Изобретение относится к обработке металлов давлением, а именно к способам производства крепежных изделий из титановых сплавов. Преимущественно может быть использовано на авиационных и машиностроительных заводах, занятых производством крепежных деталей, а именно болтов, работающих при криогенных температурах.
Целью изобретения является обеспечение необходимого уровня эксплуатационных свойств при криогенных температурах и повышение коэффициента использования металла.
Указанная цель достигается тем, что в способе изготовления изделий преимущественно крепежных изделий, из труднодеформируемых малопластичных титановых сплавов, включающем гидрирование заготовки и ее деформирование в нагретом состоянии, деформирование осуществляют путем выдавливания заготовки из α -титановых сплавов при температуре на 20-50оС выше температуры начала рекристаллизации гидрированного сплава, а затем проводят вакуумный отжиг, совмещенный с рекристаллизационным отжигом, при температуре на 10-100оС ниже температуры α + β/β -перехода.
Легирование α -сплавов водородом позволяет на 100-125оС снизить температуру деформации без повышения удельных усилий деформации, соответствующих сплаву с исходным содержанием водорода, за счет стабилизации водородом β -фазы при температурах деформации и формирования α + β -структуры.
Деформация при температуре на 20-50оС выше температуры начала рекристаллизации гидрированного сплава способствует формированию частично рекристаллизованной мелкозернистой структуры вследствие того, что степень деформации по объему заготовки является неодинаковой. Для формирования полностью рекристаллизованной мелкозернистой структуры по всему объему заготовки необходимо проведение вакуумного отжига при температуре на 10-100оС ниже температуры α + β/β -перехода, в процессе которого происходит интенсификация рекристаллизации за счет того, что в процессе дегазации водорода происходит β ->> α -превращение и формирование α -фазы с более совершенным строением, чем матрица, являющейся по-существу зародышем рекристаллизации. Одновременно с рекристаллизационным отжигом при вакуумировании происходит дегазация сплава до максимально безопасной концентрации водорода, что исключает развитие водородной хрупкости в готовых изделиях. Мелкозернистая рекристаллизованная структура, сформированная в процессе деформации и вакуумного отжига гидрированного сплава при температурах, соответствующих температуре рекристаллизационного отжига, обеспечивает необходимый уровень эксплуатационных свойств изделий, работающих при криогенных температурах.
Деформация при температуре ниже заявленной не обеспечивает полного оформления заготовки, выше заявленной приводит к созданию крупнозернистой структуры, не обеспечивающей нужных эксплуатационных свойств. Вакуумирование при температуре выше заявленной также приводит к оформлению крупнозернистой структуры. При температуре вакуумного отжига ниже заявленной сильно затрудняется процесс дегазации и не формируется полностью рекристаллизованной структуры.
Предлагаемая технология была опробована на α-титановом сплаве ВТ-1, который из всех титановых сплавов является наиболее приемлемым для работы при криогенных температурах до 20К. Из прутка диаметром 35 мм были изготовлены образцы размером ⊘ 32х27 мм, которые затем наводородили до концентрации 0,3 мас.
Температура α + β/β -перехода Ас3 сплава с исходным содержанием водорода 0,005% составляла 1040оС, с 0,3% Н 895оС, температура начала раскристаллизации tнр сплава с 0,3% Н 810оС. Структура сплава в состоянии поставки и после наводороживания пластинчатая β -превращенная.
