов (% мас. по жидкому сырью): углеводороды C1-С10: кислородсодержащие соединения С1-С6 - 1: (0,01-10,0); углеводороды С1-С10: изобутан - 1: (0,01-5,0).
Сырьем процесса являются прямогонные нефтяные или газоконденсатные низкооктановые бензиновые фракции, выкипающие предпочтительно до 180°С, пропан - бутановые фракции, ШФЛУ, и/или олефинсодержащие фракции, а также изобутан и кислородсодержащие органические соединения (спирты C1-С6 или их простые эфиры), например метанол любой степени очистки, в том числе метанол - сырец или диметиловый эфир.
Комплексная установка для обеспечения непрерывной переработки сырья может включать два или более реакторов, работающих попеременно в цикле реакция - регенерация. Используют изотермические, либо полочные адиабатические реакторы с распределительными устройствами хотя бы между двумя слоями катализатора для ввода циркулирующего газа -теплоносителя. Могут быть использованы известные катализаторы на основе цеолитов группы пентасилов (типа ZSM - 5, ZSM - 11 и другие), а именно дегидроциклизации парафинов, олигомеризации олефинов, либо конверсии метанола или диметилового эфира в бензиновые углеводороды, в присутствии которых при температуре 250-600°С, давлении 0,1-10,0 МПа, объемной скорости подачи сырья (по жидкому сырью) 0,1-10 час-1 происходит образование преимущественно бензиновых углеводородов из парафин- или олефинсодержащего сырья, из спиртов или простых эфиров, ароматических углеводородов - из алифатических углеводородов и кислородсодеращего сырья, дизельной фракции - из олефинсодержащего сырья, а также проходят реакции крекинга, алкилирования и изомеризации углеводородов. Могут быть использованы катализаторы, приготовленные по патентам RU 2087191, RU 2098455, RU 2100075, RU 2133640, RU 2165293, RU 2169043, RU 2284343, RU 2440189 или патенту ЕАПО 002139.
Азото-воздушную окислительную регенерацию катализатора превращения углеводородного сырья в реакторах обеспечивает контур регенерации.
Установка включает технологически обвязанные рекуперационные теплообменники и огневой нагреватель для нагревания сырья, рекуперационный теплообменник и огневой нагреватель рецикла, подаваемого как во вход в реактора по линии сырья либо по собственной линии, так и во второй и последующие слои катализатора в адиабатическом реакторе, а также воздушный и водяной холодильники для конденсации компонентов потока продуктов, трехфазный сепаратор для выделения из него несконденсированных компонентов, преимущественно углеводородов C1 и С2, водной фазы, содержащей следы углеводородов и кислородсодержащие соединения, и жидкого нестабильного катализата, который стабилизируют в ректификационной колонне с получением стабильного высокооктанового бензина или концентрата ароматических углеводородов (преимущественно бензол - толуол - ксилольную фракцию) или стабильного бензина и дизельной фракции. При необходимости бензиновую фракцию или БТК -фракцию можно разделить на ароматические и неароматические углеводороды методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции). В случае целевого получения дизельной фракции из олефинсодержащего сырья образующуюся бензиновую олефинсодержащую фракцию направляют на рецикл из ректификационной колонны, а в случае целевого получения ароматических углеводородов образующиеся неароматические углеводороды направляют на рецикл после отделения от ароматических углеводородов методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции). После разделения неароматических и ароматических углеводородов, последние можно разделить в отдельной ректификационной колонне на индивидуальные углеводороды (бензол, толуол, ксилолы, этилбензол, ароматика С9, нафталин и т.д.).
Если парафинсодержащее сырье (пропан - бутановую фракцию) необходимо подвергнуть полной ароматизации и оно содержит компоненты С5+ (ШФЛУ), их отделяют в стабилизационной колонне. В этом случае установка дополнительно включает ректификационную колонну и необходимое для ее функционирования оборудование: нагреватель сырья, ребойлер или испаритель для нагрева куба колонны, холодильник, а также рефлюксную емкость и насос для подачи в колонну холодного орошения. На переработку направляют содержащий углеводороды C1-С4 парофазный поток с верха колонны после выделения рефлюкса.
Если надо подвергнуть ароматизации пентан-гексановую или пентан-гептановую фракцию, то в ректификационной колонне из ШФЛУ боковым погоном выделяют фракцию С5-С6 или С5-С7 и эту фракцию направляют в реактор на ароматизацию.
Если сырье представлено отдельными фракциями насыщенных углеводородов и олефинсодержащими фракциями, последние можно подавать отдельно в каждый слой (секцию) цеолитсодержащего катализатора в адиабатическом реакторе. Это относится также к подаче изобутана и кислородсодержащих соединений. Такая подача сырья в адиабатическом реакторе позволяет получать условия протекания химического процесса близкими к изотермическим. В предпочтительном случае содержащее олефины и кислородсодержащие соединения сырье смешивают с содержащим парафины и изобутан сырьем перед каждым слоем (секцией) с получением смеси углеводородов, 30-40% мас. которой составляют олефины и кислородсодержащие соединения.
Для более полного извлечения углеводородов С5+ из газообразных углеводородов С1-С4, выделенных в трехфазном сепараторе, часть которых в дальнейшем направляется на смешение с сырьевым углеводородным потоком установки (после реактора сероочистки), без применения высокого давления и глубокого холода установка может включать хотя бы один или более адсорберов - для обеспечения непрерывной очистки парофазного потока, выделенного из потока продуктов (RU 2277527, RU 57278). Для адсорбции углеводородов С5+ из смеси углеводородов C1-С4 могут быть использованы известные адсорбенты: активированный уголь, силикагель, цеолиты. Предпочтительно использование активированного угля как легко регенерируемого сорбента с высокой адсорбционной емкостью. Адсорбцию осуществляют в обычных адсорберах. Условия адсорбции углеводородов С5+ зависят от свойств используемого сорбента и в предпочтительном случае совпадают с характеристиками очищаемого парофазного потока.
