Изобретение относится к литейному производству и может найти применение при изготовлении отливок из титановых сплавов.
Известен способ изготовления титановых отливок, состоящий из следующих последовательных операций: изготовление литейной формы; плавка и центробежная заливка металла в формы; выбивка, обрубка и очистка отливок. Такой способ позволяет получать титановые отливки сложной конфигурации с толщиной стенок до 1,5 мм.
Недостатком способа является недостаточно высокие качество металла отливки и низкая плотность литого материала.
Для повышения механических свойств металла титановых отливок разработаны различные способы поверхностного упрочнения отливок: плазменная обработка и др.
Однако указанные способы не обеспечивают необходимого повышения механических свойств металла титановых отливок, применяемых для изготовления изделий ответственного назначения для авиационной и космической техники.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ изготовления титановых отливок, включающий следующие последовательные операции: изготовление литейных форм; плавка и центробежная заливка металла; очистка отливок и их газостатирование.
Очищенные отливки подвергают газостатированию при 900-950оС, давлении инертного газа более 100 МПа в течение 0,25-2 ч в зависимости от толщины стенки отливки. Проведение операции газостатирования приводит к значительному повышению качества металла, его механических свойств за счет уменьшения количества поверхностных и внутренних дефектов (пор, несплошностей) в отливке и повышения плотности металла. Механические свойства металла отливки из сплава ВТ20Л после ее газостатирования возрастают: δ с 10 до 14%; КСU с 0,30 до 0,54 МДж/м2; σ-1 с 200 до 343 МПа.
Недостатками указанного способа изготовления титановых отливок является низкая производительность и высокая энергоемкость процесса газостатирования и невозможность полного "залечивания" внутренних дефектов из-за относительно низкой пластичности титана при 900-950оС. Увеличение же температуры газостатирования с целью повышения пластичности металла технически весьма сложная задача, так как обусловливает необходимость изменения конструкции газостата и замены материалов, применяемых в элементах его конструкции. Кроме того, для создания повышенного давления в газостате (более 100 МПа) применяется инертный газ аргон повышенной чистоты. Однако при давлении аргона более 100 МПа парциальное давление кислорода в газостате достигает 0,11 МПа. Поэтому в процессе газостатирования происходит одновременно интенсивное насыщение металла отливки кислородом. Насыщенный кислородом слой достигает в результате проведения газостатирования 1 мм. Газонасыщенный слой после проведения газостатирования удаляется с поверхности отливки, так как он обладает повышенной твердостью, хрупкостью и наличие его снижает эксплуатационные характеристики изделий.
Целью изобретения является повышение качества литого металла, повышение производительности и снижение энергоемкости процесса газостатирования.
Цель достигается тем, что в способе изготовления отливок из титановых сплавов, включающем изготовление формы, плавку и центробежную заливку металла в формы, очистку отливок и их газостатирование, перед проведением операции газостатирования отливки подвергают наводороживанию до концентраций 0,25-0,5 мас.%.
Наводороживание проводят в специальных установках - водородных печах при 600-700оС и давлении водорода 0,12 МПа. Продолжительность химико-термической обработки определяется характерным размером отливки (толщиной стенки) и необходимой степенью насыщения отливки водородом.
После наводороживания отливки подвергаются обработке в газостате при t = = 750-800oC и Р = 80-85 МПа в течение 0,25-2 ч. Наводороживание металла отливки перед ее газостатированием обусловливает снижение температуры и давления операции газостатирования за счет эффекта водородного пластифицирования металла при повышенных температурах.
Влияние водорода как временного легирующего элемента на пластичность и сопротивление деформации проявляется в изменении температуры фазового перехода, фазового состава, размера и характера взаимного распределения структурных составляющих. Основной эффект повышения пластичности достигается за счет увеличения объемной доли β -фазы и уменьшения α- и α2 -фаз. Таким образом, насыщение металла отливки водородом до концентраций 0,2-0,5 мас.% приводит к повышению его пластичности при 750-800оС, а это обусловливает возможность повышения плотности металла и его механических свойств в результате газостатирования отливок при одновременном снижении температуры с 950 до 750-800оС и давления инертного газа с 120 до 80-85 МПа. Кроме того, уменьшение температуры на 200оС и давления инертного газа на 40-35 МПа приводит к уменьшению степени насыщения металла отливки кислородом при ее газостатировании. Глубина поверхностного слоя, насыщенного кислородом, не превышает 0,1-0,2 мм (по прототипу - до 1,0 мм), что связано с резким падением диффузионной подвижности кислорода в титане при снижении температуры с 950 до 750-800оС. (Коэффициент диффузии кислорода в титане уменьшается с 5˙ 10-8 до 1˙10-10 см2/с при изменении температуры с 950 до 800оС соответственно, т.е. примерно в 500 раз).
