Изобретение относится к теплотехнике, в частности к способам герметизации капиллярных трубок в коллекторе диффузионной установки, применяемой для диффузионной очистки или выделения изотопов водорода в термоядерной и водородной энергетике, цветной и черной металлургии, химической промышленности, электронной и атомной технике.
Известны способы закрепления теплообменных трубок в трубной доске, использующие источник светового излучения, преимущественно лазер. Для повышения прочности сварного соединения под источник излучения установлен аксикон из прозрачного металла, например из оргстекла, выполненный в виде диска. Диск имеет расположенный вдоль оси центральный конус и борта с рабочей конусной поверхностью, снабженные зеркальным напылением. Под аксикон установлен концентратор с укрепленным на нем электромагнитным индуктором.
Световой луч лазера, попадая на центральный конус и рабочую поверхность бортов, приобретает кольцевую форму по размеру торца трубы. Одновременно синхронно возбуждается электромагнитное поле в индукторе и концентрате. Воздействие на трубу светового луча кольцевой формы обеспечивает сварку, а электромагнитное поле впрессовывает трубу в трубную доску. Одновременное воздействие этих двух факторов, а также зеркальное напыление обеспечивает герметичное соединение труб в трубной доске. Ввиду того что закрепление теплообменных труб в трубной доске идет по малой площади стыка, не обеспечивается достаточная вакуумная плотность мест сварки.
Известен способ изготовления трубчатого пучка для теплообменника путем развальцовки концов труб под четырехугольники, образующие на стыках со смежными концами взаимно перпендикулярные прямые линии, которые затем соединяют по этим линиям непрерывной импульсно-дуговой сваркой.
В предлагаемом способе изготовления трубчатого пучка необходимо проводить развальцовку концов труб под большой диаметр, а затем калибровать под четырехгранник, что значительно осложняет технологию герметизации.
Импульсно-дуговая сварка существенно изменяет структуру металла и снижает эксплуатационные свойства соединений в местах сварки.
Известен способ диффузионной сварки в защитной среде коаксиально собранных цилиндрических заготовок, при котором внутрь трубы устанавливают с натягом привариваемый элемент, а сварку осуществляют при температуре 1170-1180оС. Известен также способ конического сочленения труб путем свободного введения одного конуса в другой на 2/3 длины с последующим запрессовыванием на прессе.
Недостатком указанного способа является необходимость специальной тщательной подготовки поверхности (обработка по классу 5, обезжиривание, травление, омеднение и т. п.). Кроме того, диффузионная сварка проводится в атмосфере дорогого газа аргона в течение очень длительного времени 90-110 ч.
Известен способ крепления трубок в коллекторе, при котором трубки размещают в коллекторе, в полость трубок с натягом впрессовывают клинья, а сами клинья с целью надежности крепления приваривают к коллектору.
Недостатком данного способа является низкая надежность мест сопряжения капиллярной трубки с коллектором.
Известен способ герметизации диффузионных элементов из сплавов палладия в аппарате, включающий размещение трубок в коллекторе, впрессовывание в полость трубок с натягом клиньев с последующей диффузионной сваркой. С целью улучшения надежность герметизации и повышения стойкости и долговечности диффузионных элементов в зонах, примыкающих к сопряжению, на впрессовываемый конец диффузионного элемента на длине 6-10 мм напыляют конический слой серебра с конусностью (1,5˙10-5) - (1,7˙10-5), толщина которого у торца равна 10-3- (5˙10-3) толщины стенки трубки, а сварку осуществляют в среде водорода, увеличивая его давление до 4-5 МПа со скоростью 0,1-0,15 МПа/ч.
В этом способе высокая вакуумная плотность мест сопряжения достигается благодаря тому, что при насыщении палладиевого сплава водородом его объем значительно увеличивается, при этом объем никелевого клинышка и материала коллектора практически не изменяется. При таком изменении объема капилляра в местах сопряжений он пластически деформируется при высокой температуре. В этих условиях резко увеличивается диффузионная подвижность атомов Ni и Pd, что и обеспечивает надежную сварку и герметизацию.