Парофазный поток из сепаратора при необходимости направляется в адсорбер, расположенный после компрессора на линии циркуляции газообразных продуктов реакции, в предпочтительном случае без предварительной подготовки и из адсорбера выводят обедненный углеводородами С5+ парофазный поток, содержащий водород и углеводороды C1-С4. Степень извлечения углеводородов С5+ из парофазного потока в предпочтительном случае не ниже 95% за полный цикл адсорбции.
Особенно необходим блок адсорбции углеводородов С5+ (прежде всего бензола и толуола) из углеводородов C1-С4 при проведении процессов получения ароматических углеводородов.
Насыщенный углеводородами С5+ адсорбент регенерируют, повышая температуру в адсорбере с одновременной продувкой адсорбента частью обедненного С5+ - углеводородами потока из другого адсорбера (отдувочным газом) или инертным газом со стороны. Десорбированные С5+ - углеводороды выделяют из насыщенного отдувочного газа с меньшим объемом неконденсируемых компонентов, чем в потоке, поступающем на адсорбцию, и их конденсация и сепарация может быть осуществлена с меньшей потерей.
В режиме регенерации в адсорбер подают нагретый отдувочный газ - часть обедненного С5+ - углеводородами потока из другого адсорбера или инертный газ (например, азот) в случае наличия в схеме только одного адсорбера и выводят отдувочный газ, насыщенный углеводородами С5+. Для регенерации адсорбента установка включает нагреватель для нагревания отдувочного или инертного газа и последовательно соединенные с выходом из адсорбера теплообменники и холодильники для охлаждения и конденсации углеводородов С5+ из насыщенного отдувочного или инертного газа, а также сепаратор для разделения парожидкостной смеси, из которого выводят жидкофазный поток, содержащий углеводороды С5+, который направляют в ректификационную колонну для стабилизации, и парофазный поток, который смешивают с обедненным углеводородами С5+ потоком из другого адсорбера, или инертный газ.
Адсорберы и оборудование для регенерации адсорбента образуют блок адсорбции. Входящий поток - содержащий углеводороды С5+ парофазный поток из трехфазного сепаратора потока продуктов из реакторов, выходящие потоки - парофазный поток, обедненный углеводородами С5+ или инертный газ, и жидкофазный поток, содержащий углеводороды C5+.
В случае отсутствия необходимости очистки парофазного потока из трехфазного сепаратора от углеводородов C5+ часть этого потока сдувается в топливную сеть на линии перед циркуляционным компрессором.
Нестабильный жидкий продукт из трехфазного сепаратора через теплообменники, где он нагревается теплом стабильного продукта, поступает на стабилизацию в ректификационную колонну. С верха колонны выводят пары, которые охлаждают и конденсируют в воздушном холодильнике и водяном холодильнике, а затем в сепараторе выделяют несконденсированный газ, который направляют в топливную сеть, и сжиженный газ, часть которого насосом направляют в колонну в качестве орошения, а балансовую часть выводят с установки в качестве товарного продукта (в некоторых случаях этот газ используется в качестве сырья установки). Кубовой продукт колонны поступает в ребойлер, где из него отпариваются легкие фракции, которые далее поступают под нижнюю тарелку колонны, а стабильный жидкий продукт (высокооктановый бензин, концентрат ароматических углеводородов или дизельная фракция в случае олигомеризации олефинсодержащего сырья - в этом случае бензиновая олефинсодержащая фракция выводится из колонны боковым погоном и направляется на рецикл на дальнейшую переработку, на схемах не показано) охлаждается в межтрубном пространстве теплообменника и поступает на товарный склад (в случае получения высокооктанового бензина) или на дальнейшее разделение ароматических и неароматических углеводородов (в случае получения концентрата ароматических углеводородов) стандартными методами в блоке их разделения.
В последнем случае ароматические и неароматические углеводороды (обычно не более 1,0% мас.) разделяют методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции) (Сулимов А. Д. Производство ароматических углеводородов из нефтяного сырья. М., Химия, 1975, с. 36-72). Содержание неароматических углеводородов в составе ароматических после блока разделения не превышает 1000 ppm. После блока разделения ароматические углеводороды могут быть разделены в отдельной ректификационной колонне на индивидуальные углеводороды (бензол, толуол, ксилолы, ароматика С9, нафталин и т.д.), а жидкие неароматические углеводороды выводятся из установки как товар.