По имеющимся сведениям существенные признаки, указанные в отличительной части формулы изобретения, не обнаружены в других отраслях промышленности, что позволяет считать предлагаемое техническое решение соответствующим критерию "существенные отличия".
Наводороживание металла отливок из титановых сплавов проводят до повышения содержания водорода в металле до 0,2-0,5 мас.%. При меньшем содержании водорода (менее 0,2 мас.%) эффект водородного пластифицирования титановых сплавов при повышенных температурах (t = 750-800oC) не наблюдается из-за незначительного изменения температуры фазового перехода металла и его фазового состава. При повышении концентрации водорода в металле отливки более 0,5% наблюдается коробление и растрескивания отливки. Это связано с выделением в металле значительного количества гидридной фазы - гидрида титана (TiH2). Появление гидридов в структуре металла приводит к возникновению в отливке растягивающих напряжений, так как удельный объем TiH2 на 15% больше титана. Кроме того, в результате насыщения титановой отливки водородом более 0,5% происходит резкое охрупчивание металла, что значительно осложняет проведение последующих технологических операций.
Предлагаемый способ изготовления титановых отливок прошел опытно-промышленное опробование в литейном цехе БЛМЗ и ЦНИИМВ.
Отливку изготавливали в виде лопатки из сплава ВТ20Л.
Литейные формы изготавливали из смеси СФТ-1-П методом прессования при последующем обжиге их в автогенерируемой атмосфере при 1000-1100оС в течение 4 ч. После сборки форм производили их центробежную заливку в плавильно-заливочной установке 833Д при скорости вращения стола 250 об/мин.
Далее отливки выбивали из формы и подвергали поверхностной очистке пескоструйной обработкой. В результате с поверхности отливки удалялись остатки литейной формы и поверхностный загрязненный слой.
Наводороживание металла отливок проводили в промышленной вакуумно-водородной печи при 650оС в течение 10-12 мин. Содержание водорода в металле отливки варьировали с 0,1 до 0,7 мас.%.
Газостатирование наводороженных отливок проводили в газостате HIPR 70/150-200-1300 при 750-800оС и давлении инертного газа (аргона) 80-85 МПа.
После газостатирования отливки подвергали вакуумному отжигу при t = 600-700оС и остаточном давлении Рост = 0,0133 Па в течение 1 ч с целью полного удаления водорода из металла отливки.
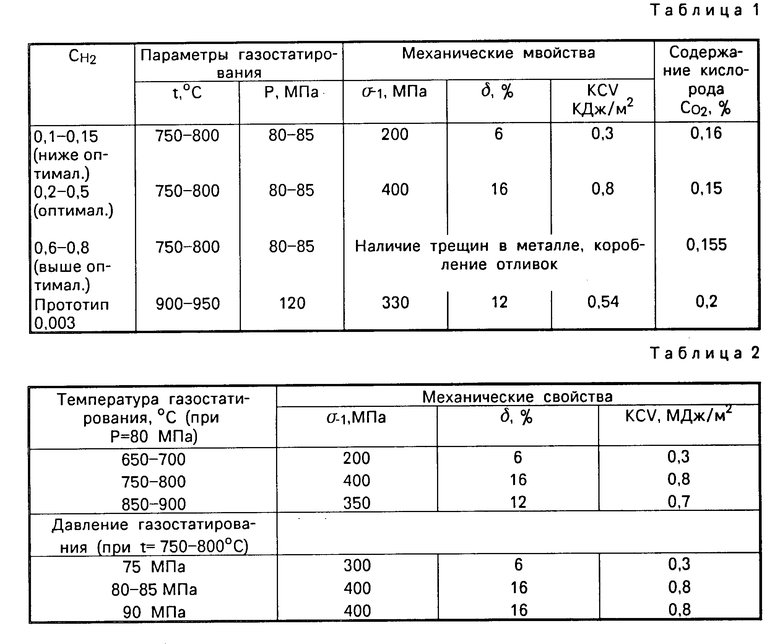
Далее из отливок вырезали образцы для проведения механических испытаний металла, результаты которых приведены в табл. 1 и 2.
