Изобретение относится к способам крепления труб в отверстиях, в частности к из- готовлению диффузионных элементов с капиллярными трубчатыми мембранами из палладиевых сплавов, и может быть использовано в химическом машиностроении.
Цель изобретения - повышение качества соединения при монтаже в каждом отверстии трубных досок пучка труб.
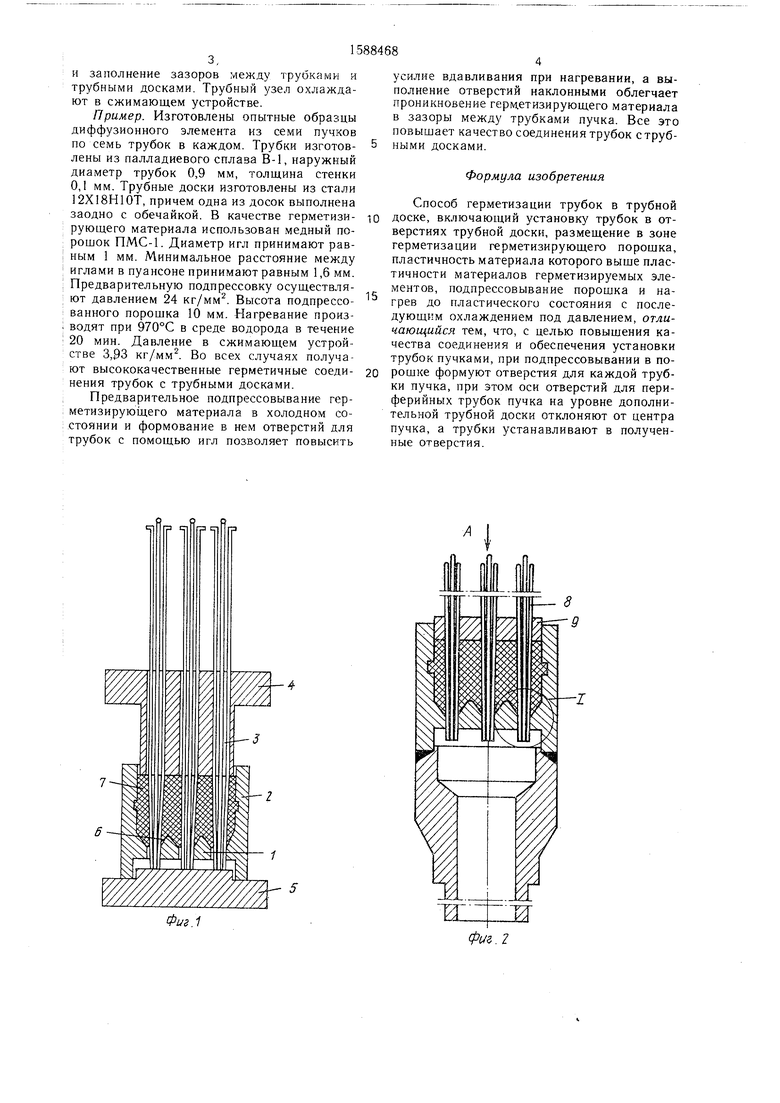
На фиг. 1 изображен процесс подпрессовки герметизирующего материала и формования отверстий иглами; на фиг. 2 - диффузионный элемент в сборе; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - узел I на фиг. 2.
Способ осуществляют следующим образом.
В трубную доску 1, которую охватывает обечайка 2, устанавливают технологические иглы 3, которые собраны в пуансоне 4. Иглы опираются на подставку 5. Количество игл и их расположение в пучках соответствует количеству и расположению трубок в диффузионном элементе. Диаметр игл. принимается несколько большим, чем диаметр трубок. Диаметр отверстий в трубной доске 1 обеспечивает плотное прилегание трубок друг к другу, а расстояние между иглами 3 в пуансоне 4 обеспечивает наклон игл в зоне размещения герметизирующего материала на заданный угол а. Для удобства сборки отверстия в трубной доске имеют коническую раззенковку 6. Герметизирующий материал в виде металлического порошка 7 насыпают на доску 1 небольшими порциями и подпрессовывают в холодном состоянии пуансоном 4, который при этом скользит по иглам. После достижения заданной толщины герметизирующего материала пуансон с иглами удаляют, а в образовавщиеся отверстия вставляют трубки 8 и надевают на них дополнительную трубную доску 9. Собранный трубный узел помещают в сжимающее устройство с пружинами (не показано) и загружают в электрическую печь, где в среде водорода производят нагрев до температуры, близкой к температуре плавления герметизирующего материала. В результате действия пружин сжимающего устройства и температуры происходит приведение герметизирующего материала в пластическое состояние
сд
СХ) 00 4 О5 00
н заполнение зазоров между трубками и трубными досками. Трубный узел охлаждают в сжимающем устройстве.