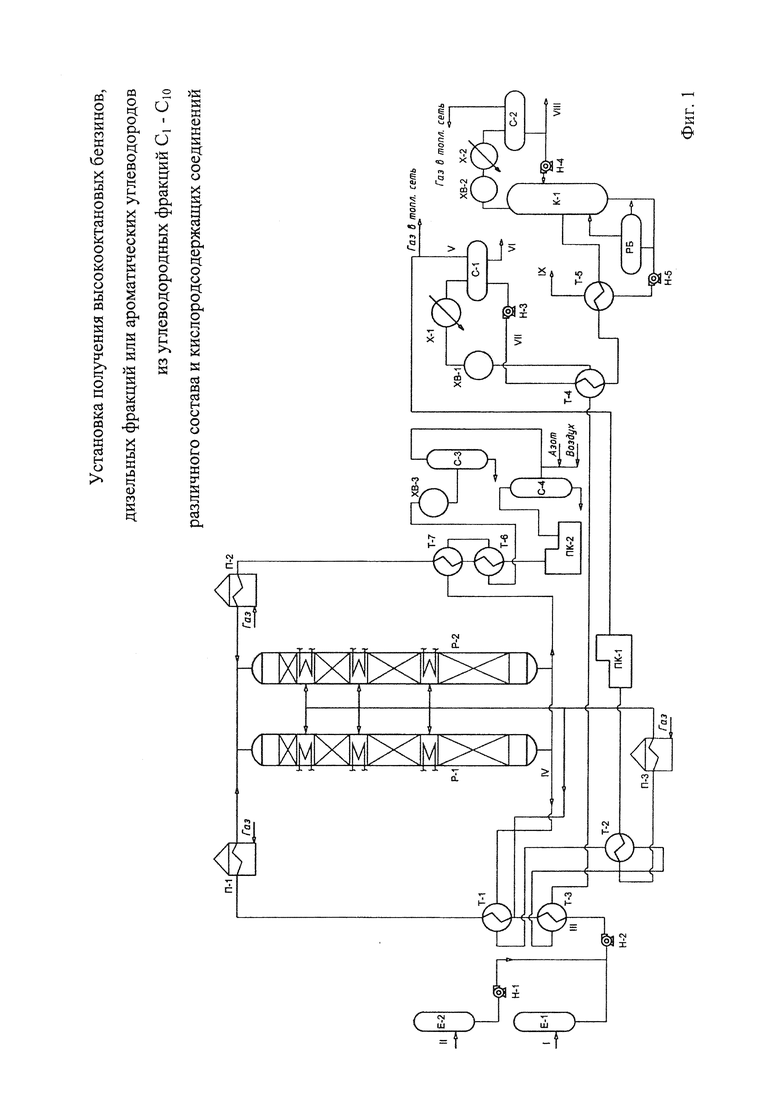
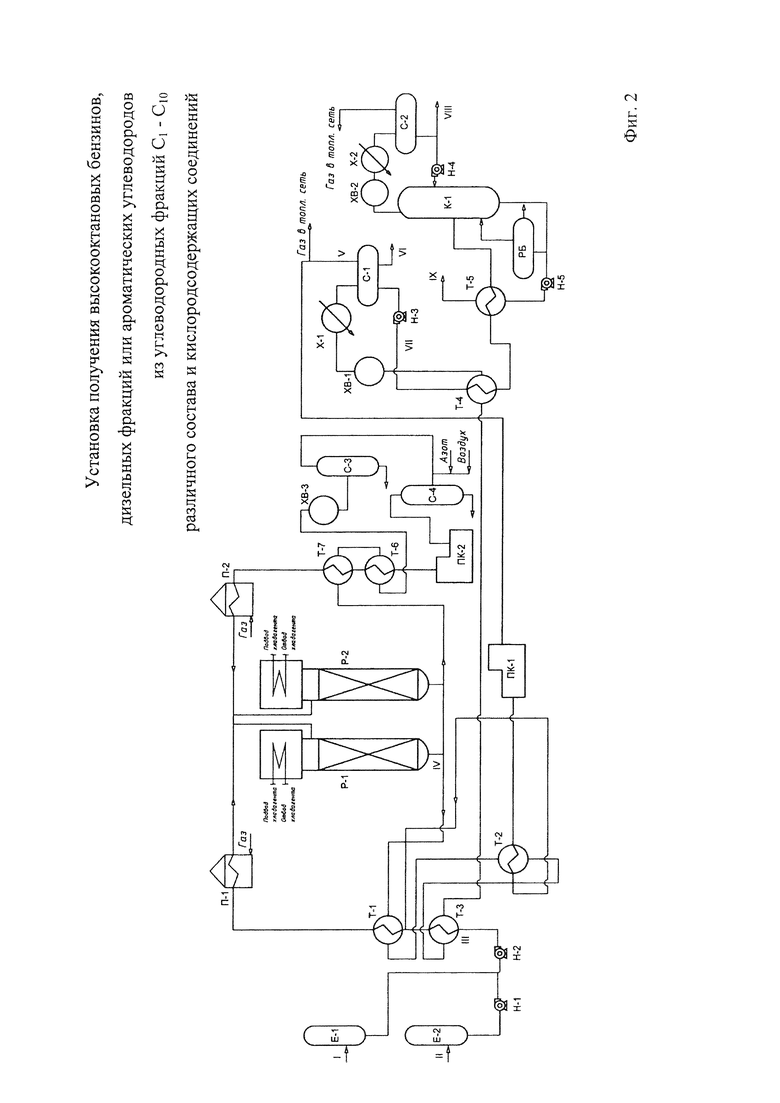
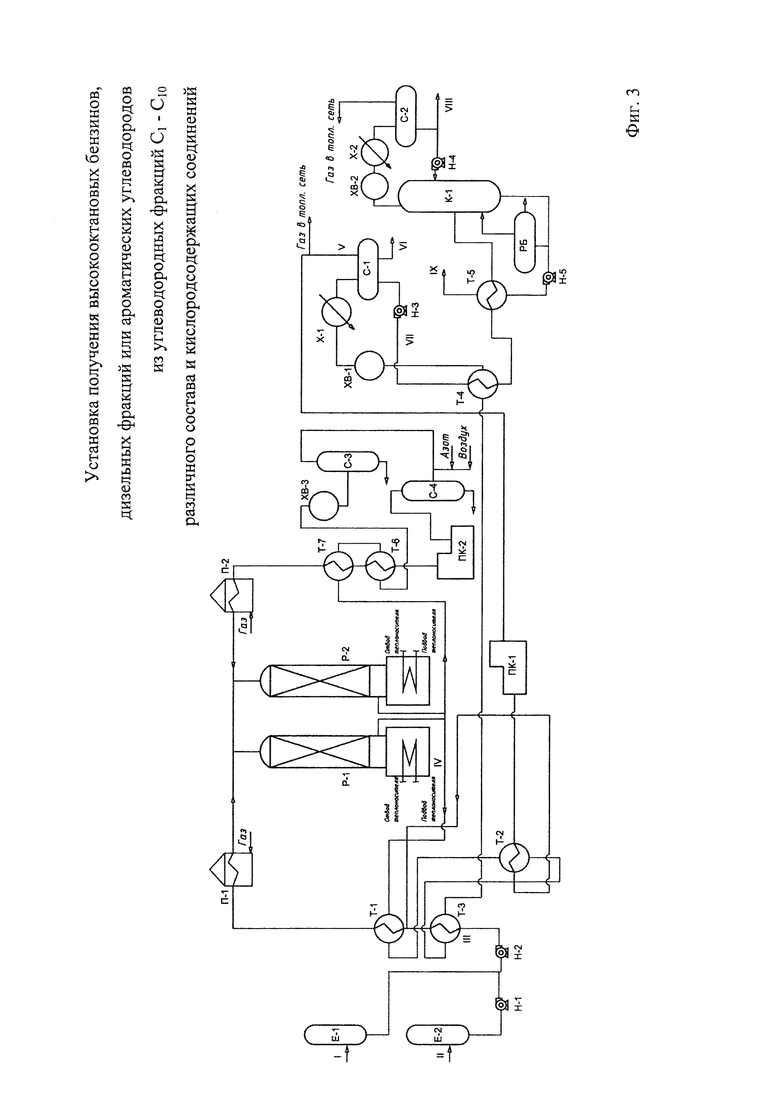
На рис. 1 (с двумя полочными адиабатическими реакторами), 2 (с двумя изотермическими реакторами для проведения экзотермических реакций) и 3 (с двумя изотермическими реакторами для проведения эндотермическх реакций) представлены принципиальные схемы комплексной установки для получения высокооктанового бензина, дизельной фракции или ароматических углеводородов из углеводородов C1-С10 различного состава, кислородсодержащих соединений и изобутана. Установка включает следующие аппараты: Е-1, Е-2 - сырьевые емкости; Н-1, Н-2, Н-3, Н-4, Н-5 - насосы; П-1, П-2, П-3 - печи; Р-1, Р-2 - реакторы; Т-1, Т-2, Т-3, Т-4, Т-5, Т-6, Т-7 - теплообменники; ПК-1, ПК-2 - компрессоры; ХВ-1, ХВ-2, ХВ-3 - воздушные холодильники; Х-1, Х-2 - водяные холодильники, С-1, С-2, С-3, С-4 - сепараторы; РБ - ребойлер; К-1- ректификационная колонна. На схемах не показаны: реактор сероочистки; К-2 -ректификационная колонна разделения ШФЛУ; блок адсорбции углеводородов С5+ из углеводородов C1-С4; блок разделения ароматических и неароматических углеводородов; К-3 - ректификационная колонна разделения ароматических углеводородов. На схемах обозначены потоки: I -сырьевая углеводородная фракция C1-С10, II - сырьевая кислородсодержащая фракция C1-С6, III - сырьевая смесь, IV - продукты каталитического процесса, V - водородсодержащий газ; VI - водный конденсат; VII - нестабильный бензин; VIII - сжиженный газ; IX - стабильный продукт (высокооктановый бензин или олефинсодержащий бензин или дизельная олефинсодержащая фракция или концентрат ароматических углеводородов).
Установка работает следующим образом. Сырье - сырьевая углеводородная фракция С1-С10 I (прямогонная или газоконденсатная бензиновая фракция или олефинсодержащая фракция или пентан -гексановая (гептановая) фракция или пропан - бутановая фракция или ШФЛУ) и изобутан из сырьевой емкости Е-1 поступает на прием сырьевого насоса