В местах сопряжений капилляр существенно обогащается серебром и никелем и плотно приваривается к коллектору. Обогащение капилляра серебром и никелем в местах сопряжения приводит к значительному снижению его сорбционной емкости по водороду. Поэтому при последующей работе с водородом места сопряжений не деформируются, что обеспечивает высокую вакуумную плотность соединения.
Недостатком данного способа является низкая надежность диффузионного элемента с противоположного конца, который должен быть заглушен либо пайкой, либо завариванием в дуге. В этом случае переходная область тела капилляра вблизи сплавленного при заварке или запаянного торца претерпевает значительные структурные изменения, приводящие к снижению водородоустойчивости этих участков и последующей разгерметизации фильтрующего элемента.
Кроме того, данный способ требует проведения длительного (до 50 ч) отжига при температуре 880-920оС, что может приводить к рекристаллизации материала мембраны и существенному снижению ее прочностных и эксплуатационных свойств.
Наиболее близок по технической сущности к предлагаемому изобретению способ герметизации трубок в трубной доске, включающий размещение в зоне герметизации герметизирующего материала с пластичностью выше, чем у материалов герметизируемых элементов, и вдавливание герметизирующего материала в герметизируемые зазоры вспомогательным элементом. С целью повышения качества соединения при плотном монтаже трубок в трубной доске в качестве вспомогательного элемента используют дополнительную трубную доску, охватывают трубные доски обечайкой и вдавливают герметизирующий материал при нагреве последнего до пластического состояния с последующим охлаждением под давлением.
В этом способе герметизирующий материал берут в виде порошка.
Недостатком данного способа является низкая надежность капиллярного фильтрующего элемента с противоположного конца, который должен быть вакуумно плотно заглушен путем заваривания в дуге. В этом случае переходная область тела капилляра между оплавленным торцом и рабочим участком капилляра имеет низкую водородоустойчивость. При термобароциклическом нагружении в водороде в процессе эксплуатации в этой области появляются микротрещины, что резко снижает степень чистоты отфильтрованного водорода. В последующем полностью теряется герметичность мембраны и аппарат выходит из строя.
Целью настоящего изобретения является повышение надежности и водородоустойчивости мест герметизации капиллярных фильтрующих элементов, увеличение ресурса работы аппарата и повышение степени чистоты отфильтрованного водорода.
Это достигается тем, что в известном способе герметизации трубок в трубной доске, включающем размещение в зоне герметизации порошка и вдавливание его в герметизируемые зазоры вспомогательным элементом, которым является дополнительная трубная доска, охватывают трубные доски обечайкой и вдавливают порошок при его нагреве до пластического состояния с последующим охлаждением под давлением, капиллярные фильтрующие элементы перегибают вдвое без изменения сечения и оба торца герметизируют в трубной доске.
