Изобретение относится к способам крепления тепловых труб в трубной доске теплообменного аппарата и может быть использовано в атомной энергетике, машиностроении, газонефтедобывающей промышленности и др.
Известен способ получения герметичного соединения теплообменного элемента с многослойной трубной доской теплообменника (патент РФ № 2064392, 1996 г.) путем отбортовки каждого слоя трубной доски по периметру отверстия с образованием конической поверхности, установки в отверстии теплообменного элемента его шейкой, размещения в полости, образованной коническими поверхностями отбортовки двух смежных слоев трубной доски по периметру отверстия и шейки теплообменного элемента, уплотнительного элемента, его сжатие и развальцовку выступающего конца теплообменного элемента, затем поверхности шейки на участке остатков ребер обезжиривают и покрывают слоем изоцианатного клея.
Недостатком известного способа является то, что в процессе эксплуатации из-за воздействия высоких температур, их перепада, вибраций и химического состава среды происходит ухудшение упругих и механических свойств резины и слоя изоцианатного слоя, приводящее к накоплению необратимых остаточных деформаций, образованию щелей и потери герметичности соединения.
Известен способ лазерной сварки труб с трубными досками (патент РФ № 2593883, 2015 г.) включающий предварительную сборку соединений труба - трубная доска с зазором и установку фокальной плоскости лазерного луча относительно свариваемой поверхности трубной доски с последующей лазерной сваркой в два этапа.
Однако этот способ не пригоден для сварки тепловых труб с трубной доской, так как высота выступа торца трубы относительно свариваемой поверхности трубной доски не должна ≥1 мм.
Наиболее близким способом крепления тепловых труб в трубной доске является способ крепления тепловых труб в трубной доске по авторскому свидетельству № 1774150. Для этого тепловые трубы устанавливают в отверстиях трубной доски с зазором и производят приварку труб к доске по периметру. В способе описан процесс приварки тепловых труб к трубной доске только электродуговой сваркой, и в качестве теплоносителя тепловых труб используется вода, после приварки труб к трубной доске их нагревают до температуры достаточной для уменьшения остаточных сварочных напряжений.
Технической задачей предлагаемого изобретения является повышение надежности соединения тепловых труб в трубной доске.
Самым надежным способом соединения тепловых труб в трубной доске является диффузионная сварка, из-за взаимной диффузии на атомарном уровне свариваемых поверхностей деталей, но для ее осуществления необходимы высокие температура и давление.
Для решения данной технической задачи предложен способ крепления тепловых труб в трубной доске, содержащий установку тепловых труб в отверстиях и их последующую приварку к трубной доске, причем в трубной доске в соответствии с заданным порядком расположения тепловых труб выполнены сквозные отверстия, равные размеру и форме поперечного сечения тепловых труб, а установка тепловых труб в отверстия производится до заправки их теплоносителем, затем диффузионной сваркой осуществляется соединение тепловых труб с трубной доской, при этом необходимое в месте сварки давление равномерно прикладывается к внутренней поверхности тепловых труб, а заправка тепловых труб теплоносителем и их герметизация проводится после приварки к трубной доске.
При диффузионной сварке тепловых труб давление может быть приложено к месту сварки и с внешней поверхности тепловых труб.
Для этого трубная доска после выполнения сквозных отверстий разделяется на секции, причем линии разделения проходят по центрам сквозных отверстий, установка тепловых труб производится только в отверстия одной из боковых поверхностей каждой секции, которые совмещаются по линиям разделения с боковыми поверхностями секций, не содержащих тепловые трубы, затем диффузионной сваркой одновременно осуществляется соединение секций друг с другом и тепловых труб с трубной доской, при этом необходимое в месте сварки давление равномерно прикладывается к боковым поверхностям трубной доски.