Н-2, куда подается насосом Н-1 сырьевая кислородсодержащая фракция C1-С6 II из сырьевой емкости Е-2. ШФЛУ предварительно может быть разделена в ректификационной колонне К-2 (на схемах не показана) на фракции C1-С4, С5-С7, С5-С6, С5+, С6+ или С7+, и в качестве сырья установки может быть использована любая из этих фракций. При необходимости схема может включать реактор сероочистки сырьевой бензиновой фракции, пентан - гексановой (гептановой), ШФЛУ, а также какой - либо выделенной из ШФЛУ фракции с использованием полученного в процессе водородсодержащего газа. Сырьевая смесь проходит трубное пространство теплообменников Т-3 и Т-1, где нагревается газо-продуктовым потоком, поступающим из реактора Р-1 или Р-2, работающего в режиме синтеза. Далее сырьевой поток III нагревается в печи П-1 до требуемой температуры начала реакции (250-510°С в зависимости от используемого сырья) и поступает в реактор Р-1 или Р-2, работающий в режиме синтеза. Одновременно в первый или каждый последующий слой катализатора или между этими слоями в адиабатическом реакторе, а также на вход в изотермический реактор циркуляционным компрессором ПК-1 подают газ, нагретый в рекуперационном теплообменнике Т-2 и печи П-3 до 410-480°С, а также горячий рецикловый поток из К-1 (на схемах не показано). В реакторе в зависимости от используемого сырья при температуре 250-510°С и давлении 0,1-10,0 МПа осуществляется каталитический процесс превращения сырья. Из реактора выводят поток продуктов IV, который последовательно проходит межтрубное пространство теплообменников Т-1, Т-2 и Т-3, где отдает тепло сырьевому потоку и циркулирующему газу, затем теплообменник Т-4, где отдает тепло потоку нестабильного продукта, затем охлаждается в воздушном холодильнике ХВ-1 до температуры 55°С и затем - оборотной водой в водяном холодильнике X-1 до температуры 35°С. Далее газожидкостная смесь продуктов поступает в трехфазный сепаратор С-1, где разделяется на газовый поток V, водный конденсат VI и нестабильный жидкий продукт VII.