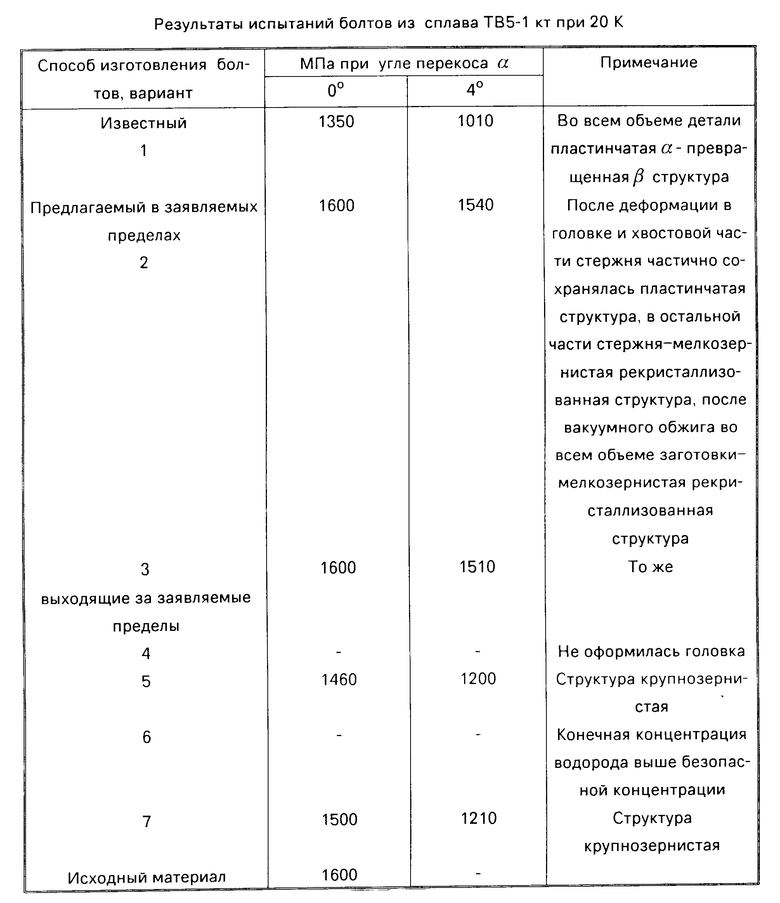
I. Изготовление болтов известным способом.
В а р и а н т 1. Механическая обработка прутка диаметром 30 мм сплава ВТ5 1 кг с содержанием водорода 0,005%
II. Изготовление болтов по предлагаемой технологии в заявляемых пределах.
На кривошипно-шатунном прессе из наводороженных образцов выдавливали заготовки типа стержень с головкой. Вытяжка круглого стержня составляла λ 4. Деформированную заготовку подвергали вакуумированному отжигу в печи СНВ-1-2-1/16И1.
В а р и а н т 2. Температура выдавливания tвыд tнр + 40оС.
tв.о. Ас3 20оС.
В а р и а н т 3. tвыд. tнр + 30оС
tв.о. Ас3 30оС.
III. Изготовление болтов по вариантам, выходящим за заявляемые пределы.
В а р и а н т 4. tвыд. tнр.
tв.о. Ас3 20оС.
В а р и а н т 5. tвыд. tнр + 100оС.
tв.о. Ас3 20оС.
В а р и а н т 6. tвыд. tнр + 40оС.
tв.о. Ас3 130оС.
В а р и а н т 7. tвыд. tнр + 40оС.
tв.о. Ас3.
Результаты испытаний болтов из сплава ВТ5-1 кт, изготовленные по разным технологиям, приведены в таблице. Из таблицы следует, что прочность крепежа, изготовленного по предлагаемой технологии, соответствует техническим условиям для работы крепежа при криогенных температурах.
Технико-экономический эффект способа состоит в обеспечении эксплуатационных характеристик α -титановых сплавов, работающих в условиях криогенных температур до 20К, повышении КИМ в 3 раза и облегчении веса конструкции вследствие замены стального крепежа титановым.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
SU1788783A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ α - ТИТАНОВЫХ СПЛАВОВ | 1986 |
|
SU1412357A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2007245C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2009754C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ α -ТИТАНОВЫХ СПЛАВОВ | 1987 |
|
SU1506916A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ α+β-ТИТАНОВОГО СПЛАВА | 2008 |
|
RU2368700C1 |
| СПОСОБ НАВОДОРОЖИВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 1990 |
|
RU1780337C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2002 |
|
RU2224046C1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ, ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196189C2 |
Сущность изобретения: изделия получают путем формирования однородной мелкозернистой рекристаллизованной структуры в процессе деформирования гидрированной заготовки при температуре на 20 50°С выше температуры начала рекристаллизации гидрированного сплава. Затем производят вакуумный отжиг, совмещенный с рекристаллизационным отжигом, при температуре на 10 100°С ниже температуры перехода. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КРЕПЕЖНЫХ, ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАЛОПЛАСТИЧНЫХ ТИТАНОВЫХ СПЛАВОВ, включающий гидрирование заготовки и ее деформирование в нагретом состоянии, отличающийся тем, что, с целью обеспечения необходимого уровня эксплуатационных свойств при криогенных температурах до 20 К за счет формирования мелкозернистой рекристаллизованной структуры и повышения коэффициента использования металла, деформирование осуществляют путем выдавливания заготовки из α -титановых сплавов при температуре на 20 50oС выше температуры начала рекристаллизации гидрированного сплава, а затем проводят вакуумный отжиг, совмещенный с рекристаллизационным отжигом, при температуре на 10 100oС ниже температуры a+β/β -перехода.
| Авторское свидетельство СССР N 1580660, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