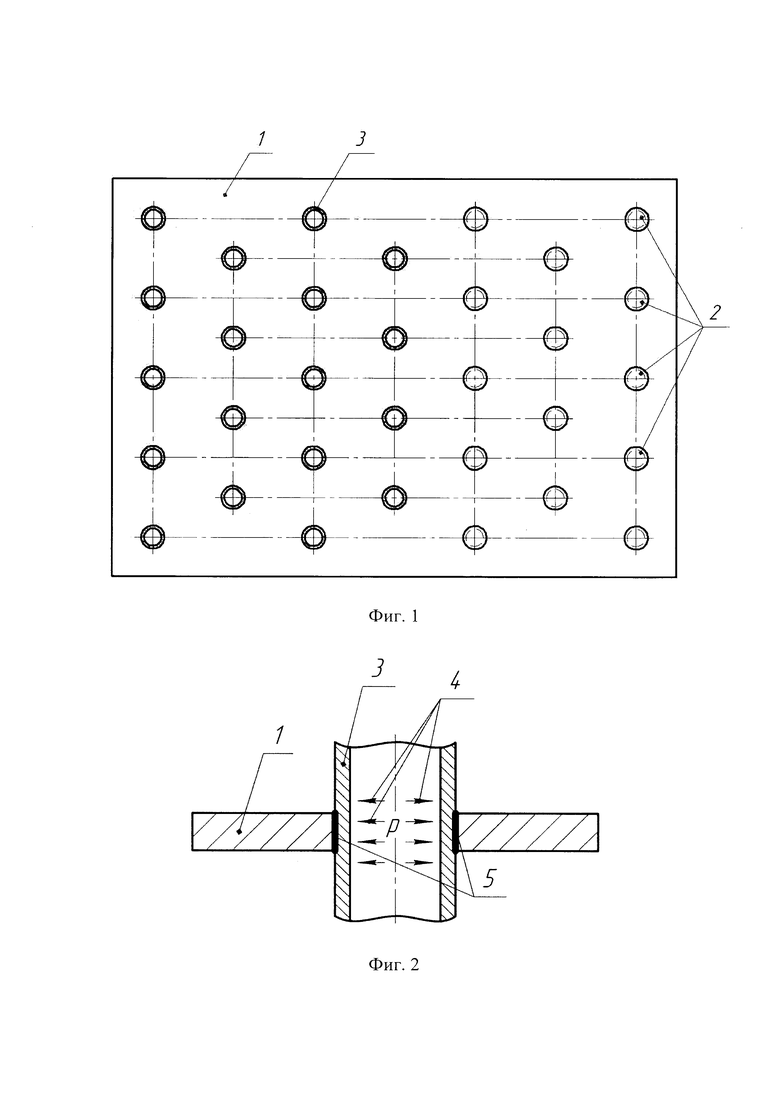
На фиг. 1 изображена трубная доска с установленными в ней тепловыми трубами.
На фиг. 2 изображено сечение соединения тепловой трубы с трубной доской.
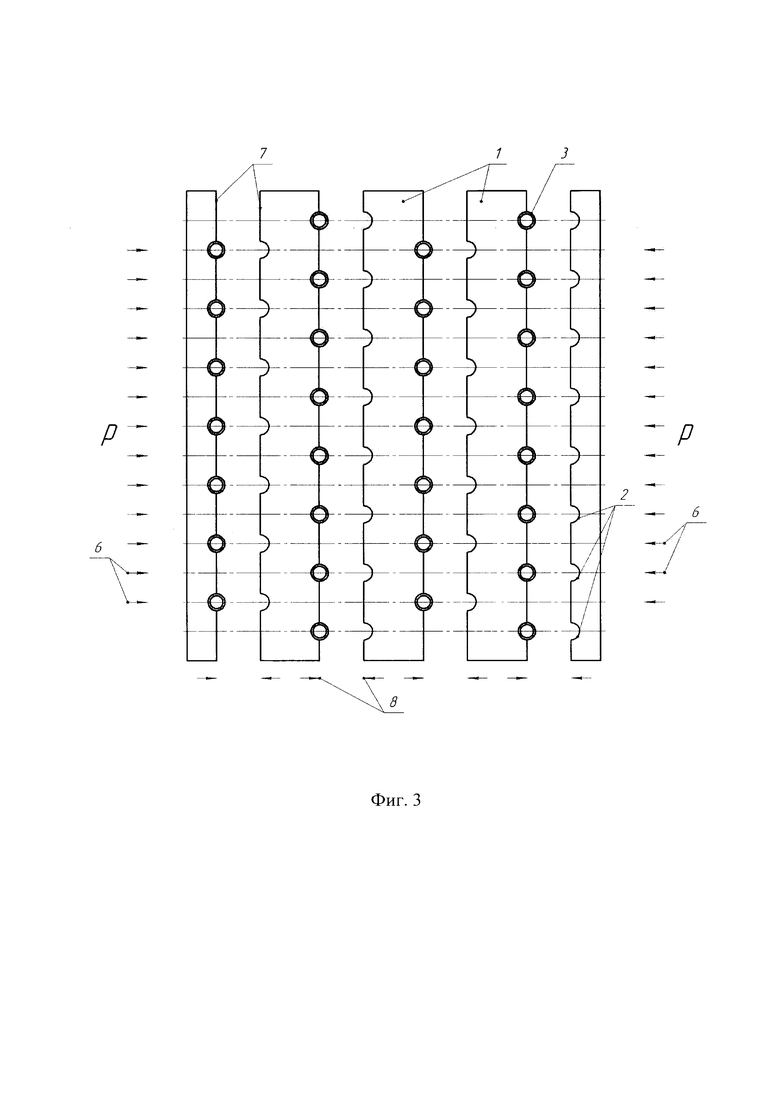
На фиг. 3 изображена секционная трубная доска с установленными в ней тепловыми трубами.