Основная часть выделенного в трехфазном сепараторе газового потока поступает в блок циркуляционного компрессора ПК-1 и при давлении 1,9-2,0 МПа (в предпочтительном случае при получении высокооктановых бензинов) и 4,0-6,0 (в предпочтительном случае при получении дизельных фракций из олефинсодержащего сырья) поступает в змеевик теплообменника Т-2, далее в печь П-3 и затем в реактор Р-1 или Р-2, работающий в режиме синтеза.
Водный конденсат, содержащий кислые компоненты и непрореагировавший спирт (эфир) (обычно следы), направляют в систему водоочистки или на установку обессоливания нефти.
Нестабильный продукт VII (бензин, концентрат ароматических углеводородов или дизельную фракцию) насосом Н-3 подают в змеевик теплообменника Т-4, затем в змеевик теплообменника Т-5, где он нагревается теплом стабильного продукта, и далее поступает на стабилизацию в ректификационную колонну К-1. С верха колонны выводят пары, которые охлаждают и конденсируют в воздушном холодильнике ХВ-2 и водяном холодильнике Х-2, а затем в сепараторе С-2 выделяют несконденсированный газ, который направляют в топливную сеть, и сжиженный газ, часть которого насосом Н-4 направляют в колонну в качестве орошения, а балансовую часть VIII выводят с установки. Кубовой продукт колонны поступает в ребойлер РБ, где из него отпариваются легкие фракции, которые далее поступают под нижнюю тарелку колонны, а стабильный продукт IX - высокооктановый бензин или олефинсодержащий бензин или дизельная фракция - охлаждается в межтрубном пространстве теплообменника Т-5 и поступает на товарный склад. Если целевым стабильным продуктом колонны К-1 является дизельная фракция, полученная олигомеризацией олефинсодержаего сырья, то, получающаяся в процессе бензиновая фракция, выводится боковым погоном колонны К-1 и направляется на рецикл в реактор Р-1 или Р-2 (на схемах не показано).
Если стабильным продуктом колонны является концентрат ароматических углеводородов в случае ароматизации углеводородного сырья, то дальнейшая переработка этого продукта происходит следующим образом.
Ароматические и неароматические (обычно не более 1,0% мас.) углеводороды разделяют методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции). Содержание неароматических углеводородов в составе ароматических после блока разделения не превышает 1000 ppm. После блока разделения ароматические углеводороды могут быть разделены в ректификационной колонне К-3 на индивидуальные углеводороды (бензол, толуол, ксилолы, ароматика С9, нафталин и т.д.), а жидкие неароматические углеводороды выводятся из установки как товар, а также в некоторых случаях могут быть направлены на рецикл в процесс ароматизации.
По мере закоксования катализатора в реакторе синтеза Р-1 или Р-2 температура входящего потока сырья повышается. После достижения максимальной температуры переработки каждого вида сырья реактор с потерявшем активность катализатором отключается от сырьевого потока и переводится в режим окислительной регенерации азото-воздушной смесью через контур регенерации. Запускается схема подачи азота и воздуха в сепаратор С-4 и линия азото-воздушной смеси из С-4 на прием циркуляционного компрессора ПК-2. В начале регенерации производится продувка реактора от "горючих" соединений чистым азотом. Азот после циркуляционного компрессора ПК-2, трубного пространства теплообменников Т-6 и Т-7 через печь П-2 поступает в реактор с закоксованным катализатором. После выхода из реактора азот, а в последствии азото-воздушная смесь, проходит межтрубное пространство теплообменников Т-7 и Т-6, где отдает тепло свежей азото-воздушной смеси. Далее азот (азото-воздушная смесь) через холодильник ХВ-3 поступает в сепаратор С-3, где часть ее сдувается на свечу, а другая часть через сепаратор С-4 поступает опять в контур регенерации. После понижения температуры в реакторе до 280°С и содержании "горючих" менее 0,5% об. начинают постепенную дозировку воздуха (до 100%) в азот в сепараторе С-4 и постепенный подъем температуры в печи П-2 до 510°С. Продолжительность цикла регенерации - до 120 часов.
Заявляемое изобретение может быть проиллюстрировано следующими примерами.
Пример 1
По описанной технологической схеме (рис. 1) в условиях: температура 380°С, давление 0,8 МПа, объемная скорость подачи сырья (по жидкости) 1,5 час-1 из 14800,0 кг/час бензиновой фракции, выкипающей в пределах 38-165°С, 200,0 кг/час изобутана и 3750,0 кг/час метанола при контакте с цеолитсодержащим катализатором в трех зонах адиабатического реактора при температуре на выходе из каждой зоны лишь на 4-5°С ниже температуры на входе в зону получают 14550,0 кг/час стабильного бензина с содержанием бензола 0,85% мас. и октановым числом 94 пункта по исследовательскому методу, 1391,0 кг/час фракции С3-С4, 2109,4 кг/ч водного конденсата и 699,6 кг/час газовой сдувки, направляемой в топливную сеть.