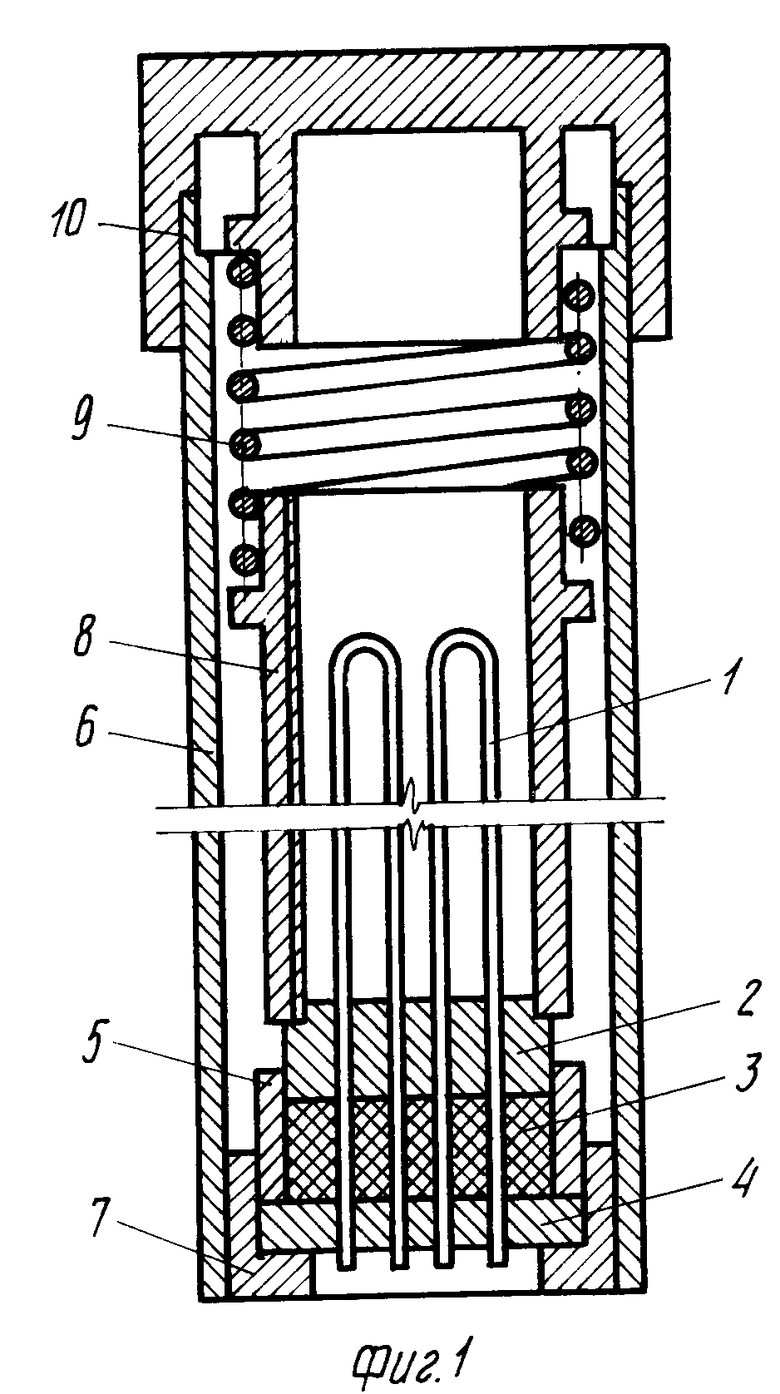
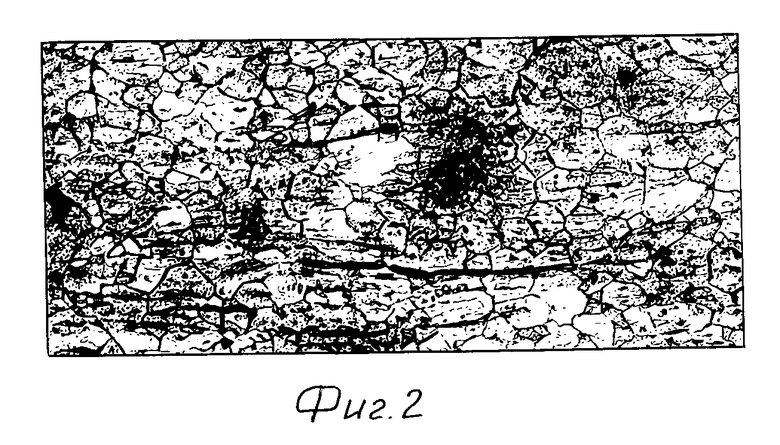
На фиг. 1 изображена схема осуществления способа герметизации капиллярных фильтрующих элементов из сплава В-1 на основе палладия; на фиг. 2 - микроструктура рабочего участка капилляра из сплава В-1 вдали от торца после 1000 ч работы в азотоводородной смеси; на фиг. 3 - то же, после 21000 ч работы в азотоводородной смеси.