Пример. Изготовлены опытные образцы диффузионного элемента из семи пучков по семь трубок в каждом. Трубки изготовлены из палладиевого сплава В-1, наружный диаметр трубок 0,9 мм, толщина стенки 0,1 мм. Трубные доски изготовлены из стали 12Х18Н10Т, причем одна из досок выполнена заодно с обечайкой. В качестве герметизирующего материала использован медный по- ; рошок ПМС-1. Диаметр игл принимают рав- : ным 1 мм. Минимальное расстояние между ; иглами в пуансоне принимают равным 1,6 мм. . Предварительную подпрессовку осуществля- ; ют давлением 24 кг/мм. Высота подпрессо- : ванного порощка 10 мм. Нагревание произ- водят при 970°С в среде водорода в течение : 20 мин. Давление в сжимающем устройстве 3,93 кг/мм1 Во всех случаях получают высококачественные герметичные соединения трубок с трубными досками.
Предварительное подпрессовывание герметизирующего материала в холодном со- ; стоянии и формование в нем отверстий для трубок с помощью игл позволяет повысить
усилие вдавливания при нагревании, а выполнение отверстий наклонными облегчает проникновение герм.етизирующего материала в зазоры между трубками пучка. Все это повышает качество соединения трубок струб- ными досками.
Формула изобретения
Способ герметизации трубок в трубной доске, включаюп ий установку трубок в отверстиях трубной доски, размещение в зоне герметизации герметизирующего порощка, пластичность материала которого выще пластичности материалов герметизируемых элементов, подпрессовывание порошка и нагрев до пластического состояния с последующим охлаждением под давлением, отличающийся тем, что, с целью повышения качества соединения и обеспечения установки трубок пучками, при подпрессовывании в по- рошке формуют отверстия для каждой трубки пучка, при зтом оси отверстий для периферийных трубок пучка на уровне дополнительной трубной доски отклоняют от центра пучка, а трубки устанавливают в полученные отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ КАПИЛЛЯРНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА ПАЛЛАДИЯ В ТРУБНОЙ ДОСКЕ АППАРАТА | 1991 |
|
RU2027568C1 |
| Способ герметизации трубок в трубной доске | 1982 |
|
SU1256833A1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК И СПОСОБ ЕГО СБОРКИ | 2003 |
|
RU2238501C1 |
| Способ крепления труб в трубных досках теплообменника | 1985 |
|
SU1302130A1 |
| Способ изготовления трубчатого теплообменника | 1976 |
|
SU648309A1 |
| Кожухотрубный теплообменник | 1986 |
|
SU1409836A2 |
| Устройство для одновременного уплотнения всех труб в трубной доске | 1981 |
|
SU963622A1 |
| Способ изготовления трубной доски теплообменника | 1983 |
|
SU1219243A1 |
| Инструмент для развальцовки труб | 1983 |
|
SU1148678A1 |
| СПОСОБ ПАЙКИ ТРУБНОЙ ДОСКИ С ТОНКОСТЕННЫМИ ТРУБКАМИ | 1998 |
|
RU2153407C2 |

Изобретение относится к машиностроению, в частности к способу изготовления диффузионных элементов с капиллярными трубчатыми мембранами из палладиевых сплавов, и может быть использовано в химическом машиностроении. Цель изобретения - повышение качества соединения при монтаже в каждом отверстии пучка труб. Трубную доску 1 охватывают обечайкой 2. В отверстия доски устанавливают технологические иглы 3. Между досками помещают металлический порошок 7, который подпрессовывают в холодном состоянии пуансоном 4. Иглы образуют отверстия для трубок. Отверстия для периферийных трубок каждого пучка наклонены. После подпрессовки устанавливают вторую трубную доску и трубки, а собранный трубный узел помещают в печь. Металлический порошок нагревают до пластического состояния и вдавливают его в зазоры между трубками и доской. Охлаждают узел под давлением. 4 ил.
Фиг.1
8
Фиг.З
| Способ герметизации трубок в трубной доске | 1982 |
|
SU1256833A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
