Изобретение относится к обработке металлов резанием и может быть использовано при строгании кромок.
Цель изобретения - повышение стойкости резцов благодаря периодическому выходу их из зоны резания.
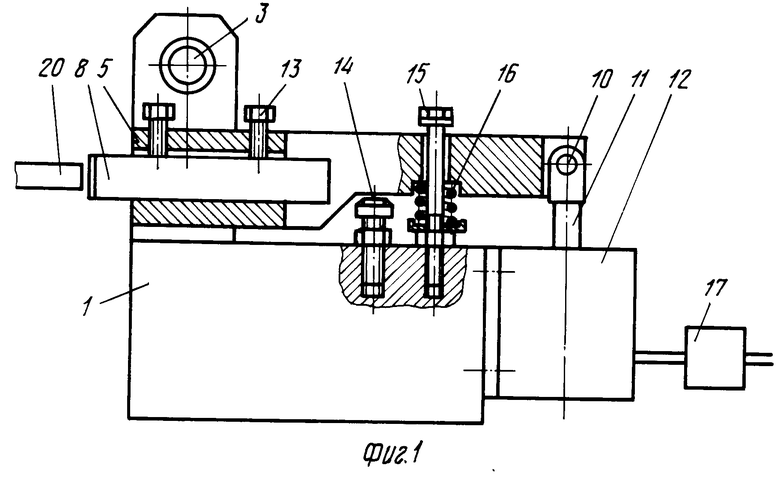
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - то же, вид сверху.
Устройство содержит основание 1, на стойках 2 которого закреплена ось 3, на которой при помощи радиально-упорных подшипников 4 установлен с возможностью качательного движения резцедержатель 5, несущий резцы 6-9, режущие кромки которых параллельны. Резцедержатель 5 посредством оси 10 и штока 11 связан с приводом 12 его перемещения. Резцы 6-9 могут составлять две группы по два резца 6, 7 и 8, 9 с делением припуска по подаче между группами и по длине между резцами в каждой группе или одну группу из трех резцов 6, 7, 8 с одинаковой подачей и делением припуска по длине и один резервный резец 9 для подстраховки резцов основной группы в случае выхода из строя наиболее нагруженного первого резца. Резцы закреплены в резцедержателе 5 при помощи установочных винтов 13. На основании 1 установлены с возможностью регулировки упор 14, предназначенный для ограничения величины подачи резцедержателя 5, и упор 15, предназначенный для ограничения свободного хода резцедержателя 5. Между основанием 1 и резцедержателем 5 установлен упругий элемент 16, обеспечивающий возвращение резцедержателя в исходное положение после рабочего хода. Привод снабжен системой автоматики 17, управляющей его движением. Привод может быть выполнен электромагнитным или гидромеханическим.
Кроме того, предусмотрена возможность установки на основании 1 неподвижного резцедержателя 18 с резцом 19, предназначенным для подстраховки резцов 6-9 в случае выхода их из строя или для чистовой обработки заготовки 20.
Устройство работает следующим образом.
При прохождении заготовки 20 вдоль основания 1 устройства со скоростью V (скорость резания) резцедержатель 5 приводится в качательное движение относительно оси 3 при помощи привода 12. Благодаря этому инструменты периодически входят во взаимодействие с заготовкой и осуществляют процесс резания.
Величина подачи резцов 6-9 обеспечивается их установкой в резцедержателе 5 и положением регулируемого упора 14. Регулировка за счет упора 14 имеет ограничения, связанные с угловым допуском на обработку и ходом штока привода (особенно в случае применения электромагнита). Обратный ход резцедержателя ограничен регулируемым упором 15. Обратный ход осуществляется за счет сил, действующих на инструменты со стороны заготовки, и под действием упругого элемента 16.
Дополнительный резец 19, установленный в неподвижном резцедержателе 18, участвует в обработке заготовки при выходе из строя и замене основных инструментов, что обеспечивает повышение надежности устройства в работе. Дополнительный инструмент может быть также использован для чистовой обработки с малой подачей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2002 |
|
RU2226140C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| Динамометрическая оправка | 1990 |
|
SU1830303A1 |
Использование: при обработке металлов резанием. Сущность изобретения: устройство содержит качающийся на оси 3 резцедержатель 5 с резцами 6 - 9, установленными с возможностью взаимодействия с регулируемыми упорами так, что их режущие кромки параллельны. При прохождении заготовки 20 вдоль основания 1 резцы 6 - 9 периодически входят во взаимодействие с заготовкой, осуществляя процесс резания, при выходе из строя и замене резцов 6 - 9 в обработке участвует неподвижный резцедержатель 18 с резцом 19. 1 з.п. ф-лы, 2 ил.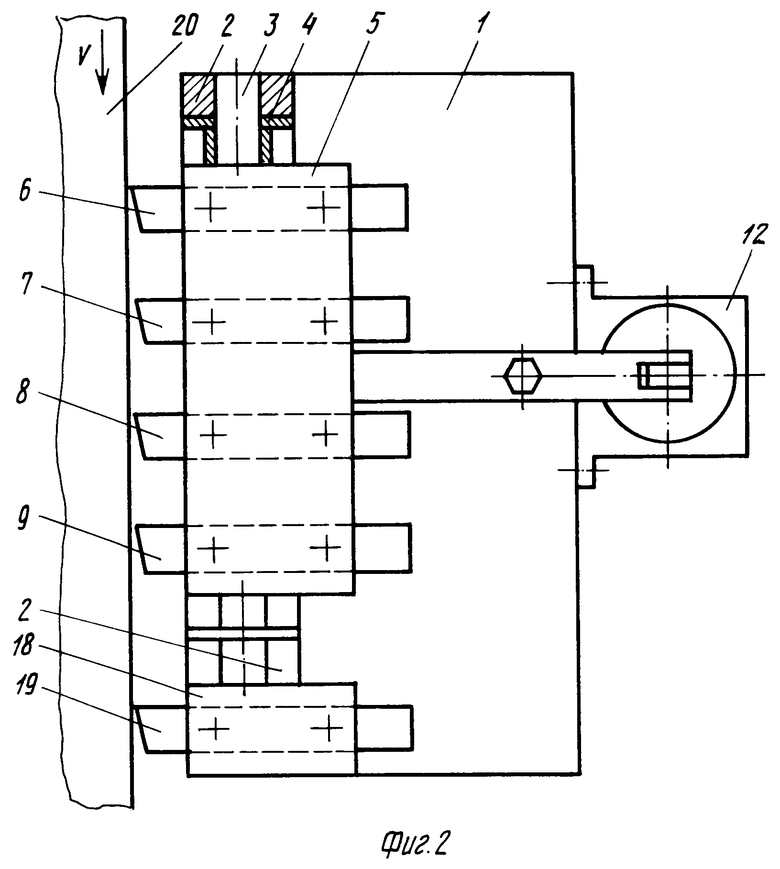
| Патент ФРГ N 3536949, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