Способ реализуют следующим образом.
Трубки 1 перегибают вдвое без изменения сечения, вставляют в отверстия трубной доски 2 и охватывают последнюю обечайкой 3. На трубной доске размещают материалы с пластичностью выше, чем у материала трубной доски 2 и трубок 1. Затем на трубки надевают дополнительную трубную доску 4 и помещают собранный блок 5 в корпус приспособления 6, устанавливая трубную доску 2 на подставку 7. На дополнительную трубную доску 4 устанавливают гильзу 8 с пружиной 9 и навинчивают гайку 10, сжимая пружину. Сжимающее приспособление вместе с герметизируемым блоком помещают в электрическую печь и нагревают до температуры, близкой к температуре плавления герметизирующего материала. В результате встречного силового воздействия двух трубных досок 2 и 4 происходят переход герметизирующего материала в пластическое состояние и его ввод в этом состоянии в зазоры между трубками 1 и трубными досками 2 и 4, а также между трубными досками и обечайкой 3.
После заполнения зазоров снижают силовое воздействие, не прекращая его, выводят уплотняющий металл из пластического состояния. После охлаждения снимают силовое воздействие, извлекают блок из корпуса приспособления 6 и сваривают аргонодуговой сваркой трубные доски с обечайкой.
П р и м е р. Капиллярные трубки из сплава В-1 диаметром 1,2 мм с толщиной стенки 0,12 мм длиной 1 м перегибали вдвое с радиусом перегиба 5 мм без изменения сечения капилляра в месте перегиба. Концы капилляра вставляли в отверстия трубной доски, которую охватывали обечайкой. Трубные доски и обечайка изготовлены из нержавеющей стали 12 х 18 Н 10Т, в качестве герметизирующего материала брали медный порошок ПМС-1, зазоры составляли около 0,1 мм. Силовое воздействие на трубные доски составляло (2-2,2)˙107 Па, герметизацию проводили при температуре 1020оС в среде водорода в течение 3-30 мин. После герметизации блок испытывали на вакуумную плотность, производительность и надежность на специальном испытательном стенде. При этом коллектор блока подключали к высоковакуумной аналитической системе испытательного стенда, а фильтрующие элементы помещали в реакционную камеру, куда подавали гелий или водород. Вакуумную систему откачивали до давления 1,33˙10-4 Па. При температурах 300, 400, 500оС в реакционную камеру подавали гелий в течение 6 ч. Натекания в коллектор не превышали (4,5˙10-13)-(9,0˙10-13) моль/с. Затем при тех же условиях подавали водород и измеряли поток продиффундировавшего водорода, который составлял (1,12 ˙10-3) - (2,77˙ 10-3) моль/с.
Полученные результаты показали, что фильтрующие элементы имеют высокую герметичность, так как отношение потока примесей к потоку водорода не превышает 10-9. При герметизации торцов трубок сваркой эта величина снижается до 10-5-10-6, что не обеспечивает нужную чистоту водорода.
Измерения производительности показали, что в предлагаемом способе герметизации за счет уменьшения газодинамического сопротивления фильтрующих элементов их производительность увеличивается на 5-12%.
Специальные масс-спектрометрические измерения с предварительным концентрированием примесей показали, что чистота водорода, полученного в предлагаемом способе герметизации, достигает 99,99999-99,999999%.
Термобароциклирование фильтрующих элементов в реакционной камере по режиму, моделирующему рабочие условия, не привело к снижению степени герметичности фильтрующих элементов и чистоты отфильтрованного водорода. В случае же герметизации торцов трубок сваркой после 5-40 термобароциклов наблюдалось резкое уменьшение чистоты отфильтрованного водорода.