Пример 2
По описанной технологической схеме (рис. 1) в условиях: температура 300°С, давление 1,8 МПа, объемная скорость подачи сырья (по жидкости) 2 час-1 из 14600,0 кг/час бутан - бутиленовой фракции (состав, % мас.: пропан - 1,0; пропилен - 1,0; изобутан - 8,0; н-бутан - 28,0; бутены - 62,0; сумма олефинов - 63,0), 400,0 кг/час изобутана и 3750,0 кг/час диметилового эфира при контакте с цеолитсодержащим катализатором в четырех зонах адиабатического реактора при температуре на выходе из каждой зоны лишь на 5-8°С выше температуры на входе в зону получают 12020,0 кг/час стабильного бензина с содержанием бензола менее 0,1% мас. и октановым числом 97,5 пункта по исследовательскому методу, 3427,0 кг/час фракции С3-С4, 1467,4 кг/час водного конденсата и 1835,6 кг/час газовой сдувки, направляемой топливную сеть.
Пример 3
По описанной технологической схеме (рис. 2) в условиях: температура 260°С, давление 4,2 МПа, объемная скорость подачи сырья (по жидкости) 1 час-1 из 14900,0 кг/час пропан - пропиленовой фракции (состав, % мас.: пропан - 30,0, пропилен - 70,0), 100,0 кг/час изобутана и 3750,0 кг/час смеси метанола и диметилового эфира (1:1 по массе) при контакте с цеолитсодержащим катализатором в изотермическом реакторе с отводом тепла из реакционного пространства при температуре на выходе из реактора лишь на 2-3°С выше температуры на входе в реактор получают 12480,0 кг/час дизельной фракции (170-270°С) с цетановым числом 34,0 (до гидроочистки) и 53,0 (после гидроочистки), 3350,0 кг/час бензиновой фракции (38-170°С), 920,0 кг/час фракции С3-С4, 1790,4 кг/час водного конденсата и 209,6 кг/час газовой сдувки, направляемой в топливную сеть.
Так как в данном примере целевым стабильным продуктом колонны К-1 является дизельная фракция, полученная олигомеризацией олефинсодержащего сырья (пропан - пропиленовой фракции), то, образующаяся в процессе бензиновая фракция, выводится боковым погоном колонны К-1 и после подогрева направляется на рецикл в реактор Р-1 или Р-2 (на схеме не показано).
Пример 4
По описанной технологической схеме (рис. 3) в условиях: температура 520°С, давление 0,8 МПа, объемная скорость подачи сырья (по жидкости) 1 час-1 из 11000,0 кг/час пропан-бутановой фракции (состав, % мас.: пропан - 50,0, бутан - 50,0), 3000,0 кг/час изобутана и 4750,0 кг/час смеси спиртов С2-С4 (этанол: изопропанол: бутанол - 1:1:1 по массе) при контакте с цеолитсодержащим катализатором в изотермическом реакторе с подводом тепла в реакционное пространство при температуре на выходе из реактора лишь на 3-4°С ниже температуры на входе в реактор получают 11550,0 кг/час концентрата ароматических углеводородов, 320,0 кг/час фракции С3-С4, 1425,0 кг/час водного конденсата и 5455,0 кг/час газовой сдувки, направляемой в топливную сеть.
Поскольку целевым продуктом данного примера является концентрат ароматических углеводородов, то типовая схема (рис. 3) дорабатывается следующим образом.
Парофазный поток из трехфазного сепаратора С-1 направляется в адсорбер, расположенный после компрессора на линии циркуляции газообразных продуктов реакции. Из адсорбера выводят обедненный углеводородами С5+ (преимущественно ароматическими углеводородами, в частности бензолом и толуолом) парофазный поток, содержащий водород и углеводороды С1-С4, который направляется на рецикл в реактор Р-1 или Р-2. Степень извлечения углеводородов С5+ из парофазного потока в предпочтительном случае не ниже 95% за полный цикл адсорбции.
Ароматические и неароматические (обычно не более 1,0% мас.) углеводороды (поток IX из колонны К-1) разделяют методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции) в блоке разделения ароматических и неароматических углеводородов (на схеме не показан). Содержание неароматических углеводородов в составе ароматических после блока разделения не превышает 1000 ppm. После блока разделения ароматические углеводороды могут быть разделены в ректификационной колонне К-3 (на схеме не показана) на индивидуальные углеводороды (бензол, толуол, ксилолы, ароматика С9, нафталин и т.д.), а жидкие неароматические углеводороды выводятся из установки как товар.
В данном примере из образовавшихся 11550,0 кг/час концентрата ароматических углеводородов в колонне К-3 можно получить (% мас.): бензол 20-24; толуол 32-34; сумма ксилолов 24-27; этилбензол 2-3; ароматика С9 3-4; нафталин 5-7; метилнафталины 5-7; остальное 1.
Пример 5
По описанной технологической схеме (рис. 3) в условиях: температура 500°С, давление 0,5 МПа, объемная скорость подачи сырья (по жидкости) 2 час-1 из 14500,0 кг/час пентан - гексановой фракции (состав, % мас.: пентан - 50,0, гексан - 50,0), выделенной из ШФЛУ, 500,0 кг/час изобутана и 3750,0 кг/час метанола при контакте с цеолитсодержащим катализатором в изотермическом реакторе с подводом тепла в реакционное пространство при температуре на выходе из реактора лишь на 2-3°С ниже температуры на входе в реактор получают 12300,0 кг/час концентрата ароматических углеводородов, 1100,0 кг/час фракции С3-С4, 2109,4 кг/час водного конденсата и 3240,6 кг/час газовой сдувки, направляемой в топливную сеть.
Поскольку сырьем данного примера является ШФЛУ, а целевым продуктом процесса является концентрат ароматических углеводородов, то типовая схема (рис. 3) дорабатывается следующим образом.