Как следует из приведенных данных, при изготовлении отливок по способу-прототипу возможно повышение механических свойств металла отливок из сплава ВТ20Л до: σ-1= 330 МПа; δ = 14%; KCU = 0,6 МДж/м2 в результате проведения операции газостатирования при 950оС, давлении 120 МПа и продолжительности 1 ч. Плотность металла отливки повышалась от 4426,3 до 4430 кг/м3. При этом происходило дополнительное насыщение металла отливки кислородом: глубина поверхностного загрязненного слоя возрастала с 0,1 до 1 мм, а среднее содержание кислорода с 0,15 до 0,2%.
Предварительное наводороживание металла отливки до концентраций 0,2-0,5 мас.% приводит к проявлению эффекта водородного пластифицирования, что обусловливает, во-первых, возможность снижения температуры и давления газостатирования и, во-вторых, повышения механических свойств металла отливки и снижения насыщения металла кислородом по сравнению с прототипом (с 0,2 до 0,15% при изменении глубины загрязненного слоя с 1 до 0,2 мм). Механические свойства повышаются также за счет изменения фазового состава, размера и ха- рактера взаимного распределения структурных составляющих при насыщении титановых сплавов водородом. Плотность металла повышается при этом с 4426,3 до 4438,8 кг/м3. При насыщении металла отливок водородом ниже оптимального диапазона, т.е. до концентрации 0,1-0,15 мас.% эффект водородного пластифицирования титана при повышенных температурах не наблюдается.
В связи с этим газостатирование отливок при температуре t = 750-800оС и давлении Р = 80-85 МПа не приводит к повышению механических свойств металла.
Увеличение содержания водорода в металле отливки более 0,6 мас.% приводит к короблению отливки, ее браку.
Таким образом, получение титановых отливок ответственного назначения по предлагаемому способу, включающему дополнительную операцию наводороживания металла отливки до концентраций 0,2-0,5 мас.%, приводит к значительному повышению механических свойств металла при одновременном снижении температуры и давления газостатирования. Снижение указанных параметров газостатирования (температуры на 200оС и давления на 40 МПа) не только приводит к повышению производительности и эффективности технологического процесса изготовления отливок, но и обусловливает возможность значительного упрощения конструкции используемого оборудования - газостата.
Повышение усталости металла лопаток, полученных по предлагаемому способу, позволяет увеличить ресурс их эксплуатации в 1,5 раза с 500 до 750 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
SU1788783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1992 |
|
RU2010669C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| СПОСОБ НАВОДОРОЖИВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 1990 |
|
RU1780337C |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ α - ТИТАНОВЫХ СПЛАВОВ | 1986 |
|
SU1412357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1992 |
|
RU2032488C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ α -ТИТАНОВЫХ СПЛАВОВ | 1987 |
|
SU1506916A1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1996 |
|
RU2095456C1 |
| Состав для поверхностного наводороживания литого металла в форме | 1985 |
|
SU1310094A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КРЕПЕЖНЫХ, ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАЛОПЛАСТИЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
SU1821009A3 |
Использование: в литейном производстве при изготовлении отливок из титановых сплавов. Способ изготовления отливок из титановых сплавов состоит из следующих последовательных операций: изготовление литейной формы, плавка и заливка металла в форму, очистка отливок, наводороживание и газостатирование их. Получение отливок приводит к значительному повышению механических свойств литого металла при одновременном снижении температуры и давления газостатирования, т.е. снижение энергоемкости процесса. 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ТИТАНОВЫХ СПЛАВОВ, включающий изготовление литейной формы, плавку и центробежную заливку металла, очистку отливок и их газостатирование, отличающийся тем, что, с целью повышения качества металла отливок, повышения производительности и снижения энергоемкости процесса газостатирования, отливки перед газостатированием подвергают наводороживанию до концентрации 0,25 - 0,5% по массе, а газостатирование проводят при температуре 750 - 800oС и давлении инертного газа - 80 - 85 МПа.
| Носов В.К | |||
| и Колачев Б.А | |||
| Водородное пластифицирование при горячей деформации титановых сплавов | |||
| М.: Металлургия, 1986. |
