Изобретение относится к машиностроению и может быть использовано при обработке деталей из труднообрабатываемых материалов с применением смазочно-охлаждающих жидкостей (СОЖ).
Целью изобретения является повышение производительности обработки за счет снижения крутящего момента, снижение шероховатости обработанной поверхности.
Это достигается тем, что заготовку и рабочий инструмент погружают в ванну с СОЖ в этой ванне возбуждают ультразвуковые колебания, при этом ультразвуковой волновод располагают напротив обрабатываемого отверстия и находящегося в нем инструмента.
Размещение заготовки и инструмента в ванне с СОЖ гарантирует наличие озвученной СОЖ в зоне резания.
Снижение крутящего момента обеспечивается за счет того, что ультразвуковые колебания, активизируя СОЖ и повышая ее давление в зоне резания, способствуют более полному проникновению СОЖ в зону резания, в первую очередь в узкий зазор между задней поверхностью инструмента и обрабатываемой поверхностью заготовки. Чем больше СОЖ находится в зоне резания, тем больше снижается сила трения, а следовательно, и крутящий момент. Крутящий момент снижается и за счет увеличения диспергирующего действия СОЖ в зоне стружкообразования.
Снижение шероховатости обработанной поверхности обеспечивается за счет снижения трения задних поверхностей инструмента об обработанную поверхность заготовки при увеличении степени проникновения СОЖ в эту зону.
Уменьшение сил трения и резания обеспечивает не только снижение крутящего момента, в результате чего существенно снижается вероятность поломок инструмента (в первую очередь метчиков), но и снижает интенсивность нормального изнашивания инструментов.
На чертеже представлена принципиальная схема, реализующая способ обработки сквозных отверстий.
Способ осуществляется следующим образом.
Заготовку 1 устанавливают в оснастке 2, расположенной на столе 3 вертикально-сверлильного станка (не показан), и размещают в ванне 4. Ванна может опускаться по цилиндрической поверхности оснастки 2. Это позволяет понизить уровень находящейся в ванне СОЖ, установить и снять заготовку. Ультразвуковые колебания передаются в зону резания от волновода 5, который вводят в отверстие оснастки 2. Для обеспечения герметичности на волноводе 5 устанавливают кольцо 6 с сальником 7. Волновод 5 соединен с ультразвуковым преобразователем (не показан). Инструмент 8 закреплен в шпинделе станка (не показан).
Такая схема установки и закрепления заготовки позволяет применять плавающие и предохранительные (по максимально допустимому крутящему моменту) патроны для закрепления инструмента, что существенно снижает возможность его поломки из-за несоосности оси инструмента и оси обрабатываемого отверстия.
Для получения максимального воздействия ультразвуковой обработки на СОЖ и зону резания целесообразно размещать торец волновода на расстоянии, равном или кратном половине длины ультразвуковой волны в СОЖ, так как зона резания по мере внедрения инструмента в заготовку перемещается вниз, рекомендуется расчетное расстояние от волновода устанавливать до середины длины отверстия.
Испытания показали, что при нарезании резьбы М 6х1 метчиками из быстрорежущей стали в высокомарганцовистых сталях с использованием в качестве СОЖ масляных жидкостей при частоте вращения инструмента 90 и 125 об/мин (скорость резания соответственно 1,7 и 2,3 м/мин) обеспечено уменьшение величины крутящего момента на 20-30% и увеличение стойкости метчиков в 5-8 раз. Шероховатость обработанной поверхности снизилась с RZ=6,3 до RZ=3,2.