Если ШФЛУ содержит в себе соединения серы, то установка включает блок, состоящий хотя бы из одного реактора, для удаления соединений серы с использованием полученного в процессе водородсодержащего газа из хотя бы части углеводородного сырья C1-С10, в который направляют нагретое сырье, из реактора выводят поток очищенного от серы сырья и направляют его в нагреватель сырья изотермического реактора. В данном случае предпочтительным является очистка всего потока ШФЛУ, чтобы от серы были очищены все образующиеся в дальнейшем продукты переработки ШФЛУ.
Пентан-гексановую фракцию, которую необходимо подвергнуть полной ароматизации, выделяют боковым погоном в ректификационной колонне К-2 (на схеме не показана) и эту фракцию направляют в реактор на ароматизацию.
Очистку отходящего из реактора газа и очистку и разделение полученных ароматических углеводородов осуществляют также, как в примере 4.
Парофазный поток из трехфазного сепаратора С-1 направляется в адсорбер, расположенный после компрессора на линии циркуляции газообразных продуктов реакции. Из адсорбера выводят обедненный углеводородами С5+ (преимущественно ароматическими углеводородами, в частности бензолом и толуолом) парофазный поток, содержащий водород и углеводороды C1-С4, который направляется на рецикл в реактор Р-1 или Р-2. Степень извлечения углеводородов С5+из парофазного потока в предпочтительном случае не ниже 95% за полный цикл адсорбции.
Ароматические и неароматические (обычно не более 1,0% мас.) углеводороды (поток IX из колонны К-1) разделяют методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции) в блоке разделения ароматических и неароматических углеводородов (на схеме не показан). Содержание неароматических углеводородов в составе ароматических после блока разделения не превышает 1000 ppm. После блока разделения ароматические углеводороды могут быть разделены в ректификационной колонне К-3 (на схеме не показана) на индивидуальные углеводороды (бензол, толуол, ксилолы, ароматика С9, нафталин и т.д.), а жидкие неароматические углеводороды выводятся из установки как товар.
В данном примере из образовавшихся 12300,0 кг/час концентрата ароматических углеводородов в колонне К-3 можно получить (% мас.): бензол 18-25; толуол 30-40; сумма ксилолов 14-22; этилбензол 1-2; ароматика С9 4-5; нафталин 2-5; метилнафталины 3-6; остальное 1.
Настоящее изобретение относится к комплексной установке для переработки смеси углеводородов C1-С10 различного состава (низкооктановые бензиновые фракции н.к. - 180°С, 90-160°С или более узкие фракции, пентан-гептановые (гексановые) фракции, пропан-бутановые фракции, ШФЛУ - широкие фракции легких углеводородов - продукт газоперерабатывающих заводов, и/или низшие олефины С2-С10 и/или их смеси друг с другом, и/или с парафинами C1-С10, и/или с водородом) в присутствии кислородсодержащих соединений, включающей один или более параллельно расположенных секционированных адиабатических реакторов, состоящих из одного и более стационарных слоев (секций) цеолитсодержащего катализатора с подводом или отводом тепла между слоями (секциями) катализатора, или один или более параллельно расположенных изотермических реакторов с тепловыми трубами, и/или змеевиками, и/или трубными теплообменными устройствами, и/или панелями с подводом или отводом тепла с цеолитсодержащим катализатором с возможностью подачи в сырьевую смесь, а также во второй и каждый последующий слой (секцию) с цеолитсодержащим катализатором в адиабатическом реакторе нагретой в огневом или электронагревателе части газа, выделенной в трехфазном сепараторе из потока продуктов реакции после их частичной конденсации, с целью ее циркуляции через катализатор для подвода или отвода тепла в адиабатическом реакторе, превращения содержащихся в ней непредельных углеводородов и увеличения межрегенерационного пробега катализатора, технологически обвязанную с реактором нагревательную, теплообменную, сепарирующую, емкостную и нагнетательную аппаратуру для нагревания сырья, охлаждения, частичной конденсации, сепарации и ректификации продуктов реакции. При этом в качестве потока сырья используют также изобутан, который предварительно нагретый может подаваться один и/или в смеси с кислородсодержащими соединениями С1-С6 и/или в смеси с олефинсодержащим сырьем, содержащим в своем составе олефины С2-С10, как на вход в реакционную часть изотермического реактора или в первый слой (секцию) адиабатического реактора, так и во второй и/или каждый последующий слой (секцию) адиабатического реактора. Предлагаемая установка позволяет простым способом получить высокооктановые бензины, дизельные фракции или ароматические углеводороды. 10 з.п. ф-лы, 3 ил., 5 пр.