На фиг. 1, 2, 3 обозначены трубная доска - 1; сквозные отверстия - 2; тепловые трубы - 3; векторы давления на внутреннюю поверхность тепловых труб - 4; сварное соединение - 5; векторы давления на внешнюю поверхность тепловых труб - 6; линия разделения - 7; направление совмещения секций по линиям разделения - 8.
В качестве примера осуществления способа рассматривается закрепление гравитационных тепловых труб в трубной доске утилизатора теплоты.
Изготавливается трубная доска - 1 из алюминия, в которой выполняются сквозные отверстия - 2, их расположение определяется заданным порядком расположения тепловых труб - 3 в трубной доске - 1. Размеры и форма отверстий - 2 соответствуют поперечному сечению тепловых труб - 3. Затем тепловые трубы - 3 до заправки их теплоносителем устанавливают в трубную доску - 1 таким образом, чтобы они выступали с одной стороны трубной доски - 1 на необходимое расстояние. Для фиксации тепловых труб - 3 с одной стороны трубной доски - 1 на открытые торцы тепловых труб - 3 устанавливают общую для всех труб заслонку. С другой стороны трубной доски - 1 на открытые торцы тепловых труб - 3 устанавливают общий коллектор. Заслонка и коллектор на фигурах не изображены, они закрепляются между собой, например, стержнями с резьбовым соединением. Сборку помещают в печь для диффузионной сварки, в которой коллектор соединяют через входное отверстие с резервуаром инертного газа. При помощи инертного газа создается постоянное равномерное давление - 4 на внутренние поверхности тепловых труб - 3, а регулирование подачи газа позволяет создать оптимальную величину давления на свариваемые детали. Сварку проводят в течение 10 минут при температуре в рабочей камере печи 540 - 580°C с постоянным давлением - 4 р=10 МПа прикладываемым к свариваемым поверхностям. Нагрузку на внутренние поверхности тепловых труб можно осуществить при помощи механического давления, например дорнованием. По истечении времени сборку охлаждают при комнатной температуре с постепенным снятием нагрузки со свариваемых деталей. В результате в месте приварки тепловых труб к трубной доске образуется высоконадежное соединение диффузионной сваркой. Заправка тепловых труб теплоносителем и герметизация осуществляется после приварки тепловых труб к трубной доске. В качестве теплоносителя использовался аммиак особой чистоты. При этом необходимые для диффузионной сварки температура и давление не приводят к разрушению тепловых труб.
Диффузионная сварка может быть выполнена и приложением давления к месту сварки с внешней поверхности тепловых труб. Изготавливается трубная доска - 1 из алюминия, в которой выполняют сквозные отверстия - 2, их расположение определяется заданным порядком расположения тепловых труб - 3 в трубной доске - 1. Размеры и форма отверстий - 2 соответствуют поперечному сечению тепловых труб - 3. Затем трубную доску - 1 разделяют на секции, например, гидроабразивной резкой, так что линии разделения проходят по центрам сквозных отверстий - 2. Тепловые трубы - 3 до заправки их теплоносителем устанавливают в отверстия только одной из боковых сторон каждой секции. Секции совмещают по линиям разделения - 7 с боковыми поверхностями секций не содержащих тепловые трубы - 3. После совмещения секций трубной доски -1 на открытые торцы тепловых труб - 3 устанавливают заслонки и закрепляют между собой, например, стержнями с резьбовым соединением. Сборку помещают в печь для диффузионной сварки на 10 минут, при температуре в рабочей камере 540 - 580°С. Давление прикладывается к боковым поверхностям трубной доски при помощи пуансона, причем прикладываемое давление должно обеспечивать диффузионную сварку секций трубной доски друг с другом по линиям разделения и тепловых труб с трубной доской, то есть при изготовлении тепловых труб из алюминия и трубной доски из алюминия необходимое для диффузионной сварки давление должно быть равно 10 МПа. По истечении времени сборку охлаждают при комнатной температуре с постепенным снятием нагрузки со свариваемых деталей. В результате в месте приварки секций друг к другу и тепловых труб к трубной доске образуется высоконадежное соединение диффузионной сваркой. Заправка тепловых труб теплоносителем и герметизация осуществляется после приварки тепловых труб к трубной доске. В качестве теплоносителя использовался аммиак особой чистоты. При этом необходимые для диффузионной сварки температура и давление не приводят к разрушению тепловых труб.