Исследование состояния поверхности инструмента и обработанной детали после воздействия на них ультразвука в течение 120 мин не показало изменений состояния поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2252843C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ | 2002 |
|
RU2203790C1 |
| СПОСОБ ОХЛАЖДЕНИЯ | 1992 |
|
RU2008166C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ | 2002 |
|
RU2203793C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2234398C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2284879C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2284878C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2279963C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2002 |
|
RU2281847C2 |
Изобретение относится к машиностроению и может быть использовано при обработке сквозных отверстий. Цель изобретения - повышение точности и качества обработки, повышение стойкости инструмента за счет ультразвукового воздействия на смазочно-охлаждающую жидкость с противоположной инструменту стороны относительно обрабатываемого отверстия. Заготовку 1 устанавливают в приспособлении 2 и помещают в ванну 4 станка. Ультразвуковые колебания передают в зону резания с помощью волновода 5, который входит в отверстие приспособления 2. Инструмент 8 закрепляют в шпинделе станка и осуществляют обработку отверстия в заготовке 1. 1 ил.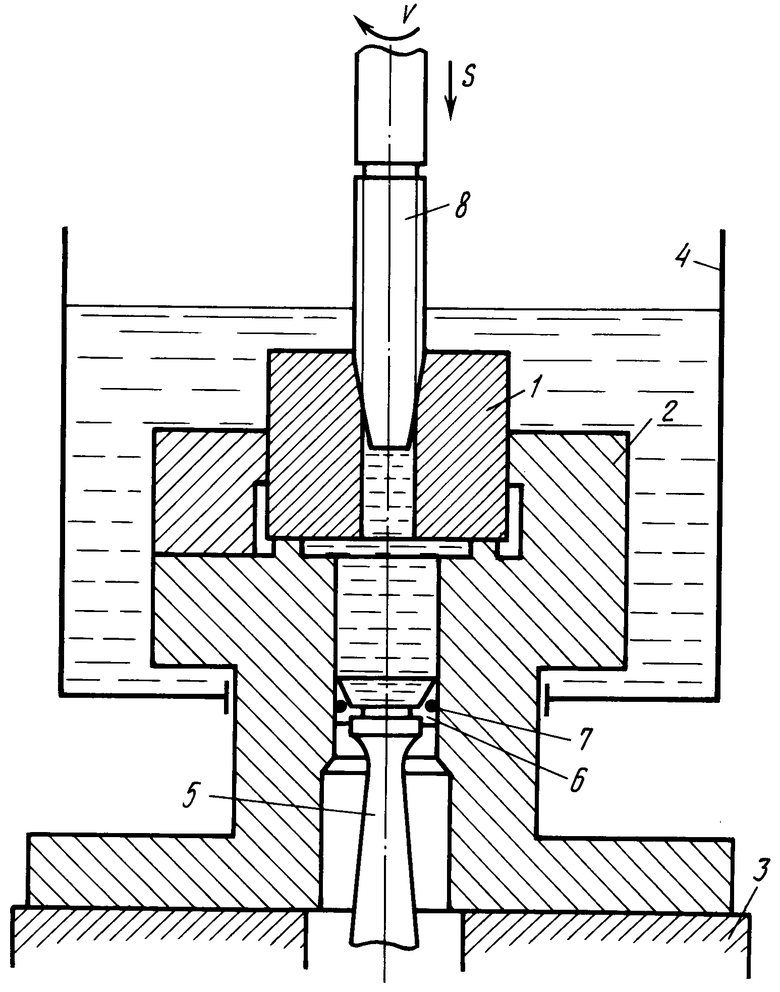
СПОСОБ ОБРАБОТКИ СКВОЗНЫХ ОТВЕРСТИЙ металлорежущим инструментом с воздействием ультразвуковых колебаний и использованием смазочно-охлаждающей жидкости, отличающийся тем, что, с целью повышения производительности и качества обработки, повышения стойкости инструмента, заготовку погружают в смазочно-охлаждающую жидкость, а ультразвуковое воздействие осуществляют на смазочно-охлаждающую жидкость с противоположной инструменту стороны отверстия.
| Подураев В.Н | |||
| Автоматически регулируемые и комбинированные процессы резания | |||
| М.: Машиностроение, 1977, с.243. |