1. Комплексная установка для переработки смеси углеводородов C1-С10 различного состава (низкооктановые бензиновые фракции н.к. - 180°С, 90-160°С или более узкие фракции, пентан-гептановые (гексановые) фракции, пропан-бутановые фракции, ШФЛУ - широкие фракции легких углеводородов - продукт газоперерабатывающих заводов, и/или низшие олефины С2-С10 и/или их смеси друг с другом, и/или с парафинами C1-С10, и/или с водородом) в присутствии кислородсодержащих соединений (спирты C1-С6 и/или их простые эфиры), включающая один или более параллельно расположенных секционированных адиабатических реакторов, состоящих из одного и более стационарных слоев (секций) цеолитсодержащего катализатора с подводом или отводом тепла между слоями (секциями) катализатора, или один или более параллельно расположенных изотермических реакторов с тепловыми трубами, и/или змеевиками, и/или трубными теплообменными устройствами, и/или панелями с подводом или отводом тепла с цеолитсодержащим катализатором с возможностью подачи в сырьевую смесь, а также во второй и каждый последующий слой (секцию) с цеолитсодержащим катализатором в адиабатическом реакторе нагретой в огневом или электронагревателе части газа (Н2 и углеводороды C1-С4), выделенной в трехфазном сепараторе из потока продуктов реакции после их частичной конденсации, с целью ее циркуляции через катализатор для подвода или отвода тепла в адиабатическом реакторе, превращения содержащихся в ней непредельных углеводородов и увеличения межрегенерационного пробега катализатора, технологически обвязанную с реактором нагревательную, теплообменную, сепарирующую, емкостную и нагнетательную аппаратуру для нагревания сырья, охлаждения, частичной конденсации, сепарации и ректификации продуктов реакции, при этом в качестве потока сырья используют также изобутан, который предварительно нагретый может подаваться один и/или в смеси с кислородсодержащими соединениями С1-С6 и/или в смеси с олефинсодержащим сырьем, содержащим в своем составе олефины С2-С10, как на вход в реакционную часть изотермического реактора или в первый слой (секцию) адиабатического реактора, так и во второй и/или каждый последующий слой (секцию) адиабатического реактора.
2. Установка по п. 1, отличающаяся тем, что включает блок, состоящий хотя бы из одного реактора, для удаления соединений серы с использованием полученного в процессе водородсодержащего газа из хотя бы части углеводородного сырья C1-С10, в который направляют нагретое сырье, из реактора выводят поток очищенного от серы сырья и направляют его в нагреватель сырья изотермического реактора или первого слоя (секции) адиабатического реактора.
3. Установка по п. 1, отличающаяся тем, что включает ректификационную колонну для выделения компонентов С5+ из углеводородного сырья (ШФЛУ) в случае ароматизации этого сырья и в нагреватель сырья изотермического реактора или первого слоя (секции) адиабатического реактора направляют содержащий углеводороды C1-С4 парофазный поток с верха колонны после выделения рефлюкса.
4. Установка по п. 3, отличающаяся тем, что в ректификационной колонне из ШФЛУ боковым погоном выделяют фракцию С5-С6 или С5-С7 и эту фракцию направляют в реактор на ароматизацию.
5. Установка по п. 1, отличающаяся тем, что включает хотя бы один адсорбер, заполненный адсорбентом и селективно адсорбирующий углеводороды С5+, в том числе ароматические углеводороды, в который направляют парофазный поток, выделенный в трехфазном сепараторе из потока продуктов, и выводят обедненный С5+ - углеводородами парофазный поток, содержащий водород и углеводороды C1-С4.
6. Установка по п. 1, отличающаяся тем, что секционированный адиабатический реактор, состоящий из двух или более слоев (секций) катализатора, имеет возрастающее по слоям (секциям) от первого к последнему объемное распределение катализатора, а именно 1:2:3:4:6 и так далее.
7. Установка по п. 1, отличающаяся тем, что имеет отдельный независимый циркуляционный контур для регенерации цеолитсодержащего катализатора с циркуляционным компрессором, теплообменом обратных потоков, сепарационным оборудованием, огневым или электронагревателем для циркуляции через реакторы азото-воздушной смеси с подпиткой азота и воздуха с расходом смеси 60-1800 нм3/м3 катализатора и сдувом газов регенерации.
8. Установка по пп. 1, 2, отличающаяся тем, что для повышения селективности процесса по жидким продуктам (ароматическим углеводородам или дизельной фракции) в сырьевую смесь после реактора сероочистки адиабатического или изотермического реакторов, а также во второй и/или каждый последующий слой (секцию) цеолитсодержащего катализатора в адиабатическом реакторе подают с целью их циркуляции через катализатор нагретые в огневом или электронагревателе непрореагировавшие компоненты жидкого сырья (неароматические углеводороды в случае процесса ароматизации углеводородов) или нецелевые жидкие продукты (олефинсодержащая бензиновая фракция в случае получения дизельной фракции из олефинсодержащего сырья), выделенные из потока продуктов методами абсорбции, и/или адсорбции, и/или экстрактивной ректификации (дистилляции) (в первом случае), или ректификации (во втором случае).
9. Установка по п. 1, отличающаяся тем, что для регулирования теплового режима процесса синтеза предусматривается раздельная подача углеводородного сырья (изобутана, парафинов С1-С10 и/или олефинов С2-С10) и кислородсодержащих соединений как непосредственно в начало слоев (секций) адиабатического и изотермического реакторов, так и по высоте каждого слоя (секции) адиабатического реактора через специальные распределительные устройства.
10. Установка по п. 1, отличающаяся тем, что процесс переработки сырья (углеводороды С1-С10, кислородсодержащие соединения С1-С6 и изобутан) осуществляют в присутствии катализаторов на основе цеолитов группы пентасилов (типа ZSM-5, ZSM-11 и другие) при температуре 250-600°С, давлении 0,1-10,0 МПа, объемной скорости подачи сырья (по жидкому сырью) 0,1-10 ч-1.
11. Установка по п. 1, отличающаяся тем, что процесс переработки сырья (углеводороды С1-С10, кислородсодержащие соединения С1-С6 и изобутан) осуществляют при следующем объемном соотношении компонентов (% мас. по жидкому сырью): углеводороды С1-С10:кислородсодержащие соединения С1-С6 - 1:(0,01-10,0); углеводороды C1-С10:изобутан - 1:(0,01-5,0).
| Способ получения зимозана | 1960 |
|
SU138334A1 |
| Газоразрядная тлеющая лампа | 1958 |
|
SU115780A1 |
| US 4854939 A1, 08.08.1989 | |||
| WO 2015115932 A1, 06.08.2015. | |||