Исследования микроструктуры мест герметизации и перегибов капилляров показали, что структура в местах перегибов практически не изменяется (фиг. 2), а в местах вблизи заваренного торца претерпевают значительные структурные изменения (фиг. 3). В этом случае в переходной зоне между оплавленным торцом и телом мембраны возможно образование микротрещин, что приводит к снижению чистоты водорода.
Приготовляли три блока производительностью (8,9 ˙10-5), (1,1˙10-3) и (5˙10-3) моль/с, которые испытывали в условиях, описанных в примере. Во всех случаях чистота водорода не ниже 99,99999%. Испытания блока производительностью 8,9˙10-5 моль/с в опытно-промышленных условиях в диффузионном фильтре изотопов водорода (ФИВД-С3) показали, что ресурс работы фильтрующих элементов увеличивается в предлагаемом способе герметизации не менее чем в 2,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации трубок в трубной доске | 1988 |
|
SU1588468A1 |
| Способ заглушения торцов тонкостенных труб | 1986 |
|
SU1419844A1 |
| СПОСОБ ФОРМИРОВАНИЯ ФИЛАТОВСКОГО СТЕБЛЯ | 1995 |
|
RU2071734C1 |
| Способ крепления тепловых труб в трубной доске | 2022 |
|
RU2799743C1 |
| Способ герметизации трубок в трубной доске | 1982 |
|
SU1256833A1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ЦИЛИНДРОМ (ЦИСТОАДЕНОИДНЫХ КАРЦИНОМ) ПОДНИЖНЕЧЕЛЮСТНОЙ СЛЮННОЙ ЖЕЛЕЗЫ С КЛИНИЧЕСКИ НЕГАТИВНЫМИ РЕГИОНАРНЫМИ МЕТАСТАЗАМИ | 1995 |
|
RU2112440C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ХОДА ВИНТА | 1992 |
|
RU2035899C1 |
| СПОСОБ ОТВЕДЕНИЯ ЛИМФЫ ПРИ ШЕЙНОЙ ДИССЕКЦИИ В ПРОЦЕССЕ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ЗЛОКАЧЕСТВЕННЫХ ОПУХОЛЕЙ ЧЕЛЮСТНО-ЛИЦЕВОЙ ОБЛАСТИ | 1993 |
|
RU2090153C1 |
| ПОДОГРЕВАТЕЛЬ ЖИДКОСТИ | 1994 |
|
RU2108524C1 |
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ДИАГНОСТИКИ ОСТРОЙ ПОЧЕЧНОЙ НЕДОСТАТОЧНОСТИ И ФУНКЦИОНАЛЬНОЙ ОЛИГУРИИ | 1991 |
|
RU2007729C1 |

Использование: диффузионная очистка или выделение изотопов водорода в термоядерной и водородной энергетике, цветной и черной металлургии, химической промышленности, электронной и азотной технике. Сущность изобретения: для увеличения надежности и водородоустойчивости зон герметизации капиллярных фильтрующих элементов, увеличения ресурса работы аппарата и повышения степени чистоты отфильтрованного водорода капиллярные фильтрующие элементы предварительно перегибают вдвое без изменения сечения и герметизируют в трубной доске оба торца. 3 ил.
СПОСОБ ГЕРМЕТИЗАЦИИ КАПИЛЛЯРНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА ПАЛЛАДИЯ В ТРУБНОЙ ДОСКЕ АППАРАТА, при котором концы фильтрующих элементов вставляют в отверстия трубной доски, в зоне герметизации размещают металлический порошок, надевают на элементы дополнительную трубную доску, на трубные доски надевают обечайку и сдавливают порошок, нагретый до пластического состояния, с последующим охлаждением под давлением, отличающийся тем, что, с целью увеличения надежности путем повышения водородоустойчивости зоны герметизации, фильтрующие элементы предварительно перегибают вдвое с радиусом перегиба 4 - 15 мм и постоянным сечением, а в отверстия трубной доски вставляют оба конца фильтрующих элементов.
| Способ герметизации трубок в трубной доске | 1982 |
|
SU1256833A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