Таким образом, предлагаемое изобретение позволяет обеспечить высокую надежность изделия за счет обеспечения возможности крепления тепловых труб в трубной доске при помощи диффузионной сварки без нарушения работоспособности тепловых труб - техническая задача решена полностью.
Изобретение относится к области теплотехники и может быть использовано для крепления труб в трубной доске теплообменных аппаратов. Способ крепления тепловых труб в трубной доске заключается в выполнении сквозных отверстий в трубной доске, равных размеру и форме поперечного сечения тепловых труб, в которые устанавливают тепловые трубы до заправки их теплоносителем. Диффузионной сваркой осуществляют соединение тепловых труб с трубной доской, при этом необходимое в месте сварки давление равномерно прикладывается к внутренней поверхности тепловых труб. Чтобы приложить необходимое для диффузионной сварки давление с внешней поверхности тепловых труб, трубная доска после выполнения сквозных отверстий разделяется на секции по центрам сквозных отверстий. Установка тепловых труб производится только в отверстия одной из боковых поверхностей каждой секции, которые совмещаются по линиям разделения с боковыми поверхностями секций, не содержащих тепловые трубы, и диффузионной сваркой одновременно осуществляют соединение секций друг с другом и тепловых труб с трубной доской. После приварки тепловых труб к трубной доске их заправляют теплоносителем и герметизируют. Технический результат - обеспечение высокой надежности крепления тепловых труб в трубной доске при помощи диффузионной сварки без нарушения работоспособности тепловых труб. 1 з.п. ф-лы, 3 ил.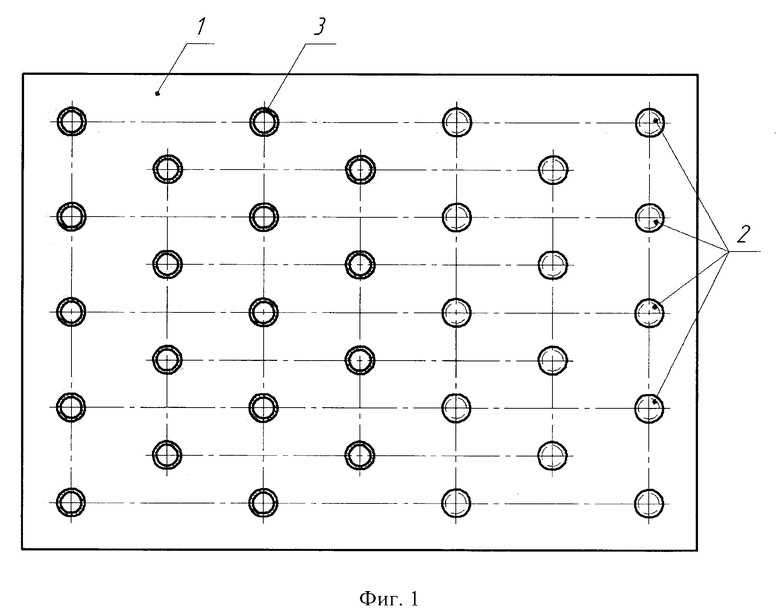
1. Способ крепления тепловых труб в трубной доске, содержащий установку тепловых труб в отверстиях и их последующую приварку к трубной доске, отличающийся тем, что в трубной доске в соответствии с заданным порядком расположения тепловых труб выполнены сквозные отверстия, равные размеру и форме поперечного сечения тепловых труб, причем установка тепловых труб в отверстия производится до заправки их теплоносителем, затем диффузионной сваркой осуществляется соединение тепловых труб с трубной доской, при этом необходимое в месте сварки давление равномерно прикладывается к внутренней поверхности тепловых труб, а заправка тепловых труб теплоносителем и их герметизация проводится после приварки к трубной доске.
2. Способ по п. 1, отличающийся тем, что трубная доска после выполнения сквозных отверстий разделяется на секции, причем линии разделения проходят по центрам сквозных отверстий, установка тепловых труб производится только в отверстия одной из боковых поверхностей каждой секции, которые совмещаются по линиям разделения с боковыми поверхностями секций, не содержащих тепловые трубы, затем диффузионной сваркой одновременно осуществляется соединение секций друг с другом и тепловых труб с трубной доской, при этом необходимое в месте сварки давление равномерно прикладывается к боковым поверхностям трубной доски.
| Способ крепления тепловых труб в трубной доске | 1990 |
|
SU1774150A1 |
| Установка для диффузионной сварки труб с трубными досками | 1978 |
|
SU742077A1 |
| Способ изготовления тепловой трубы | 1986 |
|
SU1449286A1 |
| Способ получения сварных соединений труб с трубными решетками | 1985 |
|
SU1222470A1 |
| CN 2869741 Y, 14.02.2007. | |||

